TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070257
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180430
出願日
2023-10-19
発明の名称
搬送ロール再生方法、鋼板製造方法及び搬送ロール再生装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
1/00 20060101AFI20250424BHJP(鉄冶金)
要約
【課題】搬送ロールの外周面の付着物を効率的に除去できる搬送ロール再生方法、鋼板製造方法及び搬送ロール再生装置を提供する。
【解決手段】鋼板を搬送するために焼鈍炉内に設けられる搬送ロールを再生する搬送ロール再生方法であって、前記搬送ロールの外周面はセラミックによって形成され、前記搬送ロールの前記外周面にアルカリ水溶液を接触させることにより、前記搬送ロールの前記外周面への付着物を除去する搬送ロール再生方法。
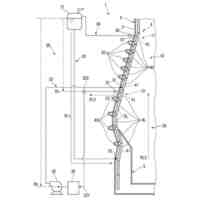
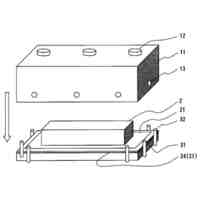
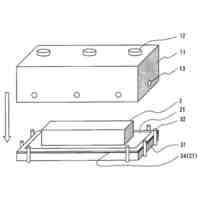
【選択図】図2
特許請求の範囲
【請求項1】
鋼板を搬送するために焼鈍炉内に設けられる搬送ロールを再生する搬送ロール再生方法であって、
前記搬送ロールの外周面はセラミックによって形成され、
前記搬送ロールの前記外周面にアルカリ水溶液を接触させることにより、前記搬送ロールの前記外周面への付着物を除去する搬送ロール再生方法。
続きを表示(約 930 文字)
【請求項2】
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の温度は40度以上である、請求項1に記載の搬送ロール再生方法。
【請求項3】
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の温度は60度以上である、請求項1に記載の搬送ロール再生方法。
【請求項4】
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の濃度は3mol/L以上である、請求項1に記載の搬送ロール再生方法。
【請求項5】
前記搬送ロールの前記外周面から前記アルカリ水溶液と共に前記付着物を拭う、請求項1に記載の搬送ロール再生方法。
【請求項6】
容器に溜めた前記アルカリ水溶液に浸漬させることで前記搬送ロールの前記外周面に前記アルカリ水溶液を接触させる、請求項1に記載の搬送ロール再生方法。
【請求項7】
前記搬送ロールの前記外周面の所定部分が前記容器に溜めた前記アルカリ水溶液に対する浸漬状態と非浸漬状態とを繰り返すように、前記搬送ロールを回転させる、請求項6に記載の搬送ロール再生方法。
【請求項8】
前記搬送ロールの前記外周面の上記所定部分が前記容器に溜めた前記アルカリ水溶液に対する前記浸漬状態と前記非浸漬状態とを繰り返すように、前記搬送ロールを回転させながら、前記非浸漬状態の前記搬送ロールの前記外周面の上記所定部分から前記アルカリ水溶液と共に前記付着物を拭う、請求項7に記載の搬送ロール再生方法。
【請求項9】
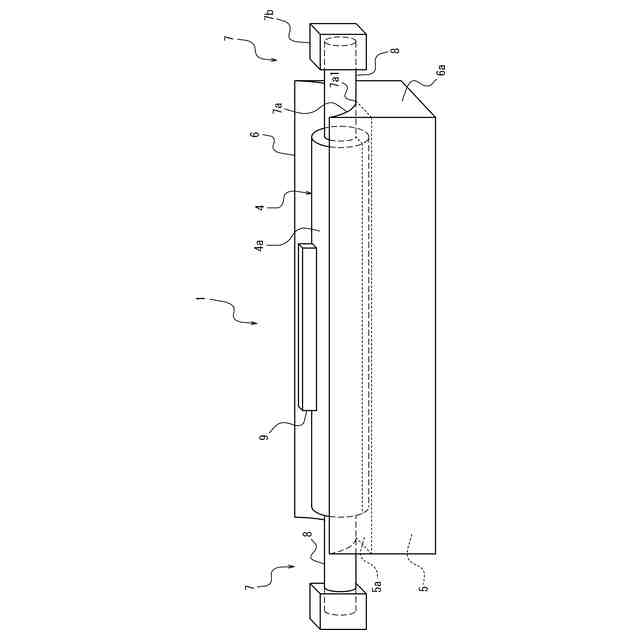
鋼板を搬送するために焼鈍炉内に設けられる搬送ロールを再生する搬送ロール再生装置であって、
アルカリ水溶液を溜める容器と、
前記搬送ロールの外周面の所定部分が前記容器に溜めた前記アルカリ水溶液に対する浸漬状態と非浸漬状態とを繰り返すことができるように、前記搬送ロールを回転可能に支持する支持部とを有する搬送ロール再生装置。
【請求項10】
前記支持部は、搬送ロール用回転軸を介して前記搬送ロールを支持する、請求項9に記載の搬送ロール再生装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は搬送ロール再生方法、鋼板製造方法及び搬送ロール再生装置に関する。
続きを表示(約 820 文字)
【背景技術】
【0002】
焼鈍炉内で鋼板を搬送する搬送ロールを再生する搬送ロール再生方法が知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2003-285920号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような搬送ロール再生方法は、搬送ロールの外周面の付着物を効率的に除去できることが好ましい。
【0005】
そこで本発明の目的は、搬送ロールの外周面の付着物を効率的に除去できる搬送ロール再生方法、鋼板製造方法及び搬送ロール再生装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の一態様は以下のとおりである。
【0007】
[1]
鋼板を搬送するために焼鈍炉内に設けられる搬送ロールを再生する搬送ロール再生方法であって、
前記搬送ロールの外周面はセラミックによって形成され、
前記搬送ロールの前記外周面にアルカリ水溶液を接触させることにより、前記搬送ロールの前記外周面への付着物を除去する搬送ロール再生方法。
【0008】
[2]
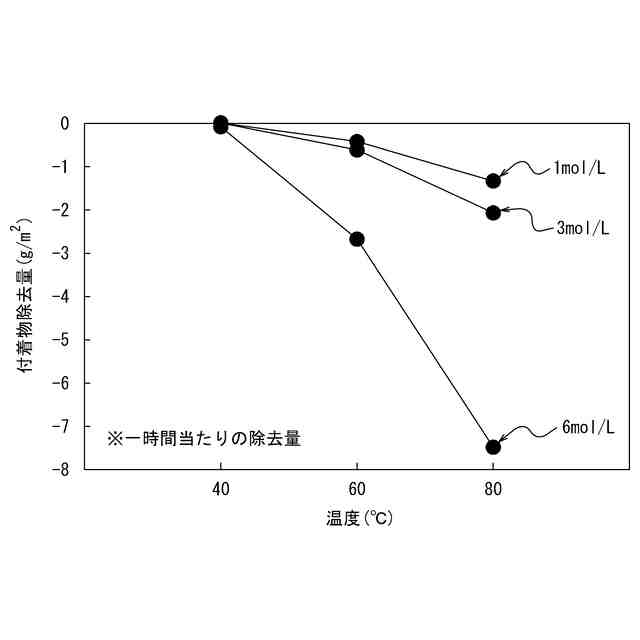
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の温度は40度以上である、[1]に記載の搬送ロール再生方法。
【0009】
[3]
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の温度は60度以上である、[1]に記載の搬送ロール再生方法。
【0010】
[4]
前記搬送ロールの前記外周面に接触させる時の前記アルカリ水溶液の濃度は3mol/L以上である、[1]~[3]の何れか1項に記載の搬送ロール再生方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
株式会社戸畑製作所
高炉用羽口
3か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
スラグの排出方法
2か月前
富士電子工業株式会社
焼き入れ装置
2か月前
個人
製鋼用副資材及びその製造方法
2か月前
株式会社伊原工業
還元鉄の製造方法
1か月前
株式会社デンケン
高温炉
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
鋼の製造方法
21日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
3か月前
JFEスチール株式会社
高強度鋼板の製造方法
3か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
3か月前
株式会社サンノハシ
金属加工品の製造方法
19日前
JFEスチール株式会社
高周波焼入部品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4日前
日本製鉄株式会社
高炉の還元粉化量の推定方法
1か月前
日本製鉄株式会社
高炉冷却装置
5か月前
日本製鉄株式会社
還元鉄の溶解方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
4か月前
JFEスチール株式会社
異常検知システム
5か月前
JFEスチール株式会社
溶銑の予備処理方法
27日前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
4か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
27日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-ジ置換C21-N-ピラゾリルステロイドおよびその使用方法
26日前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
4か月前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
22日前
日本製鉄株式会社
高炉の操業方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ