TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068840
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178875
出願日
2023-10-17
発明の名称
不具合判定方法、不具合判定プログラムおよび不具合判定装置
出願人
東レ株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
53/08 20060101AFI20250422BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】中空部材の曲げ加工における不具合の発生の有無を予測することができる不具合判定方法、不具合判定プログラムおよび不具合判定装置を提供すること。
【解決手段】本発明に係る不具合判定方法は、コンピュータが、型を用いて曲げ加工を施した曲げ加工後の中空部材の不具合を判定する不具合判定方法であって、中空部材および曲げ加工を施す治具のモデルを記憶部から読み出し、該モデルを用いて、曲げ加工の加工条件に基づくCAE解析を実行する解析ステップと、CAE解析による解析結果をもとに、曲げ加工後の中空部材の不具合を判定する判定ステップと、を含む。
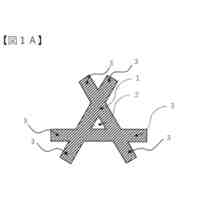
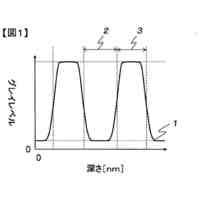
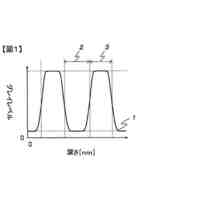
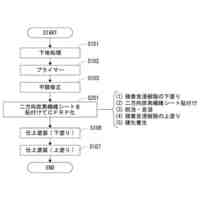
【選択図】図1
特許請求の範囲
【請求項1】
コンピュータが、型を用いて曲げ加工を施した曲げ加工後の中空部材の不具合を判定する不具合判定方法であって、
前記中空部材および前記曲げ加工を施す治具のモデルを記憶部から読み出し、該モデルを用いて、前記曲げ加工の加工条件に基づくCAE解析を実行する解析ステップと、
前記CAE解析による解析結果をもとに、前記曲げ加工後の中空部材の不具合を判定する判定ステップと、
を含む不具合判定方法。
続きを表示(約 1,100 文字)
【請求項2】
前記解析ステップは、
前記CAE解析による解析結果をもとに前記中空部材の座屈の発生の有無を判定する第1パラメータを算出する第1解析ステップ、
を含み、
前記判定ステップは、
前記第1パラメータに基づいて前記中空部材の座屈の発生の有無を判定する第1判定ステップ、
を含む請求項1に記載の不具合判定方法。
【請求項3】
前記第1判定ステップは、前記曲げ加工後の中空部材の径方向の最大変形量が、前記曲げ加工前の中空部材の径方向の長さの10%以上である場合に、座屈が発生したと判定する、
請求項2に記載の不具合判定方法。
【請求項4】
前記解析ステップは、
前記CAE解析による解析結果をもとに前記中空部材のスプリングバック量が許容範囲内か否かを判定する第2パラメータを算出する第2解析ステップ、
を含み、
前記判定ステップは、
前記第2パラメータに基づいて前記中空部材のスプリングバック量が許容範囲内か否かを判定する第2判定ステップ、
を含む請求項1または2に記載の不具合判定方法。
【請求項5】
前記第2解析ステップは、冷却処理前の中空部材に対して前記第2パラメータを算出する、
請求項4に記載の不具合判定方法。
【請求項6】
前記第2解析ステップは、冷却処理後の中空部材に対して前記第2パラメータを算出する、
請求項4に記載の不具合判定方法。
【請求項7】
前記中空部材は、樹脂を用いて形成される、
請求項1に記載の不具合判定方法。
【請求項8】
前記解析ステップは、前記CAE解析において、曲げ加工中の温度変化および/または樹脂の粘弾性特性の寄与を含めた解析を実行する、
請求項7に記載の不具合判定方法。
【請求項9】
前記解析ステップは、
剛体を人の手に見立てた疑似手指モデルが、前記中空部材のモデルを前記型のモデルに押し当てて前記曲げ加工を施したときの解析を実行する、
請求項1に記載の不具合判定方法。
【請求項10】
前記中空部材および前記曲げ加工を施す治具のモデルを作成するモデル作成ステップ、
をさらに含み、
前記解析ステップは、前記モデル作成ステップで作成されたモデルを用いて解析処理を実行する、
請求項1に記載の不具合判定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、不具合判定方法、不具合判定プログラムおよび不具合判定装置に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
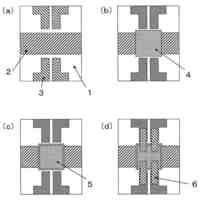
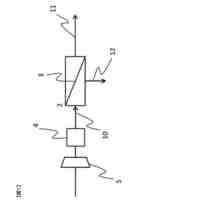
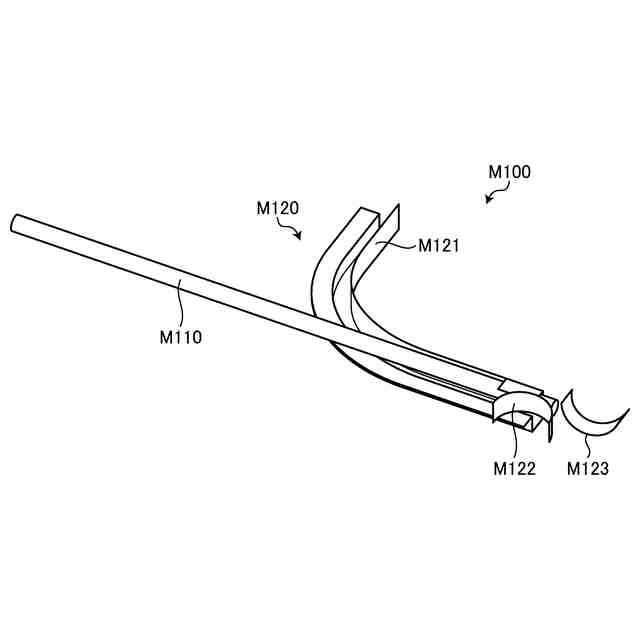
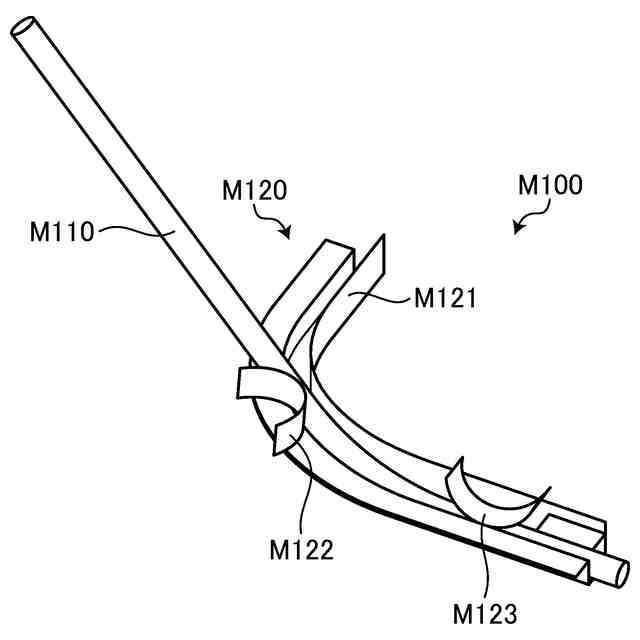
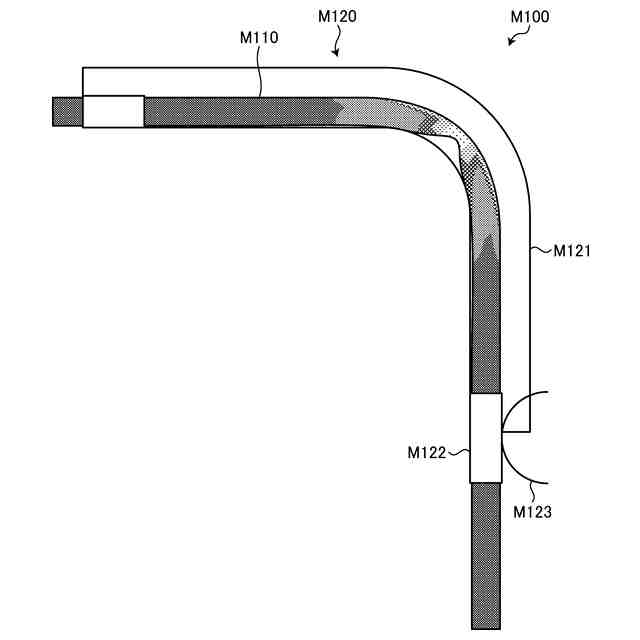
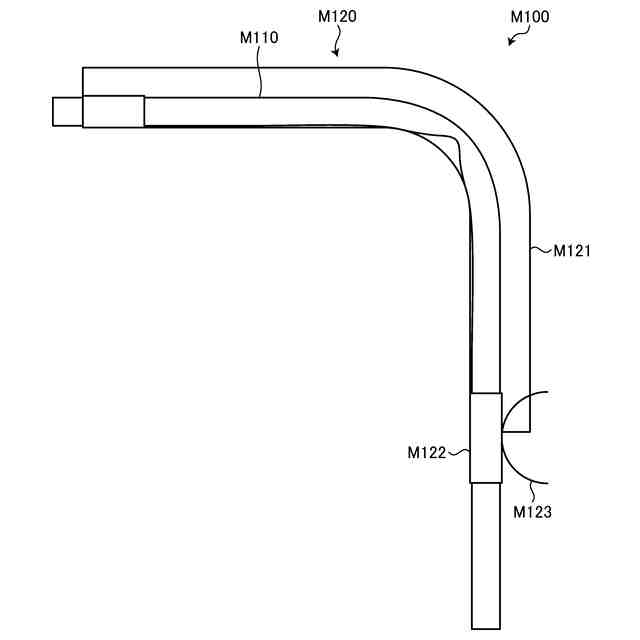
近年、自動車等の構造体として、軽量化を目的として中空の成形品が用いられている。この成形品は、例えば、長尺の中空部材に曲げ加工を施すことによって作製される。この際、成形品は、中空部材を保持する曲げ型を回転させつつ、圧力型を中空部材に圧接させて作製される(例えば、特許文献1を参照)。この製法に関して、有限要素法解析を用いて曲げ加工形状を求め、加工後の形状と、基準形状とを比較してずれ量(スプリングバック量)を算出し、このずれ量に基づいて加工条件を適正化する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-161332号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1は、ずれ量に基づいて最適化された加工条件が出力されるものであるが、加工条件として、実際に不具合が起こり得るものであるか否かを確認したいという要望があった。
【0005】
本発明は、上記に鑑みてなされたものであって、中空部材の曲げ加工における不具合の発生の有無を予測することができる不具合判定方法、不具合判定プログラムおよび不具合判定装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
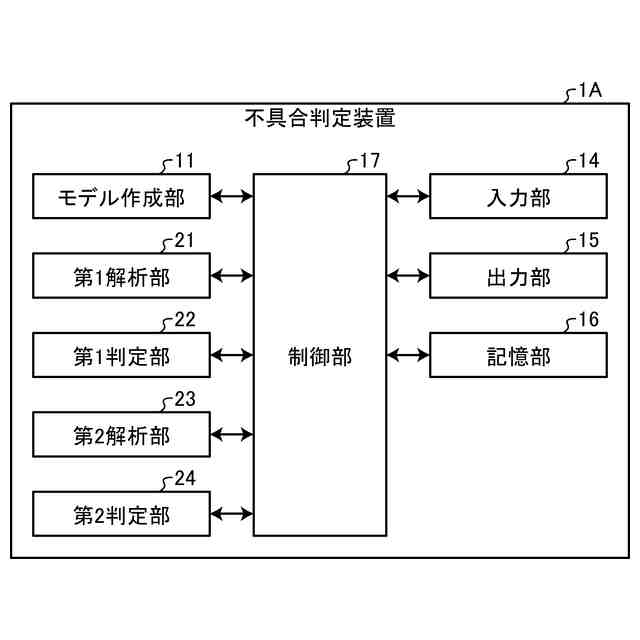
上述した課題を解決し、目的を達成するために、本発明に係る不具合判定方法は、コンピュータが、型を用いて曲げ加工を施した曲げ加工後の中空部材の不具合を判定する不具合判定方法であって、前記中空部材および前記曲げ加工を施す治具のモデルを記憶部から読み出し、該モデルを用いて、前記曲げ加工の加工条件に基づくCAE解析を実行する解析ステップと、前記CAE解析による解析結果をもとに、前記曲げ加工後の中空部材の不具合を判定する判定ステップと、を含む。
【0007】
また、本発明に係る不具合判定方法は、上記発明において、前記解析ステップは、前記CAE解析による解析結果をもとに前記中空部材の座屈の発生の有無を判定する第1パラメータを算出する第1解析ステップ、を含み、前記判定ステップは、前記第1パラメータに基づいて前記中空部材の座屈の発生の有無を判定する第1判定ステップ、を含む。
【0008】
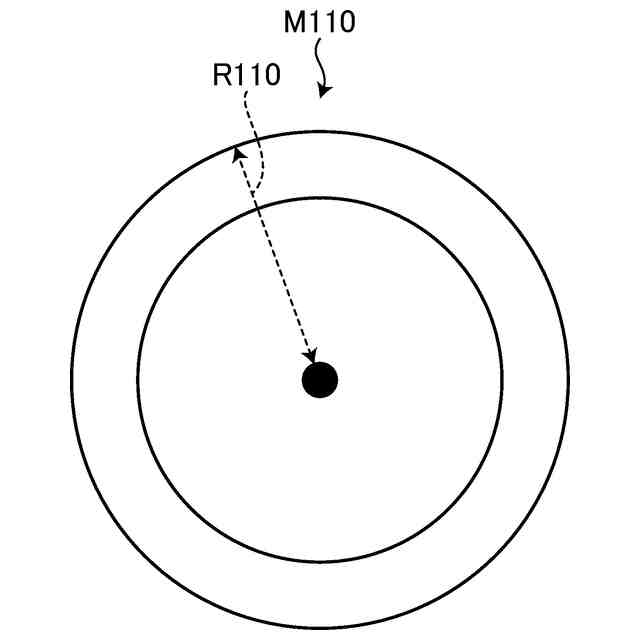
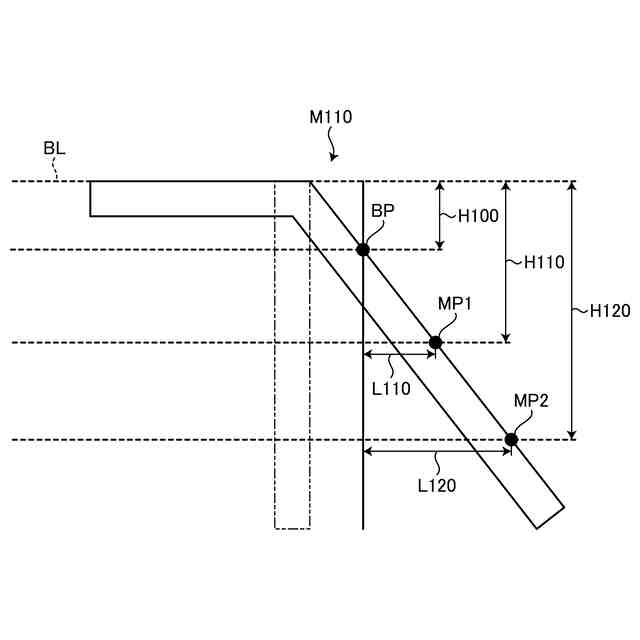
また、本発明に係る不具合判定方法は、上記発明において、前記第1判定ステップは、前記曲げ加工後の中空部材の径方向の最大変形量が、前記曲げ加工前の中空部材の径方向の長さの10%以上である場合に、座屈が発生したと判定する。
【0009】
また、本発明に係る不具合判定方法は、上記発明において、前記解析ステップは、前記CAE解析による解析結果をもとに前記中空部材のスプリングバック量が許容範囲内か否かを判定する第2パラメータを算出する第2解析ステップ、を含み、前記判定ステップは、前記第2パラメータに基づいて前記中空部材のスプリングバック量が許容範囲内か否かを判定する第2判定ステップ、を含む。
【0010】
また、本発明に係る不具合判定方法は、上記発明において、前記第2解析ステップは、冷却処理前の中空部材に対して前記第2パラメータを算出する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織編物
7日前
東レ株式会社
濾過方法
19日前
東レ株式会社
吸着材料
1か月前
東レ株式会社
複合半透膜
6日前
東レ株式会社
炭素繊維織物
2日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
多孔質構造体
1か月前
東レ株式会社
CPUソケット
19日前
東レ株式会社
CPUソケット
19日前
東レ株式会社
不織布および衣料
1か月前
東レ株式会社
車両用衝撃吸収構造体
6日前
東レ株式会社
多層積層複合断面繊維
1か月前
東レ株式会社
シート状物の検査方法
1か月前
東レ株式会社
再生ポリエステル繊維
1か月前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
東レ株式会社
濾過方法および濾過装置
今日
東レ株式会社
炭素繊維シートの製造方法
1か月前
東レ株式会社
フィルム及びその製造方法
1か月前
東レ株式会社
積層体およびその製造方法
1か月前
東レ株式会社
ポリエステル繊維の製造方法
28日前
東レ株式会社
ポリプロピレン系樹脂フィルム
8日前
東レ株式会社
半導体モールド用離型フィルム
7日前
東レ株式会社
不織布およびワイピング用シート
1か月前
東レ株式会社
ポリエステルフィルムの製造方法
1か月前
東レ株式会社
人工皮革および人工皮革の製造方法
1か月前
東レ株式会社
感光性樹脂組成物、硬化物、表示装置
28日前
東レ株式会社
積層フィルム、センサー、およびテープ
1か月前
東レ株式会社
積層フィルム、センサー、およびテープ
1か月前
株式会社大林組
コンクリート補強工法
2日前
東レ株式会社
人工皮革ならびに、乗物用内装材、座席
6日前
東レ株式会社
積層フィルム、センサー、およびテープ
1か月前
東レ株式会社
アルカリ水電解用隔膜、及びその製造方法
6日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
1か月前
東レ株式会社
炭素シートおよびガス拡散電極の製造方法
2日前
東レ株式会社
溶液製膜フィルムの製造方法及びフィルム
2日前
東レ株式会社
ガス分離方法、精製流体及びガス分離装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ