TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068755
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178740
出願日
2023-10-17
発明の名称
複合旋盤用刃物台
出願人
オークマ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
29/24 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 工具ホルダの数が増加してタレットの最大振り回し径が大きくなった場合にも、基準位置からワーク加工位置までの距離が大きくならないようにできる複合旋盤用刃物台を提供する。
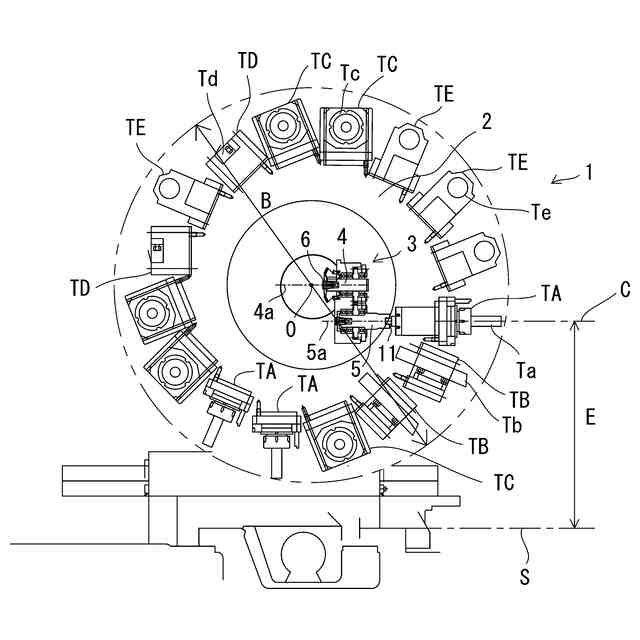
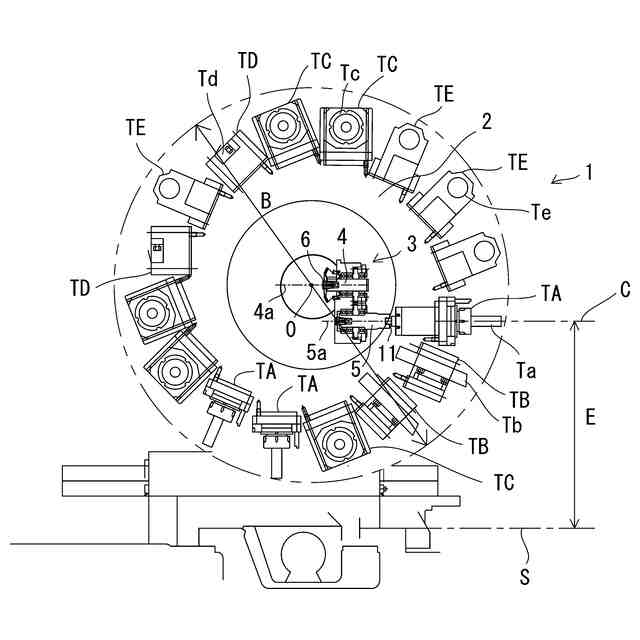
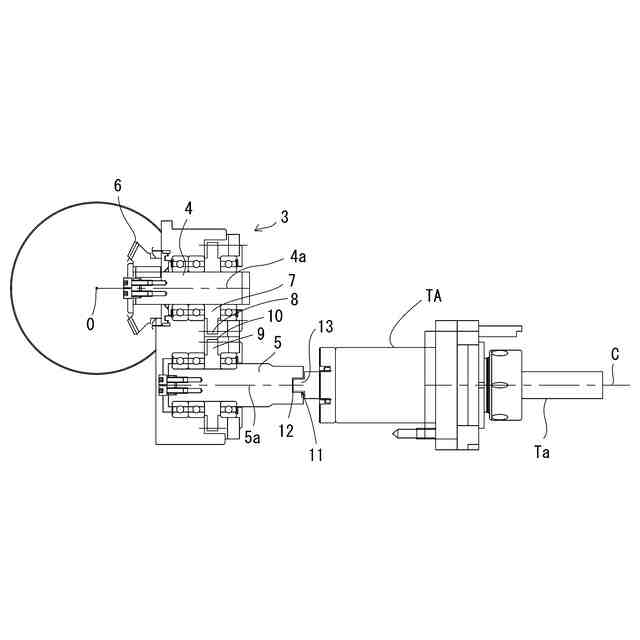
【解決手段】 タレット2は、各工具ホルダTA,TB,TC,TD,TEの軸線がタレット2の旋回中心Oを通らない風車形状とされている。工具回転ユニット3は、ワーク加工位置Cの上方にあってタレット2の旋回中心Oを通る軸線4aを有する主工具回転軸4と、主工具回転軸4の軸線4aに対してオフセットされた軸線5aを有しワーク加工位置Cに配されて主工具回転軸4に駆動されるオフセット工具回転軸5とを有している。
【選択図】 図1
特許請求の範囲
【請求項1】
複数の工具ホルダを保持して旋回するタレットと、ワーク加工位置に割り出された所要の工具ホルダを回転させる工具回転ユニットとを備えている複合旋盤用刃物台であって、
前記タレットは、各工具ホルダの軸線が前記タレットの旋回中心を通らない風車形状とされており、
前記工具回転ユニットは、前記ワーク加工位置の上方にあって前記タレットの旋回中心を通る軸線を有する主工具回転軸と、前記主工具回転軸の軸線に対してオフセットされた軸線を有し前記ワーク加工位置に配されて前記主工具回転軸に駆動されるオフセット工具回転軸とを有していることを特徴とする複合旋盤用刃物台。
発明の詳細な説明
【技術分野】
【0001】
この発明は、複合旋盤用刃物台に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ワーク加工位置に配されたワークを種々の工具によって順次加工する複合旋盤で使用される刃物台として、複数の工具ホルダを保持して旋回するタレットと、ワーク加工位置に割り出された所要の工具ホルダを回転させる工具回転軸(工具回転ユニット)とを備えているものが知られている(特許文献1)。
【0003】
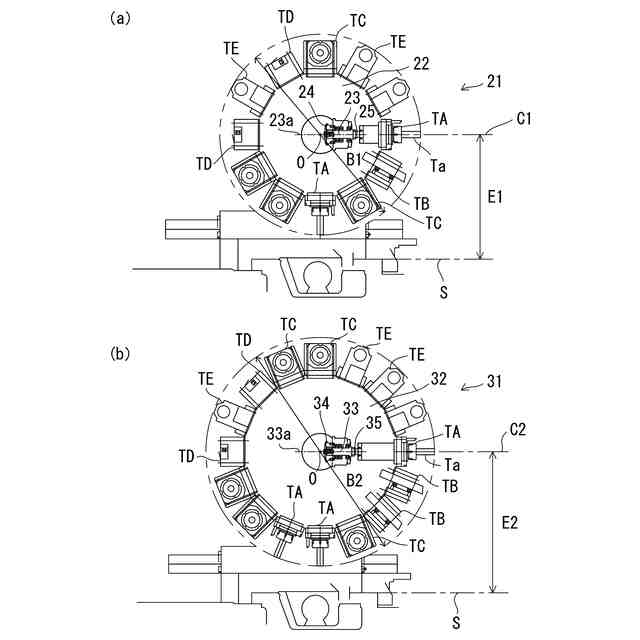
図3(a)(b)に、従来の複合旋盤用刃物台(21)(31)の例を示す。
【0004】
図3(a)(b)に示す複合旋盤用刃物台(21)(31)では、ワーク加工位置(C1)(C2)は、タレット(22)(32)の旋回中心(O)を通る線上に位置するように設定されており、タレット(22)(32)は、各工具ホルダ(TA)(TB)(TC)(TD)(TE)の軸線がタレット(22)(32)の旋回中心(O)を通るように形成されている。
そして、工具ホルダ(TA)に保持された工具(Ta)を回転させる工具回転軸(23)(33)の軸線(23a)(33a)は、ワーク加工位置(C1)(C2)(タレット(22)(32)の旋回中心(O)を通る線上)に一致するように設定されている。
【0005】
工具回転軸(23)(33)の基端部には、工具回転軸(23)(33)をモータ(図示略)によって回転させるための傘歯車(24)(34)が設けられており、工具回転軸(23)(33)の先端部は、連結部(25)(35)を介してワーク加工位置(C1)(C2)に割り出された所要の工具ホルダ(TA)に連結される。
これにより、工具回転軸(23)(33)が回転することで、所要の工具ホルダ(TA)に保持された工具(Ta)によってワーク加工位置(C1)(C2)にあるワーク(図示略)が加工される。
【0006】
図3(a)に示す刃物台(21)では、タレット(22)が12個の工具ホルダ(TA)(TB)(TC)(TD)(TE)を保持可能なように形成され、図3(b)に示す刃物台(31)では、タレット(32)が16個の工具ホルダ(TA)(TB)(TC)(TD)(TE)を保持可能なように形成されている。
【0007】
図3(a)において、E1は、刃物台移動ガイドを基準位置(S)としたワーク加工位置(C1)までの距離、B1は、タレット(22)の最大振り回し径を示している。また、図3(b)において、E2は、刃物台移動ガイドを基準位置(S)としたワーク加工位置(C2)までの距離、B2は、タレット(32)の最大振り回し径を示している。
【0008】
図3(a)(b)によると、図3(a)に示す12個の工具ホルダ(TA)(TB)(TC)(TD)(TE)を保持可能なタレットを有する刃物台(21)から図3(b)に示す16個の工具ホルダ(TA)(TB)(TC)(TD)(TE)を保持可能なタレットを有する刃物台(31)にすると、タレット(22)(32)の最大振り回し径がB1からB2に大きくなる分、基準位置(S)からワーク加工位置(C1)(C2)までの距離もE1からE2に大きくなることになる。基準位置(S)からワーク加工位置(C1)(C2)までの距離が大きくなると、刃物台(21)(31)だけでなく、複合旋盤の他の構成要素である主軸台(図示略)や主軸台に合わせて設けられている装置も大きくなり、複合旋盤が大きくなってしまうという問題が生じる。
【先行技術文献】
【特許文献】
【0009】
特開2009-279736号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
この発明は、従来の技術の有する上記課題に鑑みなされたもので、その目的とするところは、工具ホルダの数が増加してタレットの最大振り回し径が大きくなった場合にも、基準位置からワーク加工位置までの距離が大きくならないようにできる複合旋盤用刃物台を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
光学式リニアエンコーダ
2日前
オークマ株式会社
工作機械における振動特性推定システム、工作機械及び振動特性推定方法
3日前
個人
タップ
10日前
個人
加工機
4日前
株式会社不二越
ドリル
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社アンド
半田付け方法
3日前
エフ・ピー・ツール株式会社
リーマ
20日前
株式会社アンド
半田付け方法
3日前
株式会社ダイヘン
多層盛り溶接方法
18日前
日進工具株式会社
エンドミル
20日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
管用テーパタップ
1か月前
大和ハウス工業株式会社
溶接方法
2か月前
オークマ株式会社
診断装置
2か月前
オークマ株式会社
工作機械
2か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
超硬合金製ドリル
16日前
オーエスジー株式会社
ドリル
1か月前
日東精工株式会社
はんだこて先の製造方法
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ

































