TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075658
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186972
出願日
2023-10-31
発明の名称
工作機械における振動特性推定システム、工作機械及び振動特性推定方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
17/12 20060101AFI20250508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工作機械のセンサ取付位置における振動特性を補正して、センサの取り付けが困難な対象点の振動特性を高精度に推定することができる、工作機械における振動特性推定システム、工作機械及び振動特性推定方法を提供することを目的とする。
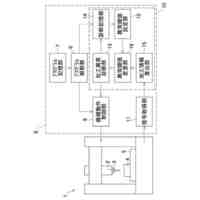
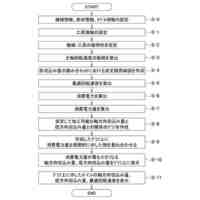
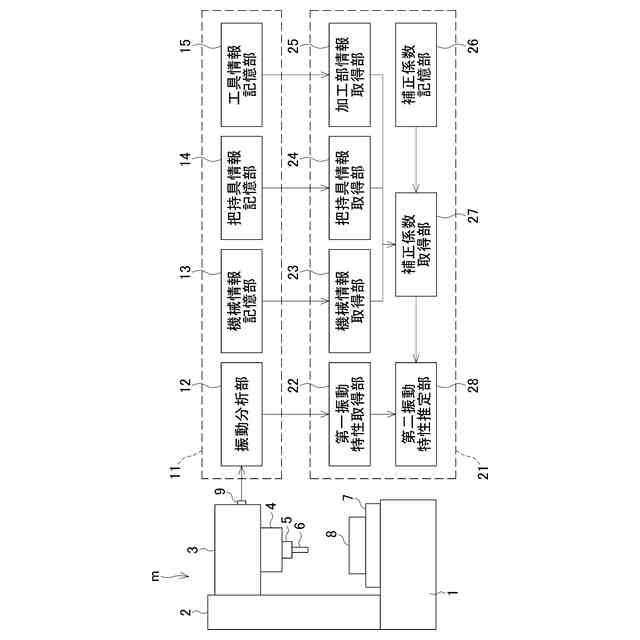
【解決手段】振動特性推定システム21は、第一振動特性取得部22において、加速度センサ9の出力に基づき第一振動特性を取得する。次に、機械情報取得部23において、機械情報を取得し、把持具情報取得部24において、把持具情報を取得する。さらに、加工部情報取得部25において、工具情報又はワーク情報を取得する。次に、補正係数取得部27において、機械情報、把持具情報、工具情報又はワーク情報に基づいて補正係数を取得する。そして、第二振動特性推定部28において、補正係数を用いて第一振動特性を補正することで、第二振動特性を推定する。
【選択図】図1
特許請求の範囲
【請求項1】
工具とワークとを相対移動させて加工を行う工作機械において、
加工中の前記工具と前記ワークとの接触点である加工点に加振力を加えた場合の、前記工作機械に取り付けられたセンサの出力に基づく第一振動特性を取得する第一振動特性取得部と、
前記工作機械の名称と、軸構成、及び構成部品情報、並びに前記センサの取付位置情報の少なくとも1つとを含む機械情報を取得する機械情報取得部と、
前記工具、又は前記ワークを把持する把持具の名称と、寸法、及び材質、並びに前記工具、又は前記ワークの把持方法の少なくとも1つとを含む把持具情報を取得する把持具情報取得部と、
前記工具の名称と、寸法、及び材質の少なくとも1つとを含む工具情報、並びに前記ワークの名称と、寸法、及び材質の少なくとも1つとを含むワーク情報の少なくとも1つを取得する加工部情報取得部と、
前記第一振動特性と、前記加工点に加振力を加えた場合の前記加工点の振動量に基づく第二振動特性との比率を表す補正係数を、前記機械情報、前記把持具情報、前記工具情報、及び前記ワーク情報の少なくとも1つと関連付けて記憶する補正係数記憶部と、
前記機械情報、前記把持具情報、前記工具情報、及び前記ワーク情報の少なくとも1つに基づく前記補正係数を、前記補正係数記憶部から取得する補正係数取得部と、
前記補正係数取得部により取得した前記補正係数を用いて、前記第一振動特性取得部で取得した前記第一振動特性を補正し、前記第二振動特性を推定する第二振動特性推定部と、を備え、
前記補正係数が、前記機械情報と、前記機械情報と紐付けられた周波数とに基づく関数として構成され、
前記周波数が、前記センサから得られることを特徴とする工作機械における振動特性推定システム。
続きを表示(約 950 文字)
【請求項2】
前記補正係数が、少なくとも前記工具情報と紐付けられた定数を含むことを特徴とする請求項1に記載の工作機械における振動特性推定システム。
【請求項3】
前記補正係数が、少なくとも前記機械情報と紐付けられた周波数関数であることを特徴とする請求項1に記載の工作機械における振動特性推定システム。
【請求項4】
請求項1乃至3の何れかに記載の振動特性推定システムを備えることを特徴とする工作機械。
【請求項5】
工具とワークとを相対移動させて加工を行う工作機械において、
加工中の前記工具と前記ワークとの接触点である前記工具、又は前記ワークの加工点に加振力を加えた場合の、前記工作機械に取り付けられたセンサの出力を表す第一振動特性を取得する第一振動特性取得ステップと、
前記工作機械の名称と、軸構成、及び構成部品情報、並びに前記センサの取付位置情報の少なくとも1つとを含む機械情報を取得する機械情報取得ステップと、
前記工具、又は前記ワークを把持する把持具の名称と、寸法及び材質、並びに前記工具、又は前記ワークの把持方法の少なくとも1つとを含む把持具情報を取得する把持具情報取得ステップと、
前記工具の名称と、寸法、及び材質の少なくとも1つとを含む工具情報、並びに前記ワークの名称と、寸法、及び材質の少なくとも1つとを含むワーク情報の少なくとも1つを取得する加工部情報取得ステップと、
前記第一振動特性と、前記加工点に加振力を加えた場合の、前記加工点の振動量を表す第二振動特性との比率を表す補正係数を、前記機械情報、前記把持具情報、前記工具情報、及び前記ワーク情報の少なくとも1つに基づいて、取得する補正係数取得ステップと、
前記補正係数取得ステップで取得した前記補正係数を用いて、前記第一振動特性取得ステップで取得した前記第一振動特性を補正し、前記第二振動特性を推定する第二振動特性推定ステップと、を含み、
前記補正係数が、前記機械情報と、前記機械情報と紐付けられた周波数とに基づいて構成され、
前記周波数が、前記センサから得られることを特徴とする工作機械における振動特性推定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械における振動特性を推定する振動特性推定システム、工作機械及び振動特性推定方法に関するものである。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
工作機械により高能率、且つ高精度な切削加工を行うためには、工作機械、工具、及びワークを含む系の振動特性を考慮して、適切な切削条件を選択する必要がある。例えば、出願人は、特許文献1の中で、実際の加工における振動測定結果を用いることで、振動に関する専門的な技術や知識を作業者が有していない場合でも、系の振動特性を推定することが可能な振動特性推定方法を開示している。特許文献1で開示される振動特性推定方法は、振動特性を推定したい対象点の加工中の振動の測定結果から、振動特性を算出する。振動特性を推定したい対象点として、例えば、工具先端が挙げられる。また、振動測定方法として、例えば、センサである加速度計を対象点に取り付ける方法が挙げられる。しかし、実際の現場では、使用される工具は、作業者毎に異なる場合が多い。つまり、振動特性を推定するための、工具への加速度計の取付位置、及び取付状態の良否判断は、作業者が行う必要がある。そのため、実際に特許文献1で開示される方法を用いようとすると、適切な良否判断を行うためには、作業者に振動に関する専門的な技術や知識を求められる場合があった。
そこで、振動に関する専門的な技術や知識を作業者が有していない場合でも、系の振動特性を推定することが可能な別の振動特性推定方法として、予めセンサの取り付けが容易な工作機械の所定箇所に加速度計を設置して、特許文献1の方法で工作機械の振動特性を推定し、さらに推定された振動特性を補正する方法が考えられる。これにより、振動に関する専門的な技術や知識を作業者が有していない場合でも、工具先端といった、作業者が任意に変更するためにセンサの取り付けが困難となる所望の推定対象点における振動特性を推定できると考えられる。所定の値を補正して所望の推定対象点における振動特性を推定する技術として、特許文献2では、使用工具を装着した主軸系の振動特性といえる固有振動数の解析値(演算値)を補正することで、実際の固有振動値を推定する方法が開示されている。解析値の補正には、基準工具を装着した主軸系の固有振動数の解析値と実測値との差が補正値として用いられている。一方、工作機械のような複雑な系では、固有振動数が複数存在する。そのため、複数の固有振動数それぞれの解析値と実測値とを、周波数の降順に対応付けて、対応付けられた解析値と実測値とから、複数の固有振動値それぞれに対応する補正値を算出している。
【先行技術文献】
【特許文献】
【0003】
特開2020-80015号公報
特開2012-187691号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献2で開示される方法では、例えば使用工具と基準工具とが大きく異なる状況では、基準工具と使用工具との間で、固有振動数と振動挙動との対応順序が異なることが考えられる。そのため、使用工具を装着した系に対して基準工具を用いて算出した補正値を用いても、適切に固有振動値を推定できない可能性がある。
従って、センサの取り付けが容易な工作機械の所定箇所において推定した振動特性を補正して、センサの取り付けが困難な推定対象の振動特性を高精度に推定可能な振動特性推定方法が望まれていた。
【0005】
そこで、本開示は、上記問題に鑑みなされたものであって、工作機械のセンサ取付位置における振動特性を補正して、センサの取り付けが困難な対象点の振動特性を高精度に推定することができる、工作機械における振動特性推定システム、工作機械及び振動特性推定方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示の第1の構成は、工作機械における振動特性推定システムであって、工具とワークとを相対移動させて加工を行う工作機械において、加工中の工具とワークとの接触点である加工点に加振力を加えた場合の、工作機械に取り付けられたセンサの出力に基づく第一振動特性を取得する第一振動特性取得部と、工作機械の名称と、軸構成、及び構成部品情報、並びにセンサの取付位置情報の少なくとも1つとを含む機械情報を取得する機械情報取得部と、工具、又はワークを把持する把持具の名称と、寸法、及び材質、並びに工具、又はワークの把持方法の少なくとも1つとを含む把持具情報を取得する把持具情報取得部と、工具の名称と、寸法、及び材質の少なくとも1つとを含む工具情報、並びにワークの名称と、寸法、及び材質の少なくとも1つとを含むワーク情報の少なくとも1つを取得する加工部情報取得部と、第一振動特性と、加工点に加振力を加えた場合の、加工点の振動量に基づく第二振動特性との比率を表す補正係数を、機械情報、把持具情報、工具情報、及びワーク情報の少なくとも1つと関連付けて記憶する補正係数記憶部と、機械情報、把持具情報、工具情報、及びワーク情報の少なくとも1つに基づく補正係数を、補正係数記憶部から取得する補正係数取得部と、補正係数取得部により取得した補正係数を用いて、第一振動特性取得部で取得した第一振動特性を補正し、第二振動特性を推定する第二振動特性推定部と、を備え、補正係数が、機械情報と、機械情報と紐付けられた周波数とに基づく関数として構成され、周波数が、センサから得られることを特徴とする。
本開示の第1の構成の別の態様は、上記構成において、補正係数が、少なくとも工具情報と紐付けられた定数を含むことを特徴とする。
本開示の第1の構成のさらに別の態様は、上記構成において、補正係数が、少なくとも機械情報と紐付けられた周波数関数であることを特徴とする。
上記目的を達成するために、本開示の第2の構成は、工作機械であって、上記構成を備えることを特徴とする。
上記目的を達成するために、本開示の第3の構成は、振動特性推定方法であって、工具とワークとを相対移動させて加工を行う工作機械において、加工中の工具とワークとの接触点である加工点に加振力を加えた場合の、工作機械に取り付けられたセンサの出力に基づく第一振動特性を取得する第一振動特性取得ステップと、工作機械の名称と、軸構成、及び構成部品情報、並びにセンサの取付位置情報の少なくとも1つとを含む機械情報を取得する機械情報取得ステップと、工具、又はワークを把持する把持具の名称と、寸法及び材質、並びに工具、又はワークの把持方法の少なくとも1つとを含む把持具情報を取得する把持具情報取得ステップと、工具の名称と、寸法、及び材質の少なくとも1つとを含む工具情報、並びにワークの名称と、寸法、及び材質の少なくとも1つとを含むワーク情報の少なくとも1つを取得する加工部情報取得ステップと、第一振動特性と、加工点に加振力を加えた場合の、加工点の振動量に基づく第二振動特性との比率を表す補正係数を、機械情報、把持具情報、工具情報、及びワーク情報の少なくとも1つに基づいて、取得する補正係数取得ステップと、補正係数取得ステップで取得した補正係数を用いて、第一振動特性取得ステップで取得した第一振動特性を補正し、第二振動特性を推定する第二振動特性推定ステップと、を含み、補正係数が、機械情報と、機械情報と紐付けられた周波数とに基づいて構成され、周波数が、センサから得られることを特徴とする。
【発明の効果】
【0007】
本開示によれば、工作機械において、容易にセンサの取り付けが可能な点の振動特性を、機械情報と、把持具情報と、工具情報又はワーク情報との少なくとも1つに基づいて補正することで、センサの取り付けが困難な所望の点の振動特性を、高精度に推定することができる。
また、振動特性の推定対象点に係る補正係数が未取得な場合も、取得済の補正係数を用いて対象点の振動特性を推定することができる。
【図面の簡単な説明】
【0008】
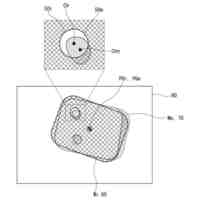
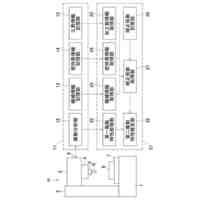
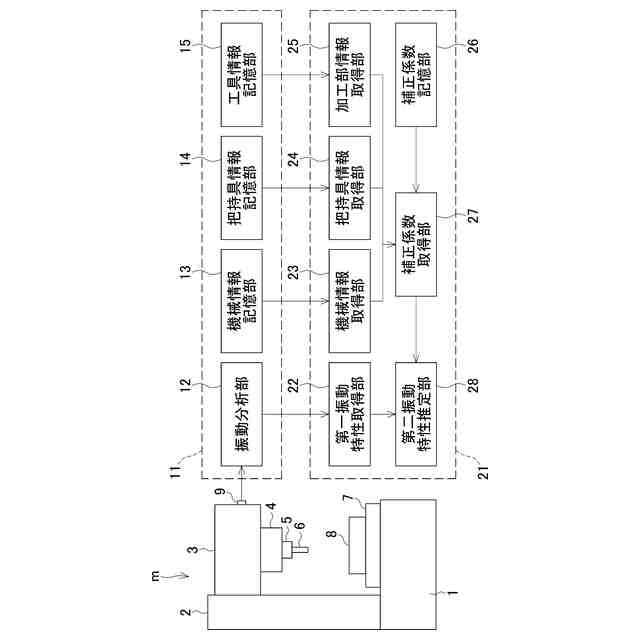
工作機械における振動特性推定システムを示す概略構成図である。
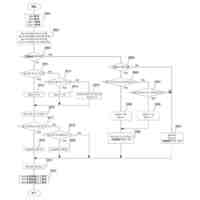
第二振動特性の推定方法を示すフローチャートである。
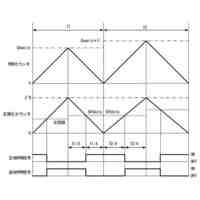
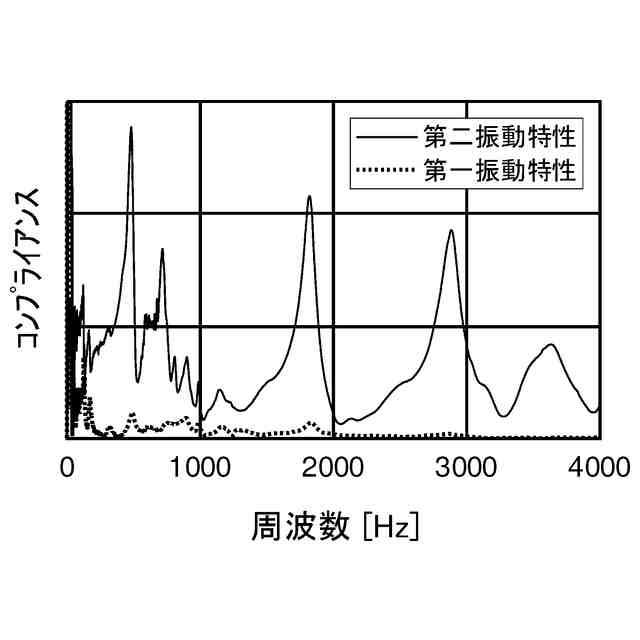
第一振動特性と第二振動特性との測定例を示すグラフである。
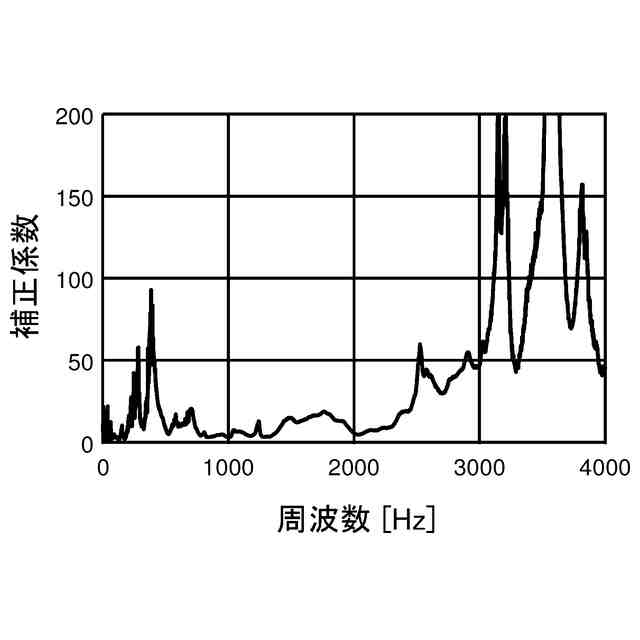
補正係数の一例を示すグラフである。
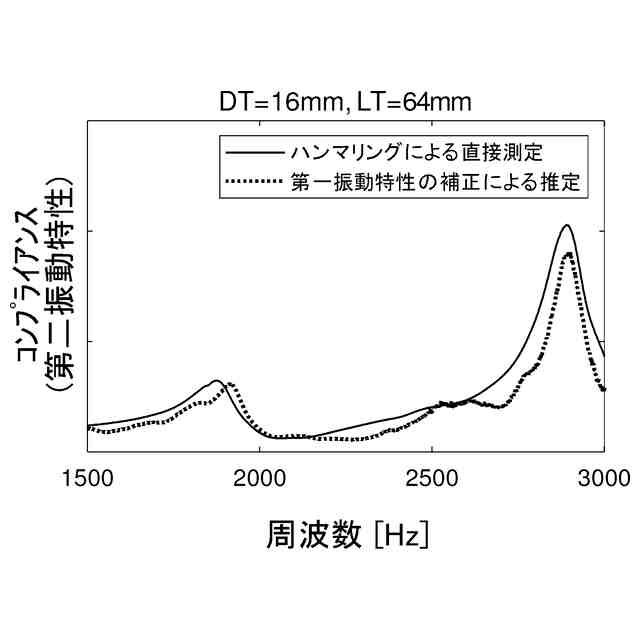
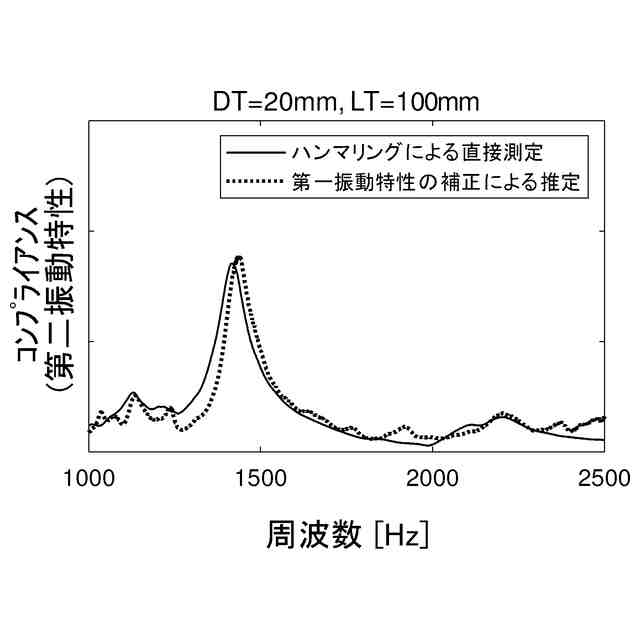
第二振動特性の直接測定結果と推定結果の比較である。
第二振動特性の直接測定結果と推定結果の比較である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づいて説明する。
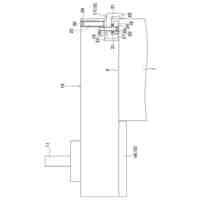
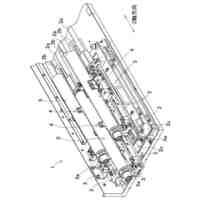
図1は、工作機械の一例であるマシニングセンタの概略構成図である。
マシニングセンタmの主軸ハウジング3には、主軸モータで回転可能な主軸4が備えられる。主軸4の先端には、ホルダ5に把持された工具6が取り付けられる。移動体としての主軸ハウジング3は、ベッド1に取り付けられたコラム2に対し、Z軸ボールねじを介してZ軸モータによりZ軸方向に移動が可能とされている。主軸ハウジング3には、マシニングセンタmの振動を検出するセンサとしての加速度センサ9が取り付けられている。また、移動体としてのワークテーブル7の上には、ワーク8が固定されている。ワークテーブル7は、ベッド1上で互いに直行するX軸、Y軸方向に移動が可能とされている。ワークテーブル7のX軸方向への移動は、X軸ボールねじを介してX軸モータにより行われ、Y軸方向への移動は、Y軸ボールねじを介してY軸モータにより行われる。
【0010】
マシニングセンタmを制御するNC装置11は、作業者が入力したプログラムに基づいて主軸モータや各送り軸モータを制御する図示しない機械動作指令部を備え、工具6の回転、及び工具6とワーク8との相対移動を指令して切削加工を行う。NC装置11は、CPUとCPUに接続されたメモリとを含み、それらの利用により動作を実現している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
配置特定装置
5日前
オークマ株式会社
PWM制御装置
1か月前
オークマ株式会社
複合旋盤用刃物台
18日前
オークマ株式会社
リニアエンコーダ
1か月前
オークマ株式会社
光学式リニアエンコーダ
2日前
オークマ株式会社
エンコーダ速度監視装置
9日前
オークマ株式会社
工具ホルダの位置決め機構
18日前
オークマ株式会社
工具交換装置及び工具交換方法
1か月前
オークマ株式会社
加工異常検知方法及び加工異常検知装置
9日前
オークマ株式会社
ノンバックラッシギアおよびその組立方法
1か月前
オークマ株式会社
情報処理装置、プログラム、および面粗度の算出方法
5日前
オークマ株式会社
工作機械の表示装置及び工作機械の表示装置における表示方法
20日前
オークマ株式会社
工作機械における振動特性推定システム、工作機械及び振動特性推定方法
3日前
個人
タップ
10日前
個人
加工機
4日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
3日前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
個人
複合金属回転式ホーン
3か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3日前
株式会社アンド
半田付け方法
3日前
エフ・ピー・ツール株式会社
リーマ
20日前
日進工具株式会社
エンドミル
20日前
株式会社ダイヘン
多層盛り溶接方法
18日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ナベヤ
締結装置
2か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ツガミ
工作機械
3か月前
ブラザー工業株式会社
工作機械
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ