TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067046
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023176708
出願日
2023-10-12
発明の名称
データ抽出装置及び異常監視装置
出願人
旭精機工業株式会社
代理人
個人
,
個人
主分類
G01M
13/045 20190101AFI20250417BHJP(測定;試験)
要約
【課題】従来より異常判定の精度を高くすることが可能な技術を提供する。
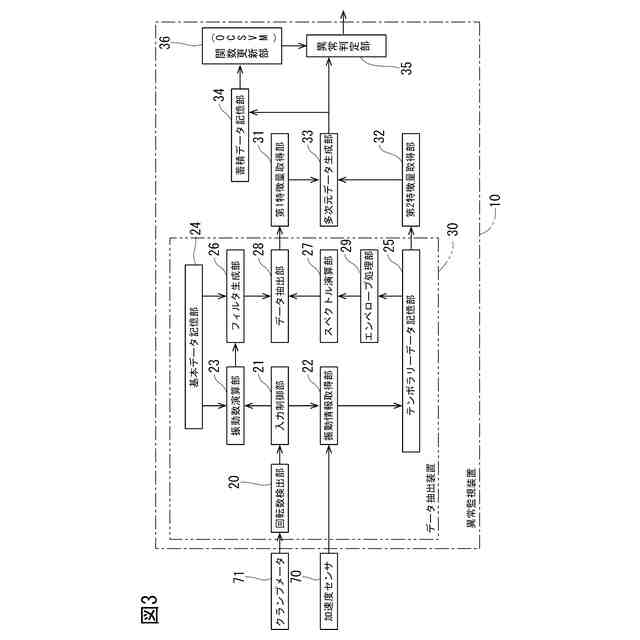
【解決手段】本開示のデータ抽出装置30では、振動波を包絡線化処理した包絡線処理波のスペクトルであるエンベロープスペクトルを異常判定用データに利用するので、振動波そのもののスペクトルを異常判定用データに利用する従来のものに比べてノイズの影響を受け難く、異常判定の精度が高くなる。また、振動波のエンベロープスペクトルの全体を異常判定用データとするのではなく、包絡線処理波に含まれる複数種類の波のうちの一部特定の波の振動数を含んだ限定振動数領域のエンベロープスペクトルを異常判定用データとして抽出するので、異常判定に使用しないデータが排除され、異常判定が容易になる。しかも、ベアリング94の回転数の変化に伴って一部特定の波の振動数が変化しても、ベアリング94の回転数から一部特定の波の振動数を演算して限定振動数領域を決定するのでベアリング94の回転数の変化の影響を受けずに異常判定を容易に行うことできる。
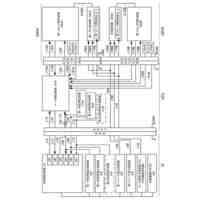
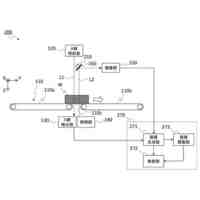
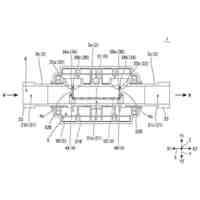
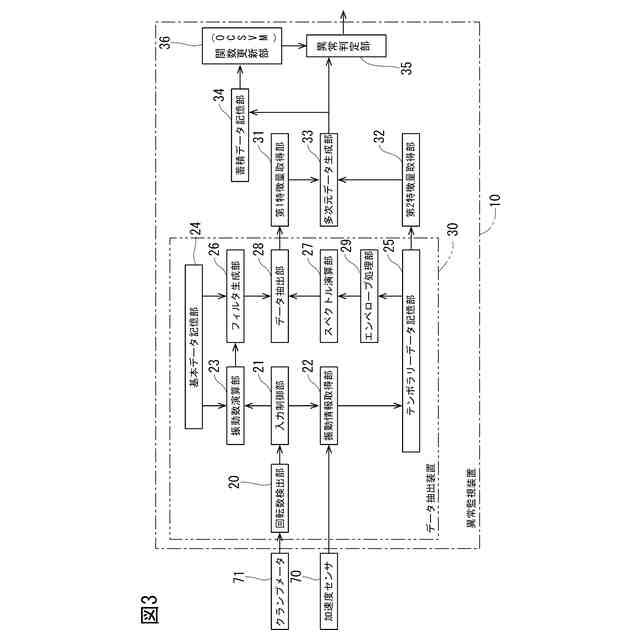
【選択図】図3
特許請求の範囲
【請求項1】
監視対象機械の回転部品の異常判定用データを抽出するデータ抽出装置であって、
前記回転部品の回転中の振動波を包絡線化処理して包絡線処理波を得るエンベロープ処理部と、
前記包絡線処理波のスペクトルであるエンベロープスペクトルを演算するスペクトル演算部と、
前記回転部品が、予め定められた基準回転数で回転したときに前記包絡線処理波に含まれる複数種類の波のうちの一部特定の波の振動数と前記基準回転数との比率を特定するための比率データを記憶する基本データ記憶部と、
前記回転部品の実際の回転数である現実回転数と前記比率データとに基づいて、前記回転部品が前記現実回転数で回転するときの前記一部特定の波の振動数を現実特別振動数として演算するように構成される振動数演算部と、
前記回転部品が前記現実回転数で回転するときの前記エンベロープスペクトルのうち前記現実特別振動数を含む限定振動数領域の前記エンベロープスペクトルを前記異常判定用データとして抽出するように構成されるデータ抽出部と、
を備えるデータ抽出装置。
続きを表示(約 640 文字)
【請求項2】
前記監視対象機械は、駆動源としてモータを備え、
前記モータの電力ライン又は制御ラインに装着されるクランプメータと、
前記クランプメータにて検出される電流の変化から前記回転部品の前記現実回転数を演算する回転数検出部と、を備える請求項1に記載のデータ抽出装置。
【請求項3】
回転部品を有する監視対象機械の出力又は入力に基づく複数の特徴量を成分として含んだ複数次元データを複数取得して、前記複数次元データが異常か否かを判定する異常判定用の関数の機械学習を済ませた異常判定部を備え、前記関数に新たな前記複数次元データを入力したときの前記関数の出力に基づいて前記監視対象機械の異常の有無を判定する異常監視装置であって、
請求項1又は2に記載のデータ抽出装置を有し、
前記複数の特徴量には、前記限定振動数領域の前記エンベロープスペクトルのピーク値が含まれる異常監視装置。
【請求項4】
前記関数は、OCSVMを用いて機械学習されたものである請求項3に記載の異常監視装置。
【請求項5】
新たに取り込む前記複数次元データで前記OCSVMを用いて前記関数を更新する関数更新部を備える請求項4に記載の異常監視装置。
【請求項6】
前記複数の特徴量には、前記回転部品の回転中の振動波の統計的分布を特定する尖度、標準偏差その他の統計値が含まれる請求項3に記載の異常監視装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、監視対象機械の回転部品の異常判定用データを抽出するデータ抽出装置、及び、そのようなデータ抽出装置を有する異常監視装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
この種の異常監視装置として、監視対象機械の回転部品の回転中の振動波のスペクトルに基づいて異常判定を行うものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2001-99757号公報(請求項1、段落[0005])
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の異常監視装置では、振動波に含まれるノイズの影響を大きく受けて、正確な異常判定を行うことが困難であった。そこで、本願では、従来より異常判定の精度を高くすることが可能な技術を開示する。
【課題を解決するための手段】
【0005】
本開示の発明の一態様は、監視対象機械の回転部品の異常判定用データを抽出するデータ抽出装置であって、前記回転部品の回転中の振動波を包絡線化処理して包絡線処理波を得るエンベロープ処理部と、前記包絡線処理波のスペクトルであるエンベロープスペクトルを演算するスペクトル演算部と、前記回転部品が、予め定められた基準回転数で回転したときに前記包絡線処理波に含まれる複数種類の波のうちの一部特定の波の振動数と前記基準回転数との比率を特定するための比率データを記憶する基本データ記憶部と、前記回転部品の実際の回転数である現実回転数と前記比率データとに基づいて、前記回転部品が前記現実回転数で回転するときの前記一部特定の波の振動数を現実特別振動数として演算するように構成される振動数演算部と、前記回転部品が前記現実回転数で回転するときの前記エンベロープスペクトルのうち前記現実特別振動数を含む限定振動数領域の前記エンベロープスペクトルを前記異常判定用データとして抽出するように構成されるデータ抽出部と、を備えるデータ抽出装置である。
【発明の効果】
【0006】
本開示のデータ抽出装置では、振動波を包絡線化処理した包絡線処理波のスペクトルであるエンベロープスペクトルを異常判定用データとして利用するので、振動波そのもののスペクトルを利用する従来のものに比べてノイズの影響を受け難く、異常判定の精度が高くなる。また、振動波のエンベロープスペクトルの全体を異常判定用データとするのではなく、包絡線処理波に含まれる複数種類の波のうちの一部特定の波の振動数を含んだ限定振動数領域のエンベロープスペクトルを異常判定用データとして抽出するので、異常判定に使用しないデータが排除され、異常判定が容易になる。しかも、回転部品の回転数の変化に伴って一部特定の波の振動数が変化しても、回転部品の回転数から一部特定の波の振動数を演算して限定振動数領域を決定するので、本開示のデータ抽出装置を利用すれば、回転部品の回転数の変化の影響を受けずに異常判定を容易に行うことできる。
【図面の簡単な説明】
【0007】
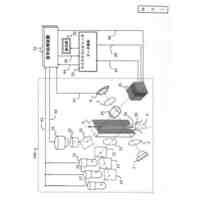
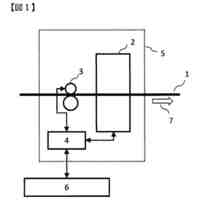
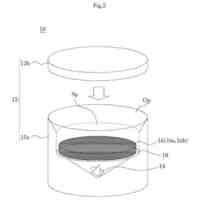
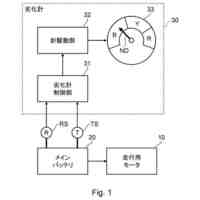
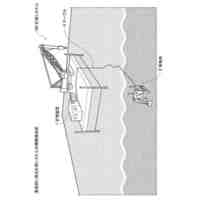
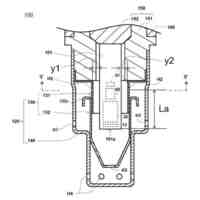
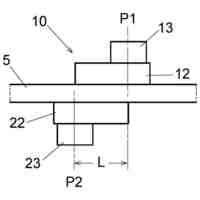
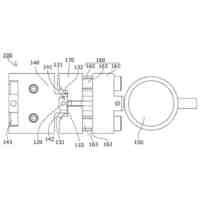
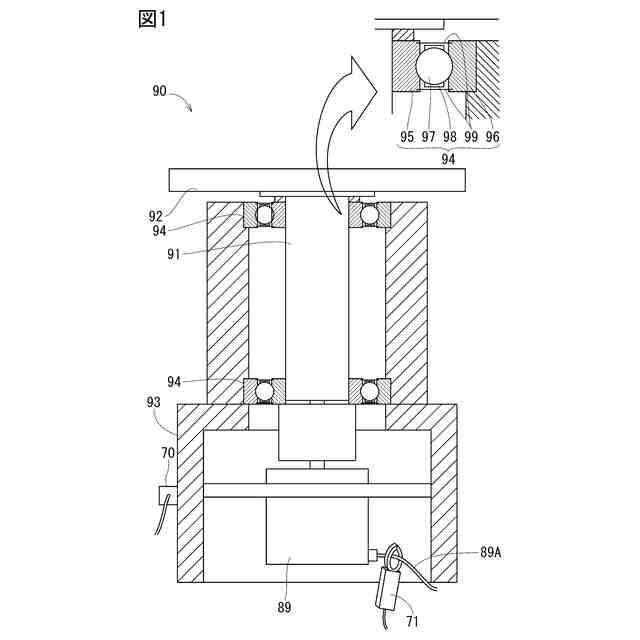
図1は、監視対象機械の概略図
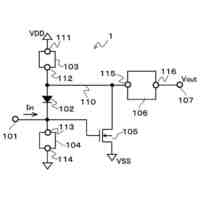
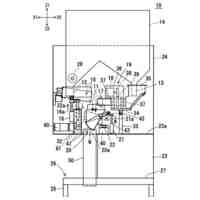
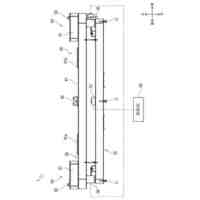
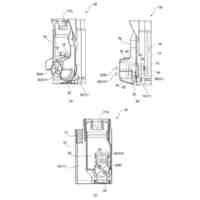
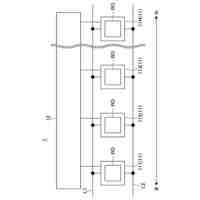
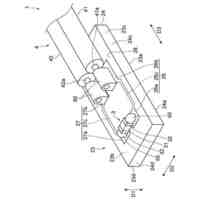
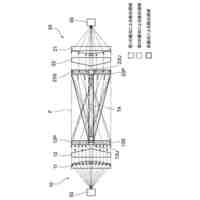
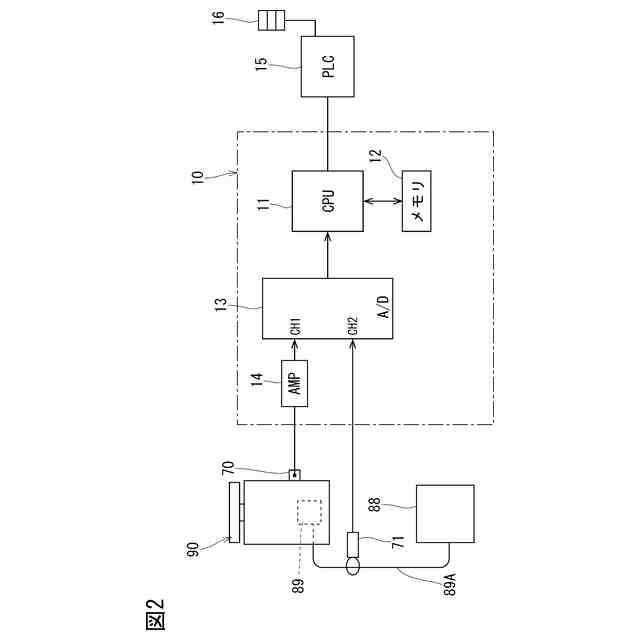
図2は、異常監視装置の構成を示す回路図
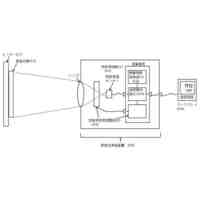
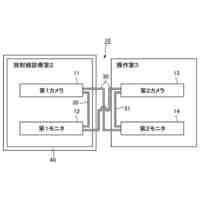
図3は、異常監視装置の構成を示すブロック図
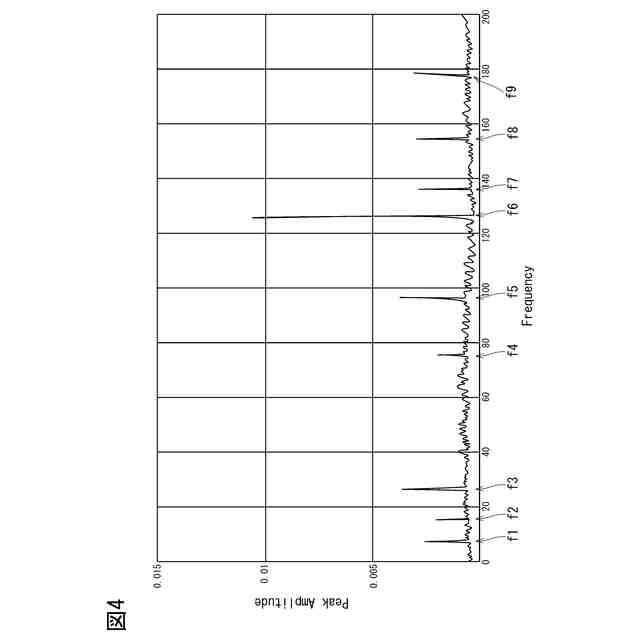
図4は、監視対象機械の振動のエンベロープスペクトルのグラフ
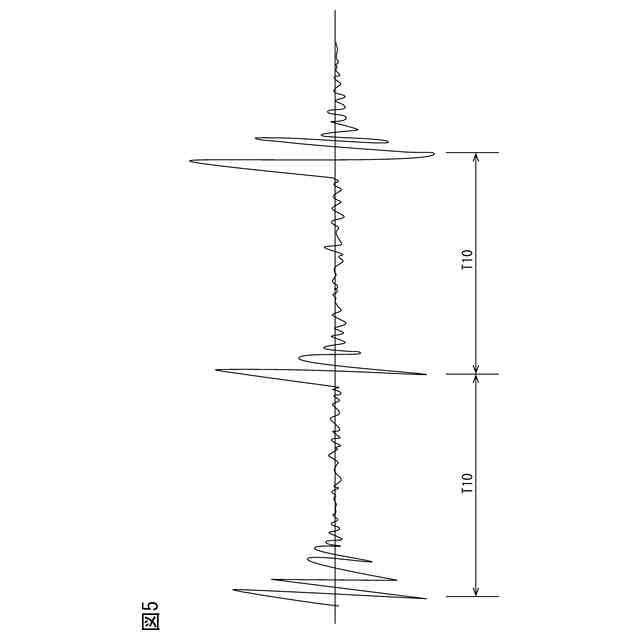
図5は、劣化衝撃波の一例を示すグラフ
【発明を実施するための形態】
【0008】
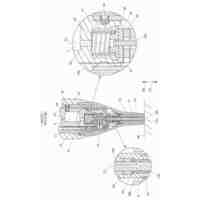
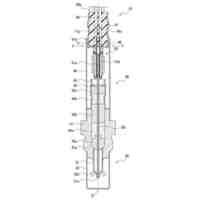
図1から図5を参照して、本開示の一実施形態に係る異常監視装置10について説明する。図1には、異常監視装置10によって監視される監視対象機械90が示されている。この監視対象機械90は、例えば、研削装置であって、上下方向に延びる回転シャフト91と、その上端部に固定された円板形の砥石92と、回転シャフト91の上下方向の2箇所を1対のベアリング94を介して回転可能に支持する支持ベース93と、監視対象機械90の駆動源であるモータ89と、モータ89を制御するコントローラ88(図2参照)とを備える。
【0009】
監視対象機械90に含まれる上述のモータ89、回転シャフト91、1対のベアリング94等の複数の回転部品は、コントローラ88に対する操作に応じた任意の回転数(回転速度)で回転する。そして、各回転部品の重心と回転中心とのズレにより、回転部品毎に固有の振動数の振動波(以下、これを適宜「偏心波」という)が発生する。また、監視対象機械90の動作中の振動波には、回転部品同士の接触部位における非円形度や面粗度等による複数種類の波(以下、これを適宜「加工歪波」という)も含まれる。さらには、監視対象機械90の動作中の振動波には、回転接触部位の劣化を原因とする波も含まれる。
【0010】
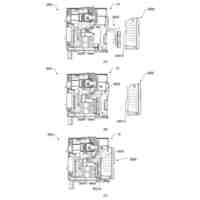
具体的には、上述した1対のベアリング94は、同じ型式の一般的なボールベアリングであり、図1に示すように、例えば、インナーリング95と、アウターリング96と、それらの周面間に配置される複数のボール97と、複数のボール97を均等な間隔に保持するホルダー98と、インナーリング95とアウターリング96との間にグリスを留めるための1対のシールリング99とから構成され、それら構成部品同士が回転接触する。そして、インナーリング95又はアウターリング96の一部に傷、打痕、剥離等の劣化部がある場合には、ボール97、ホルダー98又はシールリング99が劣化部に衝突する度に衝撃波(これを、以下、適宜「劣化衝撃波」という)が発生する。そのような劣化衝撃波は、図5に概念的に示したように、インナーリング95とアウターリング96との相対回転速度(以下、単に「ベアリング94の回転速度」という)に応じた発生周期T10の間隔で発生し、インナーリング95、ホルダー98等の一部特定の部品に固有の振動数になる。なお、正規の加工誤差による凹凸によっても、各部品に固有の振動数の衝撃波は生じるが、劣化衝突波に比べると小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
今日
個人
アクセサリー型テスター
1日前
日本精機株式会社
位置検出装置
17日前
エイブリック株式会社
電流検出回路
14日前
株式会社ミツトヨ
画像測定機
2日前
株式会社テイエルブイ
振動検出装置
今日
東レ株式会社
シート状物の検査方法
15日前
栄進化学株式会社
浸透探傷用濃縮液
7日前
株式会社チノー
放射光測温装置
14日前
ダイハツ工業株式会社
試料セル
今日
東ソー株式会社
自動分析装置及び方法
17日前
株式会社 キョーワ
食品搬送装置
14日前
日本特殊陶業株式会社
ガスセンサ
14日前
日本特殊陶業株式会社
ガスセンサ
14日前
大和製衡株式会社
計量装置
7日前
トヨタ自動車株式会社
電気自動車
1日前
大成建設株式会社
画像表示システム
10日前
株式会社熊谷組
計測システム
7日前
理研計器株式会社
ガス検出器
2日前
理研計器株式会社
ガス検出器
2日前
理研計器株式会社
ガス検出器
2日前
理研計器株式会社
ガス検出器
2日前
理研計器株式会社
ガス検出器
2日前
富士電機株式会社
エンコーダ
15日前
日本碍子株式会社
ガスセンサ
14日前
株式会社ニコン
検出装置
今日
株式会社 システムスクエア
検査装置
8日前
東洋計器株式会社
超音波式流量計
7日前
株式会社ヨコオ
シートコンタクタ
17日前
東洋計器株式会社
超音波式流量計
7日前
TDK株式会社
温度センサ
15日前
東洋計器株式会社
超音波式流量計
7日前
株式会社デンソー
試験装置
10日前
トヨタ自動車株式会社
情報処理装置
今日
東洋製罐株式会社
巻締寸法測定装置
9日前
オムロン株式会社
光電センサ
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ