TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062815
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2023172103
出願日
2023-10-03
発明の名称
巻締寸法測定装置
出願人
東洋製罐株式会社
代理人
個人
,
個人
主分類
G01B
5/02 20060101AFI20250408BHJP(測定;試験)
要約
【課題】簡単な構成で、巻締形状の個体差による傾斜角の相違があっても正確な巻締厚さを測定可能であり、かつ、同じ装置で巻締高さも測定可能な巻締寸法測定装置を提供すること。
【解決手段】
測定個所に当接可能な測定子と、測定子と対向して測定個所に当接可能な固定子と、測定個所以外の部分に当接可能な補助当接部材と、缶のさらに他の個所と当接して缶を支持可能な支持ベース部とを有し、測定子は支持ベース部に設けられた測定溝内を移動可能に配置され、補助当接部材は巻締め部の厚さ測定の際に缶が当接した状態で缶の傾動を許容する形状に形成され測定個所の両側方に当接可能な1対のガイド部と、1対のガイド部の中央で前記巻締め部の高さ測定の際に缶の頂部と当接可能な長手押さえ部とを有していること。
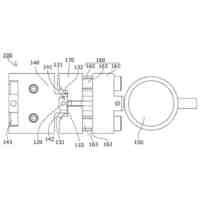
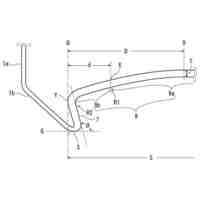
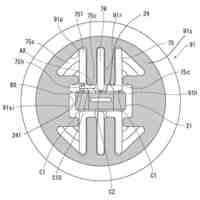
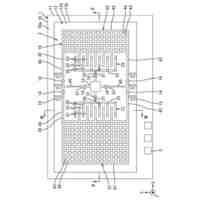
【選択図】図1
特許請求の範囲
【請求項1】
缶の巻締め部の寸法を測定する巻締寸法測定装置であって、
測定個所に当接可能な測定子と、前記測定子と対向して測定個所に当接可能な固定子と、測定個所以外の部分に当接可能な補助当接部材と、缶のさらに他の個所と当接して缶を支持可能な支持ベース部とを有し、
前記測定子は、前記支持ベース部に設けられた測定溝内を移動可能に配置され、
前記補助当接部材は、前記巻締め部の厚さ測定の際に缶が当接した状態で缶の傾動を許容する形状に形成され測定個所の両側方に当接可能な1対のガイド部と、前記1対のガイド部の中央で前記巻締め部の高さ測定の際に缶の頂部と当接可能な長手押さえ部とを有していることを特徴とする巻締寸法測定装置。
続きを表示(約 790 文字)
【請求項2】
前記補助当接部材は、測定方向に移動可能に構成され、付勢部材により前記固定子方向に付勢されることを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項3】
前記付勢部材は、前記補助当接部材を固定子方向に押すように配置された圧縮バネと、前記圧縮バネの前記補助当接部材と反対側を固定するホルダーとを有することを特徴とする請求項2に記載の巻締寸法測定装置。
【請求項4】
前記測定子の移動方向は、前記支持ベース部の支持面に対し-15°~15°に設定されていることを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項5】
前記測定溝の幅が、巻締め部の外径の10%~45%であることを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項6】
前記測定子は、移動方向に延びる柱状に形成され、先端の縁部にR0.05mm~R1.5mmの面取りを有することを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項7】
前記ガイド部は、上下方向の厚みが缶の巻締め幅の50%~300%に設定されていることを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項8】
前記固定子は、上下方向に延びる円柱状に形成され、先端の縁部にR0.05mm~R1.5mmの面取りを有することを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項9】
前記固定子の当接面は、缶を前記支持ベース部に垂直に載置した時の巻締め部の内周面となす角が15°以下となるよう設定されていることを特徴とする請求項1に記載の巻締寸法測定装置。
【請求項10】
前記固定子の当接面は、前記測定子の当接面と平行となるように構成されていることを特徴とする請求項1に記載の巻締寸法測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶の巻締め部の寸法を測定する巻締寸法測定装置に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
食品等の缶詰容器として使用する缶は、缶胴,缶蓋,缶底の各部分で形成されており、いわゆるスリーピース缶の場合は、缶胴に缶蓋と缶底を巻締めることにより構成し、また、缶胴と缶底が一体化したツーピース缶の場合は、缶胴に缶蓋を巻締めることによって構成し、缶詰の密封化を図っている。
この缶胴と缶蓋(以下、缶底を含めて「缶蓋」と呼ぶ)の巻締め部は缶胴の端縁に形成されたボデーフックと、缶蓋の外周線に形成されたカバーフックとを噛み合わせ、かつ圧着することにより形成されている。
【0003】
この巻締め部の良否は、缶に充填された内容物の品質保持に大きな影響を与えることから、缶に関する各種検査のうちでも、巻締め部の検査は最も重要なものの一つとされている。
特に、缶胴、缶蓋ともにゲージダウンが進んだ板厚の薄いアルミ製の缶にあっては、良品と不良品の違いが巻締め部の厚さの極めて僅かな相違となって現れるため精密な測定が不可欠である。
巻締め部の検査として巻締厚さを測定するものは周知であり、巻締厚さは巻締め部の傾斜(巻締め部の傾斜は、缶を垂直に置いた際の垂直方向と巻締め部の内側とがなす角を言う)に合わせて傾斜方向と直交する方向の厚さを測定することとなるため、傾斜を考慮した装置も公知である。
例えば、特許文献1で公知の巻締寸法測定装置は、水平な缶載置台と、巻締部傾斜(4°)に合わせて傾斜方向の厚さを測定する測定子を備えている。
また、特許文献2で公知の巻締寸法測定装置は、巻締め部の挟持角度を調整して巻締形状の個体差があっても正確に寸法が測定できるように構成されている。
【先行技術文献】
【特許文献】
【0004】
実公昭55-010882号公報
特開2002-255128号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で公知の巻締寸法測定装置は、缶軸と測定子の角度が一定であるため、巻締形状の個体差による傾斜角の相違があると正確な寸法が測れないという問題があった。
また、特許文献2で公知の巻締寸法測定装置は、巻締形状の個体差による傾斜角の相違には対応可能であるものの、構造が煩雑であり測定器の作製に手間とコストがかかるという問題があった。
また、アルミ缶等の場合は測定時の押付圧でも変形して測定誤差が生じることから、簡単な装置で作業者の熟練度に左右されずに正確に測定することが望まれていた。
また、公知の巻締厚さを測定する巻締寸法測定装置では、巻締高さを測定することはできず、巻締高さを測定するために他の測定装置を用いる必要があった。
本発明は、前述のような課題を解決するものであり、簡単な構成で、巻締形状の個体差による傾斜角の相違があっても正確な巻締厚さを測定可能であり、かつ、同じ装置で巻締高さも測定可能な巻締寸法測定装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る巻締寸法測定装置は、缶の巻締め部の寸法を測定する巻締寸法測定装置であって、測定個所に当接可能な測定子と、前記測定子と対向して測定個所に当接可能な固定子と、測定個所以外の部分に当接可能な補助当接部材と、缶のさらに他の個所と当接して缶を支持可能な支持ベース部とを有し、前記測定子あるいは固定子が前記支持ベース部に設けられた測定溝内を移動可能に配置され、前記補助当接部材は、前記巻締め部の厚さ測定の際に缶が当接した状態で缶の傾動を許容する形状に形成され測定個所の両側方に当接可能な1対のガイド部と、前記1対のガイド部の中央で前記巻締め部の高さ測定の際に缶の頂部と当接可能な長手押さえ部とを有していることにより、前記課題を解決するものである。
【発明の効果】
【0007】
本請求項1に係る巻締寸法測定装置によれば、測定個所以外の部分に当接可能な補助当接部材を有し、補助当接部材は缶が当接した状態で缶の傾動を許容する形状に形成され測定個所の両側方に当接可能な1対のガイド部と、前記1対のガイド部の中央で前記巻締め部の高さ測定の際に缶の頂部と当接可能な長手押さえ部とを有していることにより、1対のガイド部に対し、巻締め部の厚み方向の外周側に測定子を当接させた状態で、測定値を確認しながら缶の傾斜角を円滑に変更可能となり、測定結果の最小値を正確な巻締厚さとして測定することが可能となる。
また、1対のガイド部の中央でガイド部との接触を避けながら、長手押さえ部に巻締め部の高さ方向の先端側を当接させることで缶の姿勢を安定させ、巻締め部の高さ方向の先端側に測定子を当接させることで巻締高さを測定することが可能となる。
【0008】
本請求項2に記載の構成によれば、補助当接部材の付勢力で確実に巻締め部を固定子側に押圧することができ、缶の傾斜角を変更する際の缶の安定性が向上し、より正確に巻締め部の厚さを測定することが可能となる。
本請求項3に記載の構成によれば、補助当接部材を固定子方向に押すように配置された圧縮バネと、前記圧縮バネの前記補助当接部材と反対側を固定するホルダーとを有することにより、缶の諸元に応じた最適な押圧力を設定することが可能となり、巻締め部の変形や損傷を防ぎつつ缶の安定性を向上することが可能となる。
本請求項4に記載の構成によれば、巻締め部の傾斜角に合わせた設定とすることができる。
本請求項5に記載の構成によれば、缶を傾動させた際に端縁が溝に沈み込んでも測定子及び固定子は外側と内側の測定すべき点に当たり続け、沈み込ませることにより、缶が左右にずれにくくなり、缶の中心に向かって前後に安定して傾動させることができるため、正確に測定することが可能となる。
【0009】
本請求項6に記載の構成によれば、缶を測定位置に取り付け、取り外しする際や、外周側に測定子を当接させた状態で測定値を確認しながら缶の傾斜角を変更する際に、測定子の先端角部が缶に当接しても傷つけることなく円滑に缶を取り付け、取り外し、傾動することが可能となる。
本請求項7に記載の構成によれば、缶の傾動により測定子と巻締め部の接触位置が上下しても測定子の先端面が測定点から外れることなく、正確に最小値を求めることができる。
本請求項8に記載の構成によれば、缶を測定位置に取り付け、取り外しする際や、内周側に固定子を当接させた状態で測定値を確認しながら缶の傾斜角を変更する際に、固定子の先端角部が缶に当接しても傷つけることなく円滑に缶を取り付け、取り外し、傾動することが可能となる。
本請求項9に記載の構成によれば、巻締め部の傾斜角に合わせた設定とすることができる。
本請求項10に記載の構成によれば、各測定子の接触面が平行なので、厚みを正確に測定できる。
【図面の簡単な説明】
【0010】
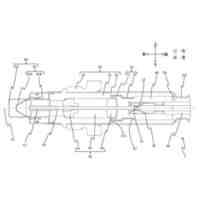
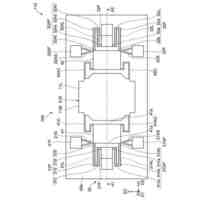
本発明の一実施形態に係る巻締寸法測定装置の平面図。
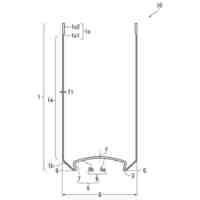
本発明の一実施形態に係る巻締寸法測定装置の側面図。
本発明の一実施形態に係る巻締寸法測定装置の正面図。
本発明の一実施形態に係る巻締寸法測定装置の断面図。
補助当接部材の斜視説明図。
巻締め部の厚さを測定する際の測定子付近の拡大断面説明図。
巻締め部の傾斜と固定子、測定子との関係の説明図。
巻締め部の高さを測定する際の測定子付近の拡大断面説明図。
ガイド部の変形例の説明図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
パウチ
15日前
東洋製罐株式会社
パウチ
15日前
東洋製罐株式会社
パウチ
15日前
東洋製罐株式会社
合成樹脂製容器
10日前
東洋製罐株式会社
巻締寸法測定装置
1か月前
東洋製罐株式会社
シームレス金属缶
1か月前
東洋製罐株式会社
オフセット印刷装置
27日前
東洋製罐株式会社
積層体及び包装容器
10日前
東洋製罐株式会社
金属容器の製造方法
7日前
東洋製罐株式会社
積層体および包装容器
10日前
東洋製罐株式会社
超軽量シームレスアルミ缶
1か月前
東洋製罐株式会社
金属容器及び金属容器の製造方法
7日前
東洋製罐株式会社
金属容器の製造方法及び金属容器
7日前
東洋製罐株式会社
パウチ用の積層フィルムおよびパウチ
29日前
東洋製罐株式会社
缶体、製品缶、及び、缶体の製造方法
1か月前
東洋製罐株式会社
アルミニウム製シームレス缶の洗浄方法及び洗浄水
20日前
東洋製罐株式会社
電子レンジ用パウチ
16日前
東洋製罐株式会社
易開封性包装袋およびその製造方法
16日前
東洋製罐株式会社
金属成形品のマーキング読取装置、金属成形品の管理システム、金属成形品のマーキング読取方法
28日前
日本碍子株式会社
ガスセンサ
14日前
個人
浸透探傷試験方法
10日前
株式会社不二越
塵埃噴射装置
9日前
トヨタ自動車株式会社
制御装置
10日前
株式会社東芝
センサ
9日前
日本特殊陶業株式会社
ガスセンサ
9日前
日本特殊陶業株式会社
ガスセンサ
8日前
個人
多段電磁加速による高力積衝撃試験機
2日前
学校法人 中央大学
管内径推定装置
今日
TDK株式会社
アレイセンサ
10日前
東洋紡株式会社
ヘムタンパク質の安定化方法
3日前
個人
簡易・迅速タンパク質検出装置および方法
10日前
栗田工業株式会社
水処理システム
13日前
TDK株式会社
温度センサ
13日前
ローム株式会社
加速度センサ
10日前
トヨタ自動車株式会社
鋳巣の強度評価方法
今日
株式会社 システムスクエア
検査選別装置
10日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ