TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069726
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179624
出願日
2023-10-18
発明の名称
金属成形品のマーキング読取装置、金属成形品の管理システム、金属成形品のマーキング読取方法
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
G06K
7/10 20060101AFI20250423BHJP(計算;計数)
要約
【課題】金属成形品に示されたマーキングの読取率を向上できるマーキング読取装置、管理システム、マーキング読取方法を提供する。
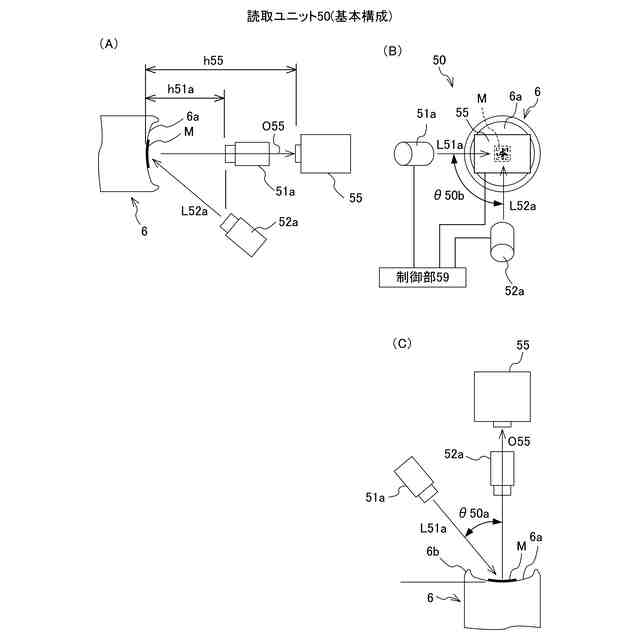
【解決手段】読取ユニット50は、缶底部6aに対して、光を照射する第1照明装置51aと、第1照明装置51aの照射タイミングに同期して、マーキングMを撮像するリーダと、缶底部6aの表面を法線方向から見た状態において、缶底部6aに対して、第1照明装置51aとは異なる方向から光を照射する第2照明装置52aと、第2照明装置52aの照射タイミングに同期して、マーキングを撮像するリーダとを備える。
【選択図】図5
特許請求の範囲
【請求項1】
金属の圧延板から製造された金属成形品の表面のマーキング形成部に示されたマーキングのマーキング読取装置であって、
前記マーキング形成部に対して、光を照射する第1照明部と、
前記第1照明部の照射タイミングに同期して、前記マーキングを撮像する第1撮像部と、
前記マーキング形成部を法線方向から見た状態で、前記マーキング形成部に対して、前記第1照明部とは異なる方向から光を照射する第2照明部と、
前記第2照明部の照射タイミングに同期して、前記マーキングを撮像する第2撮像部とを備える
ことを特徴とする金属成形品のマーキング読取装置。
続きを表示(約 2,000 文字)
【請求項2】
前記金属成形品の断面形状は、ほぼ円形である
ことを特徴とする請求項1に記載の金属成形品のマーキング読取装置。
【請求項3】
前記金属成形品は、ほぼ円筒形状である
ことを特徴とする請求項1に記載の金属成形品のマーキング読取装置。
【請求項4】
前記金属成形品は、金属成形缶であり、
前記マーキング形成部は、前記金属成形缶の缶底部である
ことを特徴とする請求項1に記載の金属成形品のマーキング読取装置。
【請求項5】
前記マーキング読取装置は、前記金属成形品が第1位置及び前記第1位置から移動した第2位置に配置された状態において、前記マーキング形成部の前記マーキングを撮像する装置であり、
前記金属成形品が前記第1位置に配置された状態において、前記第1照明部は、前記マーキング形成部に光を照射する位置に配置され、前記第1撮像部は、前記マーキングを撮像する位置に配置され、
前記金属成形品が前記第2位置に配置された状態において、前記第2照明部は、前記マーキング形成部に光を照射する位置に配置され、前記第2撮像部は、前記マーキングを撮像する位置に配置される
ことを特徴とする請求項1から4のいずれかに記載の金属成形品のマーキング読取装置。
【請求項6】
前記マーキング読取装置は、前記金属成形品が静止した状態で、前記マーキング形成部の前記マーキングを撮像する装置であり、
前記第1照明部及び前記第2照明部は、異なるタイミングで前記マーキング形成部に対して光を照射し、
前記第1撮像部及び前記第2撮像部は、1つの撮像部を兼用したものであり、
前記1つの撮像部は、前記第1照明部、前記第2照明部のそれぞれの照射タイミングで前記マーキングを撮像する
ことを特徴とする請求項1から4のいずれかに記載の金属成形品のマーキング読取装置。
【請求項7】
前記マーキング読取装置は、前記金属成形品が回転している状態、かつ、前記金属成形品が第1位置及び前記第1位置から移動した第2位置に配置された状態において、前記マーキング形成部の前記マーキングを撮像する装置であり、
前記第1位置及び前記第2位置は、離間距離が同位置と近似できる程度に小さく、
前記第1位置及び前記第2位置間における前記金属成形品の回転移動量は、十分に小さく、
前記金属成形品が前記第1位置に配置された状態において、前記第1照明部は、前記マーキング形成部に光を照射する位置に配置され、前記第1撮像部は、前記マーキングを撮像する位置に配置され、
前記金属成形品が前記第2位置に配置された状態において、前記第2照明部は、前記マーキング形成部に光を照射する位置に配置され、前記第2撮像部は、前記マーキングを撮像する位置に配置される
ことを特徴とする請求項1から4のいずれかに記載の金属成形品のマーキング読取装置。
【請求項8】
前記マーキング読取装置は、前記金属成形品が回転している状態、かつ、前記金属成形品が移動している状態において、前記マーキング形成部の前記マーキングを撮像する装置であり、
前記第1照明部は、第1波長の光を照射し、
前記第2照明部は、前記第1波長とは異なる波長である第2波長の光を、前記第1照明部と同じタイミングで照射し、
前記第1撮像部は、前記第1波長に対応した光の強度に基づいて前記マーキングを読み取り、
前記第2撮像部は、前記第2波長に対応した光の強度に基づいて前記マーキングを撮像する
ことを特徴とする請求項1から4のいずれかに記載の金属成形品のマーキング読取装置。
【請求項9】
前記マーキングは、エンコードされた情報を有し、
読取位置に配置された前記金属成形品の前記マーキング形成部を法線方向から見た状態で、前記第1照明部の照射方向及び前記第2照明部の照射方向がなす角は、前記第1撮像部が取得した撮像情報及び前記第2撮像部が取得した撮像情報のうち少なくとも1つに基づいて、マーキングをデコードできる程度である
ことを特徴とする請求項1から4のいずれかに記載の金属成形品のマーキング読取装置。
【請求項10】
読取位置に配置された前記金属成形品の前記マーキング形成部を法線方向から見た状態で、前記第1照明部の照射方向及び前記第2照明部の照射方向がなす角θは、20度<θ<160度である
ことを特徴とする請求項9に記載の金属成形品のマーキング読取装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延材から製造される金属成形品のマーキング読取装置、管理システム、マーキング読取方法に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
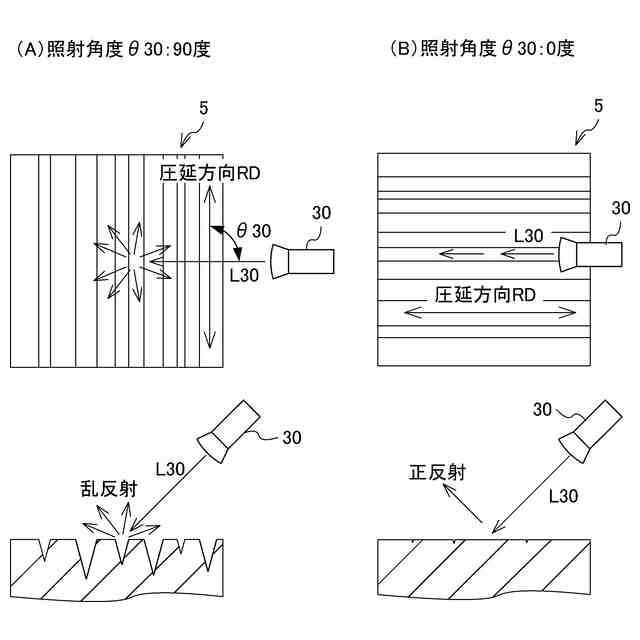
従来、金属の圧延材の表面に示されたマーキングを鮮明に撮像するために、圧延材の表面を、圧延方向に平行な方向から照明した状態で、撮像する装置があった(例えば特許文献1)。
しかし、圧延材から成形される金属成形品は、圧延方向が一定方向になるように、保管、搬送等することが極めて困難である。このため、従来の装置では、金属成形品の鮮明な撮像画像を、安定して取得できなかった。
【先行技術文献】
【特許文献】
【0003】
特開2000-123111号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、圧延材から製造される金属成形品に示されたマーキングを、鮮明に撮像できるマーキング読取装置、管理システム、マーキング読取方法を提供することである。
【課題を解決するための手段】
【0005】
本発明の一形態は、例えば、金属の圧延板から製造された金属成形品の表面のマーキング形成部に示されたマーキングのマーキング読取装置であって、前記マーキング形成部に対して、光を照射する第1照明部と、前記第1照明部の照射タイミングに同期して、前記マーキングを撮像する第1撮像部と、前記マーキング形成部を法線方向から見た状態で、前記マーキング形成部に対して、前記第1照明部とは異なる方向から光を照射する第2照明部と、前記第2照明部の照射タイミングに同期して、前記マーキングを撮像する第2撮像部とを備えることを特徴とする金属成形品のマーキング読取装置である。
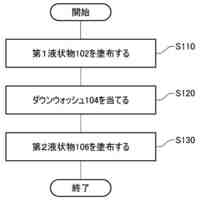
また、本発明の一形態は、例えば、金属の圧延板から製造された金属成形品の表面のマーキング形成部に示されたマーキングのマーキング読取方法であって、前記マーキング形成部に対して、光を照射する第1照明工程と、前記第1照明工程の照射タイミングに同期して、前記マーキングを撮像する第1撮像工程と、前記マーキング形成部を法線方向から見た状態で、前記マーキング形成部に対して、前記第1照明工程とは異なる方向から光を照射する第2照明工程と、前記第2照明工程の照射タイミングに同期して、前記マーキングを撮像する第2撮像工程とを備えることを特徴とする金属成形品のマーキング読取方法である。
【図面の簡単な説明】
【0006】
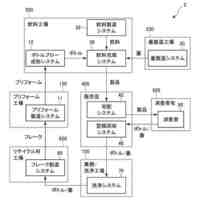
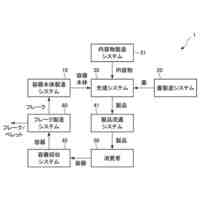
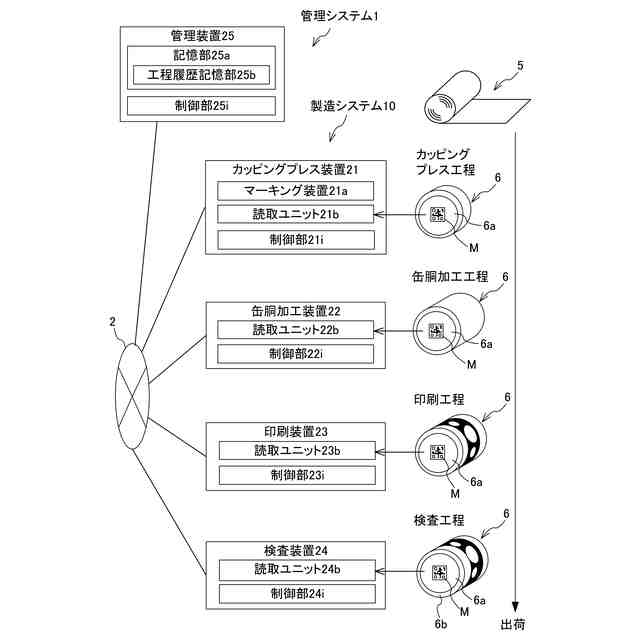
実施形態の缶6の管理システム1の構成を説明する図である。
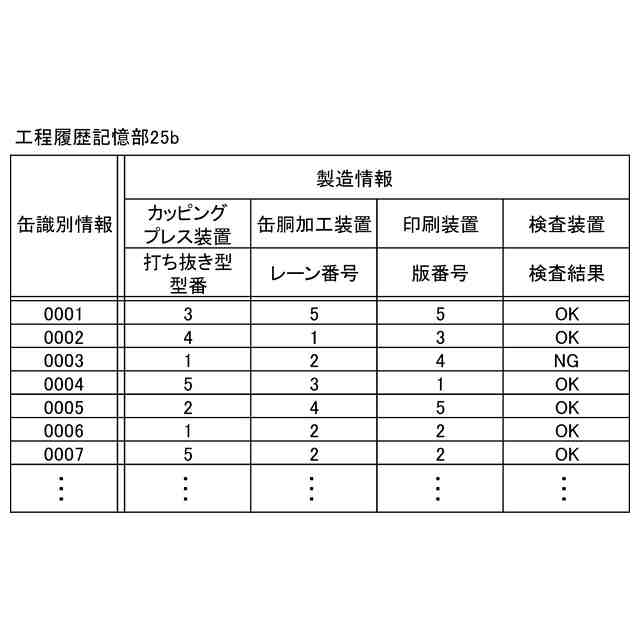
実施形態の工程履歴記憶部25bの記憶情報を説明する図である。
実施形態の照明装置30の光L30が金属の圧延材5の表面で反射する態様を説明する図である。
実施形態の缶底部6aの撮像画像が照射角度θ30に応じて変化する検証結果を説明する図である。
実施形態の読取ユニット50を説明する図である。
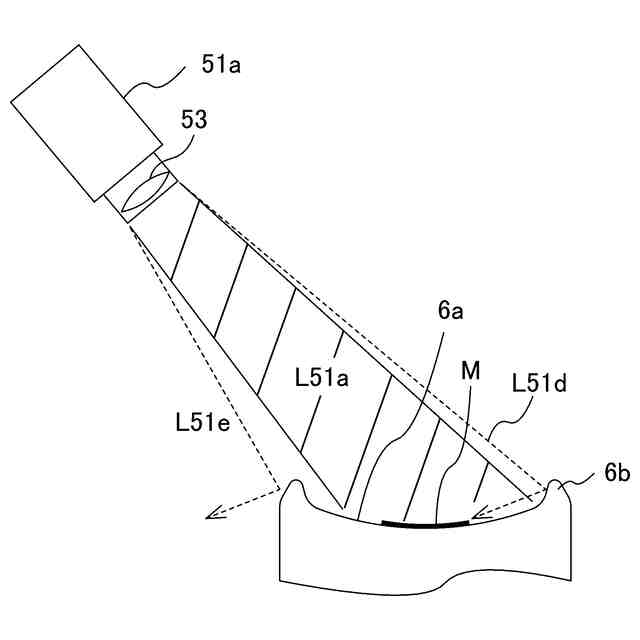
実施形態の集光レンズ53による光の集光、缶底部6aのリム6bでの光の反射を説明する図であって、図5(C)の一部を拡大した図である。
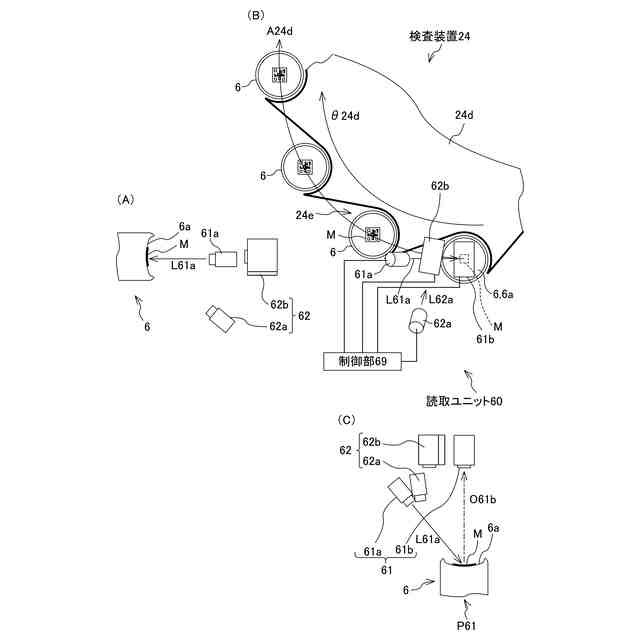
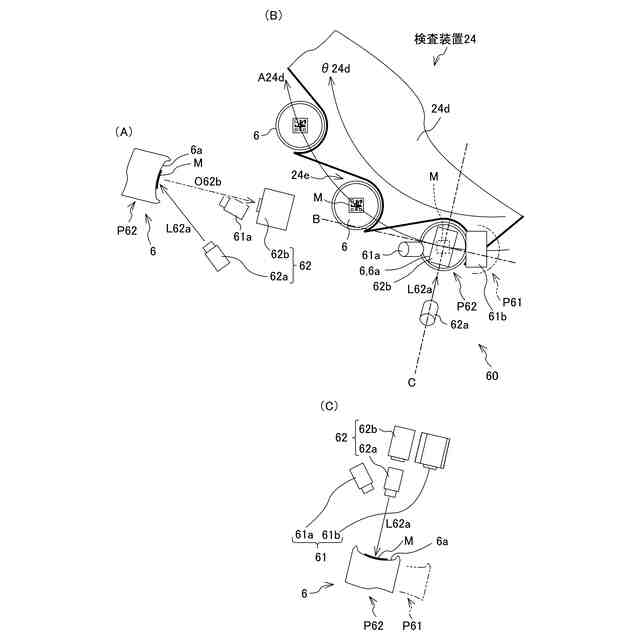
実施形態の読取ユニット60が、読取ユニット24bとして、検査装置24の搬送ホイール24dの近傍に設置された例を示す図である。
実施形態の読取ユニット60が、読取ユニット24bとして、検査装置24の搬送ホイール24dの近傍に設置された例を示す図である。
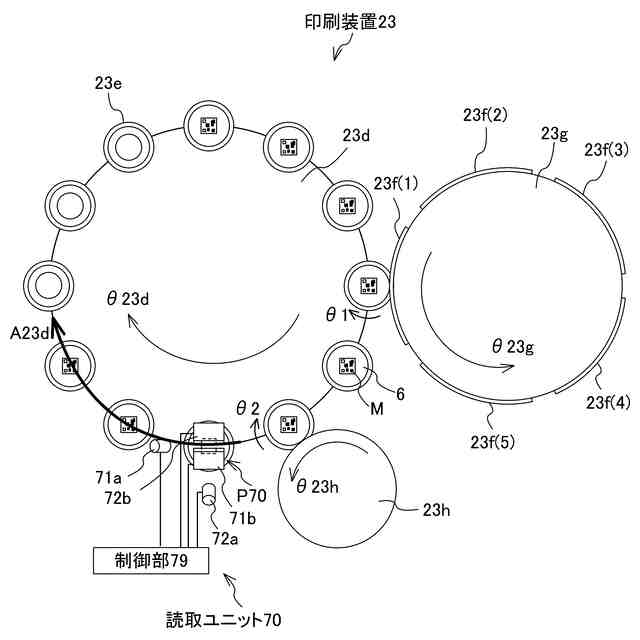
実施形態の読取ユニット70が、読取ユニット23bとして、印刷装置23のマンドレルホイール23dに取り付けられた例を示す図である。
実施形態の読取ユニット70近傍の構成を拡大して示す図である。
【発明を実施するための形態】
【0007】
(実施形態)
以下、図面等を参照して、本発明の実施形態について説明する。
図1は、実施形態の缶6の管理システム1の構成を説明する図である。
図2は、実施形態の工程履歴記憶部25bの記憶情報を説明する図である。
図1に示すように、管理システム1は、金属(アルミニウム、スチール等)の圧延材から缶6(金属成形品、金属成形缶)を製造するシステム、及び製造された缶6の工程履歴を管理するシステムである。管理システム1で製造される缶6は、空缶である。実施形態では、2ピース缶を例に説明する。
なお、実施形態では、缶6とは、完成体に限定されず、缶6に加工される中間体(例えば、カッピングプレス工程後の中間体等)を含む。
缶6は、缶底部6aにリム6bが設けられている(図5(C)等参照)。
リム6bは、缶軸方向から見た状態で、缶底部6aの周縁の円環状の範囲に設けられた突起である。リム6bは、この円環状の範囲から、缶軸方向の下側に向けて隆起している。
管理システム1は、製造システム10(缶製造システム)、管理装置25を備える。
【0008】
(製造システム10)
製造システム10は、缶6の製造工場内の製造ラインに設けられたシステムである。
製造システム10は、カッピングプレス装置21、缶胴加工装置22、印刷装置23、検査装置24を備える。
カッピングプレス装置21、缶胴加工装置22、印刷装置23及び検査装置24と、管理装置25との間は、LAN等の通信網2を介して通信可能である。なお、管理装置25が製造工場外の管理施設、クラウドコンピューティング等に設けられた構成では、通信網2は、インターネット等の回線を含んでいてもよい。
【0009】
なお、実施形態において、コンピュータとは、記憶装置、制御装置、演算装置等を備えた電子計算機を含む装置をいい、カッピングプレス装置21、缶胴加工装置22、印刷装置23、検査装置24、管理装置25、読取ユニット50,60,70は、それぞれ記憶部、制御部等を備え、コンピュータの概念に含まれる。また、各装置は、単体の電子計算機によって構成される形態に限定されず、必要に応じて複数の電子計算機から構成されていてもよい。
記憶部は、各装置の動作に必要なプログラム、情報等を記憶するためのハードディスク、半導体メモリ素子等の記憶装置である。
制御部は、各装置の動作に必要な演算処理をしたり、各装置を統括的に制御するための装置である。制御部は、例えば、CPU(中央処理装置)等から構成される。制御部は、記憶部に記憶された各種プログラムを適宜読み出して実行することにより、実施形態の各種機能を実現している。
【0010】
カッピングプレス装置21、缶胴加工装置22、印刷装置23、検査装置24は、製造ラインの上流側から下流側に向けて、この順番で配置されている。カッピングプレス装置21、缶胴加工装置22、印刷装置23、検査装置24は、それぞれ、読取ユニット21b,22b,23b,24b、制御部21i,22i,23i,24iを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
リサイクルシステム
7日前
東洋製罐株式会社
リサイクルシステム
7日前
東洋製罐株式会社
塗布方法およびプログラム
6日前
東洋製罐グループホールディングス株式会社
ポリエステル樹脂、成形体、プリフォーム、ポリエステルボトル、及びメカニカルリサイクルポリエステル樹脂
27日前
他の特許を見る


 特許ウォッチ
特許ウォッチ