TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025066294
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023175779
出願日
2023-10-11
発明の名称
熱可塑型接着フィルムを用いた接着体
出願人
株式会社アイセロ
代理人
弁理士法人お茶の水内外特許事務所
主分類
C09J
123/26 20060101AFI20250416BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】低温環境下での接着性に優れた超高分子量ポリエチレン接着体を提供すること。
【解決手段】(A)酸変性ポリエチレン、(C)ポリエチレン系エラストマーを含有する樹脂組成物からなり、
前記樹脂組成物全体に対して前記(A)を5~95重量%、前記(C)を5~95重量%含む熱可塑型接着フィルムの両面に被着物が接着されてなり、
少なくとも一方の被着物が、超高分子量ポリエチレンである接着体。
【選択図】なし
特許請求の範囲
【請求項1】
(A)酸変性ポリエチレン、(C)ポリエチレン系エラストマーを含有する樹脂組成物からなり、
前記樹脂組成物全体に対して前記(A)を5~95重量%、前記(C)を5~95重量%含む熱可塑型接着フィルムの両面に被着物が接着されてなり、
少なくとも一方の被着物が、超高分子量ポリエチレンであることを特徴とする接着体。
続きを表示(約 1,800 文字)
【請求項2】
前記熱可塑型接着フィルムが、(B)直鎖状低密度ポリエチレンを含み、
前記樹脂組成物全体に対して前記(B)を40重量%以下含むことを特徴とする請求項1に記載の接着体。
【請求項3】
前記熱可塑型接着フィルムの引張弾性率が50MPa以上950MPa以下であり、
フィルム厚さが10μm以上500μm以下であることを特徴とする請求項1または2に記載の接着体。
【請求項4】
下記方法により測定される-30℃衝撃強さが、2J以上であることを特徴とする請求項1または2に記載の接着体。
(-30℃衝撃強さの測定方法)
JIS K6854-3を参考に、アルミ板(0.5mm厚×12.5mm幅×130mm長さ)と超高分子量ポリエチレン板(0.5mm厚×12.5mm幅×130mm長さ)間に熱可塑型接着フィルム(0.08mm厚×12.5mm幅×10mm長さ)を重ね、長さ10mmで配置して3層構造とし、アルミ板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.5MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の、接着されていないそれぞれの端部を90度に曲げ、T字型にし、接着部分がフィルムインパクトテスター(テスター産業製TM-701-200)の試験片クランプ部の中心にくるようにそれぞれの端部を固定し、-30℃環境下で5分静置した。その後、先端1/2インチ球の振り子を用いて自由落下にて接着面付近の超高分子量ポリエチレン面に衝撃を加え、接着箇所が破壊、又は接着箇所にて界面はく離したときの強度を測定し、-30℃衝撃強さ(J)を得た。
【請求項5】
下記方法により測定されるはく離接着強さが、40N/25mm以上であることを特徴とする請求項1または2に記載の接着体。
(はく離接着強さの測定方法)
JIS K6854-3を参考に、アルミ板(0.5mm厚×25mm幅×130mm長さ)と超高分子量ポリエチレン板(0.5mm厚×25mm幅×130mm長さ)間に熱可塑型接着フィルム(0.08mm厚×25mm幅×100mm長さ)を重ね、長さ100mmで配置して3層構造とし、アルミ板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.6MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の、接着されていないそれぞれの端部を90度に曲げ、T字型にし、その端部から20mmの部分までジグで掴んだ。下側の被着物を固定し、上側の被着物を掴んだジグを引張速度100mm/分で上方に引っ張った。接着箇所が破壊、又は接着箇所にて界面はく離したときの強度をオートグラフ(島津製作所製AGS-X)にて測定し、はく離接着強さ(N/25mm)を得た。
【請求項6】
下記方法により測定される引張せん断接着強さが、5MPa以上であることを特徴とする請求項1または2に記載の接着体。
(引張せん断接着強さの測定方法)
JIS K6850を参考に、鉄板(0.8mm厚×20mm幅×75mm長さ)と超高分子量ポリエチレン板(5mm厚×20mm幅×75mm長さ)間に熱可塑型接着フィルム(0.08mm厚×20mm幅×10mm長さ)を重ね、長さ10mmで配置して3層構造とし、これを鉄板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.5MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の接着されていないそれぞれの端部を、その端部から50mmの部分までジグで掴んだ。下側の被着物を固定し、上側の被着物を掴んだジグを引張速度100mm/分で上方に引っ張った。接着箇所が破壊、又は接着箇所にて界面はく離したときの強度をオートグラフ(島津製作所製AGS-X)にて測定し、これを接着面積で除して引張せん断接着強さ(MPa)を得た。
【請求項7】
他方の被着物が金属であることを特徴とする請求項1または2に記載の接着体。
発明の詳細な説明
【技術分野】
【0001】
本発明は熱可塑型接着フィルムを用いた接着体に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
超高分子量ポリエチレンは、滑り性、耐摩耗性、耐衝撃性、耐低温性等に優れ、摺動部品等に使用されているが、難接着素材であるために接着剤を用いた固定は難しい。
超高分子量ポリエチレンを接着する方法として、化学的な方法が提案されており、例えば、特許文献1には、超高分子量ポリエチレンの表面にアクリル酸、メタクリル酸及びジアルキルアミノアルキル(メタ)アクリレートから選ばれるモノマーを光グラフト重合させて表面を改質した後、ビニル系接着剤で接着する超高分子量ポリエチレンの接着方法が提案されている。
また、超高分子量ポリエチレンを固定する方法として、特許文献2には、超高分子量ポリエチレンからなる第1のシートと、厚さ方向に貫通する複数の貫通部が形成された芯材と、超高分子量ポリエチレンに溶着可能な合成樹脂から形成された第2のシートとを重ね、貫通部を介して第1と第2のシートを溶着することにより、芯材と一体化する方法が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-153945号公報
特開2015-047723号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1等に記載の化学的方法は、化学的処理が可能な事業者等が限られ、また、使用する接着剤も限定されており、広く様々な用途に適用することは困難である。
特許文献2に記載の方法は、芯材と超高分子量ポリエチレンとは一体化しているものの表裏で挟まれている状態であり、例えば厚さのある芯材には適用困難であった。また、得られた積層体は、その表裏両面がポリエチレンで覆われ接着が困難であるため、芯材に取り付け孔を設けてボルト等で固定する必要があった(特許文献2の0015、図3等参照)。しかし、超高分子量ポリエチレンは、金属等と比較して剛性が低く線膨張係数が大きいために、寸法変化やボルト固定時の歪み等により芯材や被固定部材との隙間が発生しやすく、これらが金属の場合には隙間腐食が発生するという課題があった。
【0005】
この隙間腐食は、ホットメルト接着剤を用いて接着することにより防止することが可能であるが、ホットメルト接着剤は耐久性に課題があり、特に低温下での接着性が低いために過酷な環境下で使用されることの多い超高分子量ポリエチレン部材の接着に用いることはできなかった。
本発明は、低温環境下での接着性に優れた超高分子量ポリエチレン接着体を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の課題を解決するための手段は以下の通りである。
1.(A)酸変性ポリエチレン、(C)ポリエチレン系エラストマーを含有する樹脂組成物からなり、
前記樹脂組成物全体に対して前記(A)を5~95重量%、前記(C)を5~95重量%含む熱可塑型接着フィルムの両面に被着物が接着されてなり、
少なくとも一方の被着物が、超高分子量ポリエチレンであることを特徴とする接着体。
2.前記熱可塑型接着フィルムが、(B)直鎖状低密度ポリエチレンを含み、
前記樹脂組成物全体に対して前記(B)を40重量%以下含むことを特徴とする1.に記載の接着体。
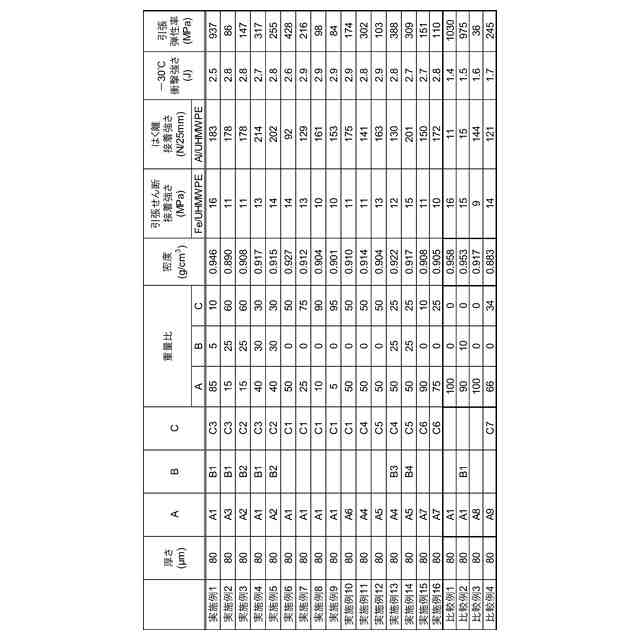
3.前記熱可塑型接着フィルムの引張弾性率が50MPa以上950MPa以下であり、
フィルム厚さが10μm以上500μm以下であることを特徴とする1.または2.に記載の接着体。
4.下記方法により測定される-30℃衝撃強さが、2J以上であることを特徴とする1.~3.のいずれかに記載の接着体。
(-30℃衝撃強さの測定方法)
JIS K6854-3を参考に、アルミ板(0.5mm厚×12.5mm幅×130mm長さ)と超高分子量ポリエチレン板(0.5mm厚×12.5mm幅×130mm長さ)間に熱可塑型接着フィルム(0.08mm厚×12.5mm幅×10mm長さ)を重ね、長さ10mmで配置して3層構造とし、アルミ板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.5MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の、接着されていないそれぞれの端部を90度に曲げ、T字型にし、接着部分がフィルムインパクトテスター(テスター産業製TM-701-200)の試験片クランプ部の中心にくるようにそれぞれの端部を固定し、-30℃環境下で5分静置した。その後、先端1/2インチ球の振り子を用いて自由落下にて接着面付近の超高分子量ポリエチレン面に衝撃を加え、接着箇所が破壊、又は接着箇所にて界面はく離したときの強度を測定し、-30℃衝撃強さ(J)を得た。
5.下記方法により測定されるはく離接着強さが、40N/25mm以上であることを特徴とする1.~4.のいずれかに記載の接着体。
(はく離接着強さの測定方法)
JIS K6854-3を参考に、アルミ板(0.5mm厚×25mm幅×130mm長さ)と超高分子量ポリエチレン板(0.5mm厚×25mm幅×130mm長さ)間に熱可塑型接着フィルム(0.08mm厚×25mm幅×100mm長さ)を重ね、長さ100mmで配置して3層構造とし、アルミ板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.6MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の、接着されていないそれぞれの端部を90度に曲げ、T字型にし、その端部から20mmの部分までジグで掴んだ。下側の被着物を固定し、上側の被着物を掴んだジグを引張速度100mm/分で上方に引っ張った。接着箇所が破壊、又は接着箇所にて界面はく離したときの強度をオートグラフ(島津製作所製AGS-X)にて測定し、はく離接着強さ(N/25mm)を得た。
6.下記方法により測定される引張せん断接着強さが、5MPa以上であることを特徴とする1.~5.のいずれかに記載の接着体。
(引張せん断接着強さの測定方法)
JIS K6850を参考に、鉄板(0.8mm厚×20mm幅×75mm長さ)と超高分子量ポリエチレン板(5mm厚×20mm幅×75mm長さ)間に熱可塑型接着フィルム(0.08mm厚×20mm幅×10mm長さ)を重ね、長さ10mmで配置して3層構造とし、これを鉄板側180℃、超高分子量ポリエチレン側70℃にセットした熱板プレス機(新東工業社製CYPT-50)を使用し0.5MPa、60秒の条件にて熱加圧接着し、接着サンプルを得た。
上側の被着物と下側の被着物の接着されていないそれぞれの端部を、その端部から50mmの部分までジグで掴んだ。下側の被着物を固定し、上側の被着物を掴んだジグを引張速度100mm/分で上方に引っ張った。接着箇所が破壊、又は接着箇所にて界面はく離したときの強度をオートグラフ(島津製作所製AGS-X)にて測定し、これを接着面積で除して引張せん断接着強さ(MPa)を得た。
7.他方の被着物が金属であることを特徴とする1.~6.のいずれかに記載の接着体。
【発明の効果】
【0007】
本発明の接着体は、低温でも接着強度に優れており、低温環境下に晒される可能性のある用途にも使用することができる。本発明の接着体は、難接着部材である超高分子量ポリエチレン(UHMWPE)を一方の被着物としており、今まで用いることができなかった用途にもUHMWPEの適用を広げることができる。
本発明の接着体に用いる熱可塑型接着フィルムは、(C)エラストマー成分を含むため低温環境下において柔軟性を維持することができ、歪を緩和することができ、被着物の熱膨張係数等の値に大きな差があったとしても、接着後に反りや剥がれが起こりにくいため、UHMWPEと金属とを接着することができる。また、この熱可塑型接着フィルムは、フィルム自体が柔軟であるため、接着後の被着物の形状に追従することができ、接着後の変形や剥がれを防止することができる。
【発明を実施するための形態】
【0008】
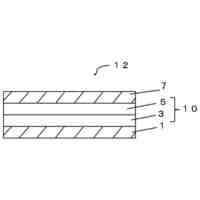
・接着体
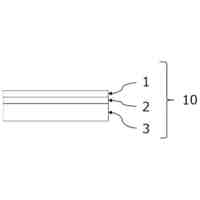
本発明の接着体は、(A)酸変性ポリエチレン、(C)ポリエチレン系エラストマーを含有する樹脂組成物からなり、
この樹脂組成物全体に対して(A)を5~95重量%、(C)を5~95重量%含む熱可塑型接着フィルムの両面に被着物が接着されてなり、
少なくとも一方の被着物が、超高分子量ポリエチレンである。
なお、本明細書において、「a~b」(a、bは数値)との記載は、a以上b以下の数値範囲を意味する。
【0009】
・熱可塑型接着フィルム
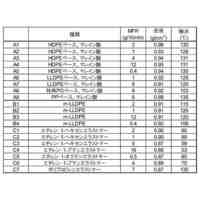
本発明で使用する熱可塑型接着フィルム(樹脂組成物)は、(A)酸変性ポリエチレン、(C)ポリエチレン系エラストマーを含有する樹脂組成物からなり、
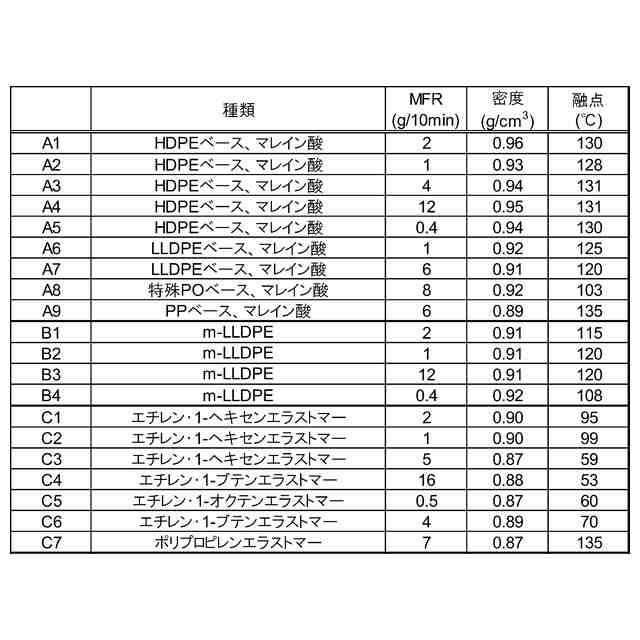
この樹脂組成物全体に対して(A)を5~95重量%、(C)を5~95重量%含む。また、任意成分として(B)直鎖状低密度ポリエチレンを含むことができる。さらに、本発明の樹脂組成物は、(A)~(C)成分以外の他の成分を含んでもよい。
【0010】
(A)酸変性ポリエチレン
酸変性ポリエチレンは、不飽和カルボン酸や不飽和カルボン酸誘導体がグラフトされて酸変性されたポリエチレン樹脂である。酸変性ポリエチレンを含有することにより、被着物への接着力を発揮する。一方、熱可塑型接着フィルムは、密度が高くなりすぎると低温環境下において硬くなりすぎてしまい、また、熱可塑型接着フィルムの密度が低すぎると、接着層が柔らかくなることで接着強さが低下する、又は耐ブロッキング性が低下するおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイセロ
防錆フィルム及びその製造方法
3日前
株式会社アイセロ
熱可塑型接着フィルムを用いた接着体
4日前
個人
消火塗料
12日前
個人
粘着テープ
5日前
ベック株式会社
被覆材
10日前
ぺんてる株式会社
固形描画材
3日前
日榮新化株式会社
粘着テープ
1か月前
アイカ工業株式会社
パテ組成物
3日前
三商株式会社
屋外用塗料組成物
13日前
アイカ工業株式会社
塗材仕上げ工法
1か月前
東ソー株式会社
ホットメルト接着剤
1か月前
日榮新化株式会社
掲示パネルセット
1か月前
日本特殊塗料株式会社
塗り床材組成物
1か月前
コニシ株式会社
プライマー組成物
17日前
アイカ工業株式会社
光硬化型圧着組成物
26日前
デンカ株式会社
蛍光体
1か月前
株式会社大阪ソーダ
撥水撥油性表面処理剤
24日前
デンカ株式会社
蛍光体
1か月前
デンカ株式会社
蛍光体粉末
13日前
アイカ工業株式会社
バランスウエイト用組成物
24日前
大日本印刷株式会社
塗工液及び容器
23日前
TOTO株式会社
設備
1か月前
TOTO株式会社
部材
24日前
エスケー化研株式会社
吸熱性組成物及び吸熱ボード
1か月前
ダイキン工業株式会社
表面処理剤
18日前
artience株式会社
コーティング剤及び包装材
19日前
デンカ株式会社
サイアロン蛍光体粉末の製造方法
1か月前
大日精化工業株式会社
顔料分散剤及び顔料分散液
24日前
三洋化成工業株式会社
2液硬化型ウレタン粘着剤用主剤
1か月前
三菱製紙株式会社
接着剤
17日前
宸寰科技有限公司
熱伝導性難燃材料
18日前
artience株式会社
活性エネルギー線硬化型組成物
1か月前
日本製紙株式会社
減粘剤
3日前
デンカ株式会社
蛍光体粉末、複合体および発光装置
3日前
デンカ株式会社
蛍光体粉末、複合体および発光装置
17日前
強化土エンジニヤリング株式会社
地盤注入工法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ