TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037680
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144762
出願日
2023-09-06
発明の名称
塗材仕上げ工法
出願人
アイカ工業株式会社
代理人
主分類
C09D
5/02 20060101AFI20250311BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】錆が生じた状態の赤錆調や緑青調、及び経年変化した青銅、黒皮鉄、赤銅、真鍮等の金属調を付与する塗材仕上げ工法を提供する。
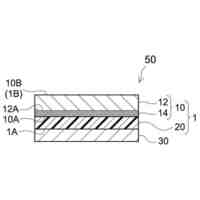
【解決手段】水系塗材組成物を鏝ビビリ波が連続して形成されるように塗付して乾燥させ、次に砂壁状塗料組成物をローラー刷毛にて配り塗りした後、鏝ビビリ波の進行方向に対して略直角方向にシゴキ塗りして乾燥させ、研磨手段にて塗材表面を研磨し、光輝顔料を含み色調が異なる水系上塗り組成物を塗付し、スポンジローラーにて塗付された水系上塗り組成物を平滑にした後乾燥させ、樹脂のガラス転移温度が10~50℃のシリコーン・アクリル共重合体樹脂エマルジョンと、成膜助剤と、を含む主剤と、シランカップリング剤を含む硬化剤とから成るトップコート組成物を塗付して仕上げることを特徴とする塗材仕上げ工法である。
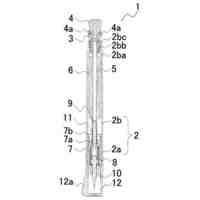
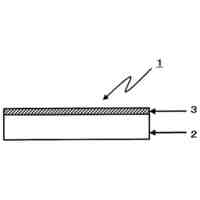
【選択図】図1
特許請求の範囲
【請求項1】
下地に必要によりシーラーを塗付して乾燥させ、
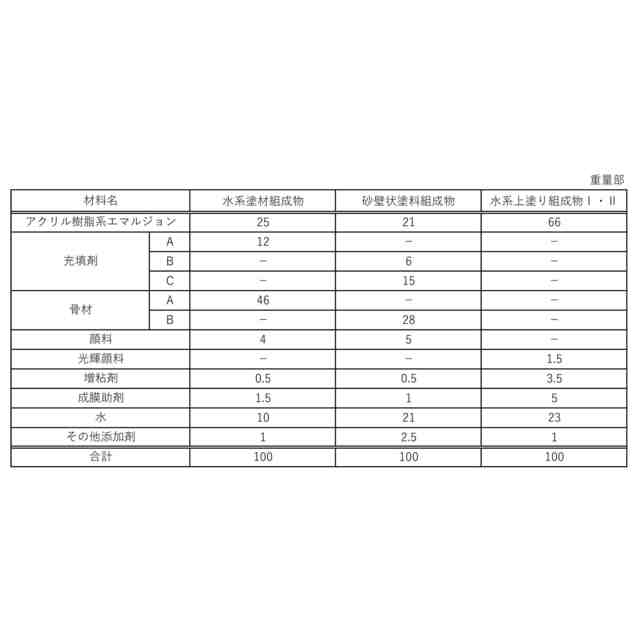
この上に、アクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、を含み、充填材と骨材の重量比が充填材:骨材=1:2.8~15.0である水系塗材組成物を、
厚み0.3~0.7mmのステンレスから成る金鏝にて、塗付量0.6~1.0kg/m
2
、且つ、塗膜断面視にて波間隔が70~500mmの鏝波が連続して形成されるように塗付して乾燥させ、
この上に前記水系塗材組成物を、前記金鏝にて塗付量0.6~1.0kg/m
2
、且つ、塗膜断面視にて波間隔が1~10mmの鏝ビビリ波が連続して形成されるように塗付して乾燥させ、
この上に、アクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、を含み、充填材と骨材の重量比が充填材:骨材=1:1.3~2.7であって上記水系塗材組成物と略同色の砂壁状塗料組成物を、
ローラー刷毛にて塗付量0.2~0.4kg/m
2
で配り塗りした後、厚み0.3~0.7mmのステンレスから成る金鏝又はヘラにて、前記鏝ビビリ波の進行方向に対して略直角方向にシゴキ塗りして乾燥させ、
研磨材の粒度がP60~P150の研磨手段にて塗材表面を研磨し、
この上に、アクリル樹脂系エマルジョンと、光輝顔料と、増粘剤と、成膜助剤と、を含み、水系塗材組成物及び砂壁状塗料組成物の色調と異なる色調の水系上塗り組成物Iを、
ローラーの表面が天然海綿から成るローラー刷毛にて、塗付量0.01~0.04kg/m
2
で塗付し、塗材表面全体にスポンジローラーを転動させた後乾燥させ、
この上に、該水系上塗り組成物Iに配合した光輝顔料と色調が異なる光輝顔料と、アクリル樹脂系エマルジョンと、増粘剤と、成膜助剤と、を含む水系上塗り組成物IIを、
ローラーの表面が天然海綿から成るローラー刷毛にて、塗付量0.01~0.04kg/m
2
で塗付し、塗材表面全体にスポンジローラーを転動させた後乾燥させ、
この上に、樹脂のガラス転移温度が10~50℃のシリコーン・アクリル共重合体樹脂エマルジョンと、成膜助剤と、を含む主剤と、シランカップリング剤を含む硬化剤とから成るトップコート組成物を塗付して仕上げることを特徴とする塗材仕上げ工法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、錆が生じた状態の赤錆調や緑青調、及び経年変化した青銅、黒皮鉄、赤銅、真鍮等の金属調を付与する塗材仕上げ工法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、出願人は特許文献1において、建物の外壁を、外観上、経年劣化した金属で仕上げられたような壁に仕上げることが出来る塗装仕上げ工法として、下地に必要によりシーラーを塗付して乾燥させ、この上に、アクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、から成り、充填材と骨材の重量比が充填材:骨材=1:2.8~15.0である水系塗材組成物を、厚み0.3mm~0.7mmのステンレスから成る金鏝にて、1m
2
当り0.6kg~1.0kgの塗付量で、且つ、塗膜断面視にて波間隔が70~500mmの鏝波が連続して形成されるように塗付して乾燥させ、この上に前記水系塗材組成物を、前記金鏝にて1m
2
当り0.6kg~1.0kgの塗付量で、且つ、塗膜断面視にて波間隔が1~10mmの鏝ビビリ波が連続して形成されるように塗付して乾燥させ、この上にアクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、から成り、充填材と骨材の重量比が充填材:骨材=1:1.3~2.7であって上記水系塗材組成物と略同色の砂壁状塗料組成物を、1m
2
当り0.2kg~0.4kgの塗付量でローラー刷毛を使用して配り塗りした後、厚み0.3mm~0.7mmのステンレスから成る金鏝又はヘラにて、前記鏝ビビリ波の進行方向に対して略直角方向にシゴキ塗りして乾燥させ、研磨材の粒度がP60~P150の研磨手段にて塗材表面を研磨し、この上に、アクリル樹脂系エマルジョンと、光輝顔料と、増粘剤と、成膜助剤と、から成り、水系塗材組成物及び砂壁状塗料組成物の色調と異なる色調の水系上塗り組成物Iを、1m
2
当り0.01kg~0.04kgの塗付量で、ローラーの表面が天然海綿から成るローラー刷毛を使用して塗付して乾燥させ、さらに該水系上塗り組成物Iに配合した光輝顔料と色調が異なる光輝顔料と、アクリル樹脂系エマルジョンと、増粘剤と、成膜助剤と、から成る水系上塗り組成物IIを、1m
2
当り0.01kg~0.04kgの塗付量で、ローラーの表面が天然海綿から成るローラー刷毛を使用して塗付して仕上げることを特徴とする塗材仕上げ工法を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2022-015015号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1記載の塗材仕上げ工法により仕上げた塗膜表面には小さな凹凸が存在しており、テーブルや棚等の家具の天板に施工した際には、置いた物が安定しない場合やザラザラした触感に不快感を覚える場合がある、という課題があった。また、塗膜表面の引っかき硬度が不足する場合がある、という課題があった。
【0005】
そこで本発明が解決しようとする課題は、錆が生じた状態の赤錆調や緑青調、及び経年変化した青銅、黒皮鉄、赤銅、真鍮等の金属調を付与でき、塗膜表面が平滑であり十分な引っかき硬度を有する塗材仕上げ工法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するため、請求項1記載の発明は、下地に必要によりシーラーを塗付して乾燥させ、
この上に、アクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、を含み、充填材と骨材の重量比が充填材:骨材=1:2.8~15.0である水系塗材組成物を、
厚み0.3~0.7mmのステンレスから成る金鏝にて、塗付量0.6~1.0kg/m
2
、且つ、塗膜断面視にて波間隔が70~500mmの鏝波が連続して形成されるように塗付して乾燥させ、
この上に前記水系塗材組成物を、前記金鏝にて塗付量0.6~1.0kg/m
2
、且つ、塗膜断面視にて波間隔が1~10mmの鏝ビビリ波が連続して形成されるように塗付して乾燥させ、
この上に、アクリル樹脂系エマルジョンと、充填材と、骨材と、顔料と、増粘剤と、成膜助剤と、を含み、充填材と骨材の重量比が充填材:骨材=1:1.3~2.7であって上記水系塗材組成物と略同色の砂壁状塗料組成物を、
ローラー刷毛にて塗付量0.2~0.4kg/m
2
で配り塗りした後、厚み0.3~0.7mmのステンレスから成る金鏝又はヘラにて、前記鏝ビビリ波の進行方向に対して略直角方向にシゴキ塗りして乾燥させ、
研磨材の粒度がP60~P150の研磨手段にて塗材表面を研磨し、
この上に、アクリル樹脂系エマルジョンと、光輝顔料と、増粘剤と、成膜助剤と、を含み、水系塗材組成物及び砂壁状塗料組成物の色調と異なる色調の水系上塗り組成物Iを、
ローラーの表面が天然海綿から成るローラー刷毛にて、塗付量0.01~0.04kg/m
2
で塗付し、塗材表面全体にスポンジローラーを転動させた後乾燥させ、
この上に、該水系上塗り組成物Iに配合した光輝顔料と色調が異なる光輝顔料と、アクリル樹脂系エマルジョンと、増粘剤と、成膜助剤と、を含む水系上塗り組成物IIを、
ローラーの表面が天然海綿から成るローラー刷毛にて、塗付量0.01~0.04kg/m
2
で塗付し、塗材表面全体にスポンジローラーを転動させた後乾燥させ、
この上に、樹脂のガラス転移温度が10~50℃のシリコーン・アクリル共重合体樹脂エマルジョンと、成膜助剤と、を含む主剤と、シランカップリング剤を含む硬化剤とから成るトップコート組成物を塗付して仕上げることを特徴とする塗材仕上げ工法を提供する。
【発明の効果】
【0007】
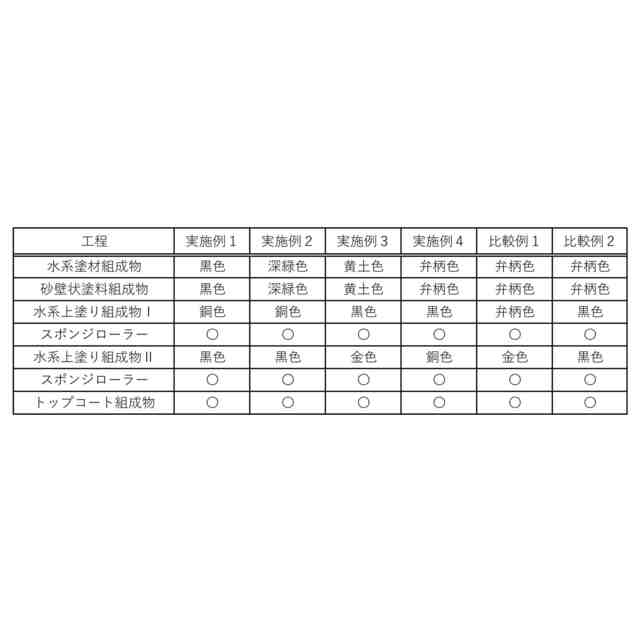
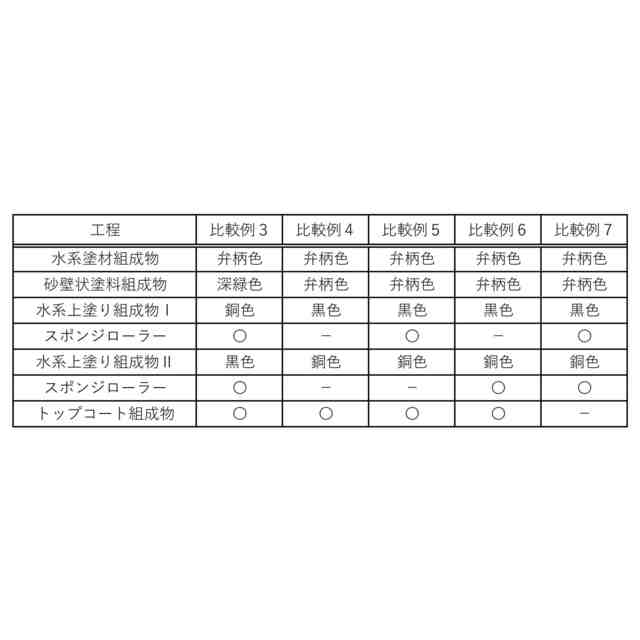
本発明の塗材仕上げ工法は、塗膜の表面の意匠が肉眼視においてあたかも金属が長い時間を経て、部分的に鉄錆や銅錆が生じた状態の赤錆調、緑青調等の塗材表面や、経年変化した青銅、黒皮鉄、赤銅、真鍮等の金属で仕上げられたような状態とすることができる、という効果がある。
【0008】
また、本発明の塗材仕上げ工法で形成した塗膜表面は平滑であるため、建物の外壁面や内壁面だけでなく、テーブルや棚等の家具の天板にも施工することができる、という効果がある。
【0009】
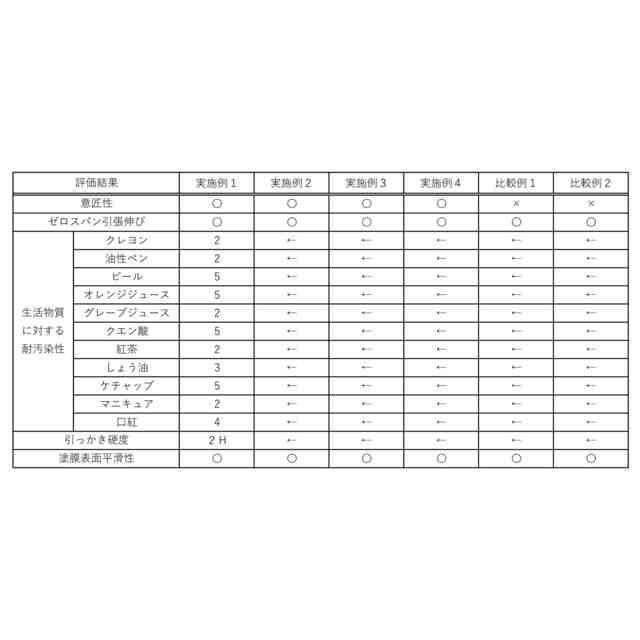
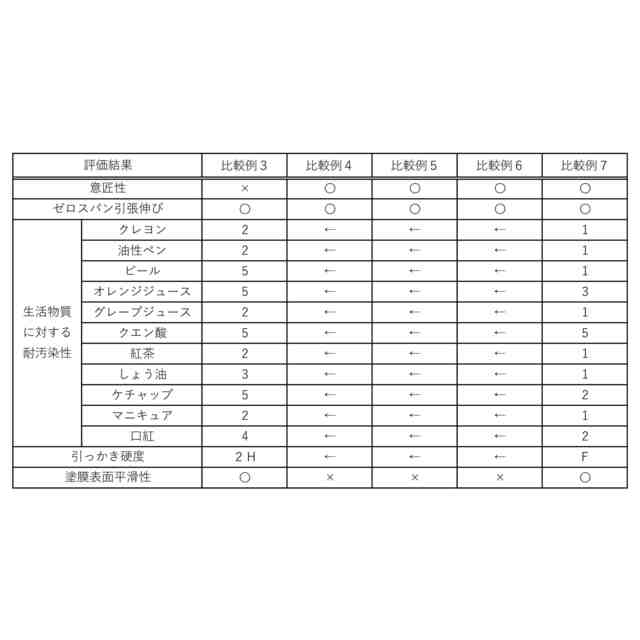
また、本発明の塗材仕上げ工法では、トップコートにシリコーン・アクリル共重合体樹脂エマルジョンと、成膜助剤と、を含む主剤と、シランカップリング剤を含む硬化剤とから成るトップコート組成物を塗付して仕上げるため、該トップコート組成物が空気中の水分だけでなく、既に塗付された水系塗材組成物、砂壁状塗料組成物、水系上塗り組成物I、及び水系上塗り組成物IIの塗膜中の微細な水分が硬化剤として作用しうる状態、つまりは該塗膜に十分に含侵した状態で硬化することで塗膜表面は表面からある程度の範囲で極めて硬くなる、という効果がある。また、生活の中で使用する多くの汚染物質に対して良好な耐汚染性を有する、という効果がある。
【図面の簡単な説明】
【0010】
本発明の塗材仕上げ工法によって仕上げられた実施例1(黒皮鉄調)の塗膜表面(300×390mm)の平面写真である。
本発明の塗材仕上げ工法に使用する、ローラーの表面が天然海綿から成るローラー刷毛(直径約45mm、長さ150mm)の正面写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アイカ工業株式会社
ポリマー被覆粒子の製造方法
24日前
個人
消火塗料
3か月前
個人
粘着テープ
3か月前
ベック株式会社
被覆材
3か月前
ベック株式会社
被覆材
1か月前
ベック株式会社
水性被覆材
1か月前
ベック株式会社
水性被覆材
1か月前
ぺんてる株式会社
固形描画材
3か月前
アイカ工業株式会社
パテ組成物
3か月前
三商株式会社
屋外用塗料組成物
3か月前
東ソー株式会社
ゴム用接着性改質剤
1か月前
ぺんてる株式会社
水性インキ組成物
2か月前
株式会社リコー
インクセット
1か月前
株式会社エフコンサルタント
被覆材
3か月前
ぺんてる株式会社
水性インキ組成物
1か月前
artience株式会社
印刷インキ
1か月前
東亞合成株式会社
硬化型接着剤組成物
1か月前
東亞合成株式会社
硬化型接着剤組成物
1か月前
コニシ株式会社
プライマー組成物
3か月前
アイカ工業株式会社
光硬化型圧着組成物
4か月前
AGC株式会社
液状組成物
5日前
JNC株式会社
光硬化型導電性ペースト
2か月前
アイカ工業株式会社
ホットメルト組成物
1か月前
株式会社大阪ソーダ
撥水撥油性表面処理剤
4か月前
マクセル株式会社
粘着テープ
2日前
株式会社フェクト
透明防錆塗料
1か月前
花王株式会社
レオロジー改質剤
3か月前
デンカ株式会社
蛍光体粉末
3か月前
個人
レンズ用防曇剤
2か月前
ハニー化成株式会社
防反射処理剤
1か月前
アイカ工業株式会社
バランスウエイト用組成物
4か月前
大日本印刷株式会社
塗工液及び容器
4か月前
日東電工株式会社
粘着シート
2か月前
旭化成株式会社
包装材
2か月前
ダイキン工業株式会社
耐油剤
2日前
ハニー化成株式会社
親水防汚処理剤
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ