TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065169
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025009318,2024554651
出願日
2025-01-22,2024-05-20
発明の名称
筒状部材の製造方法、機械装置の製造方法、及び車両の製造方法
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21J
5/08 20060101AFI20250410BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製造コストの低減、及び/又は製品品質の向上に有利な製造方法を提供する。
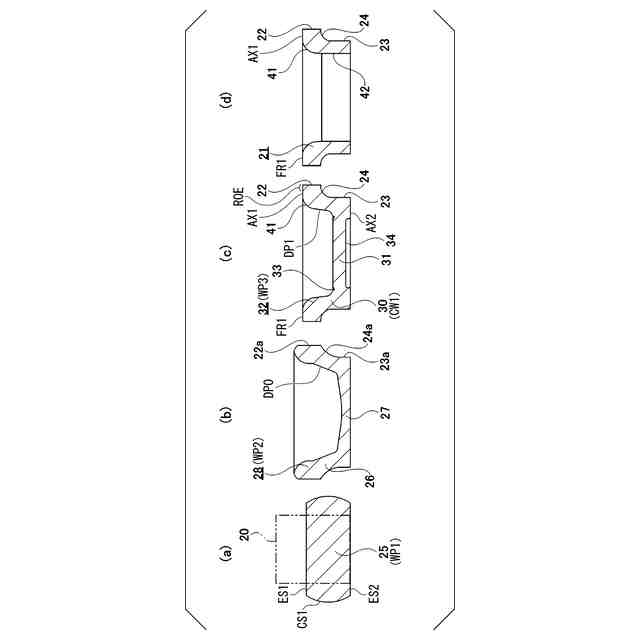
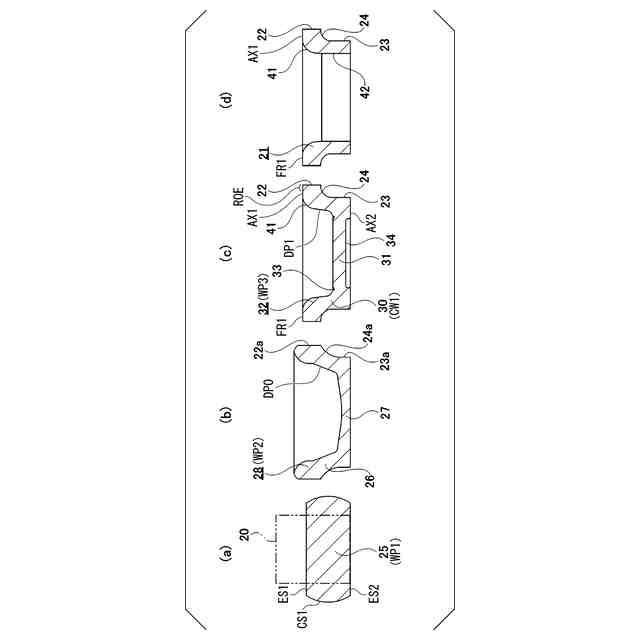
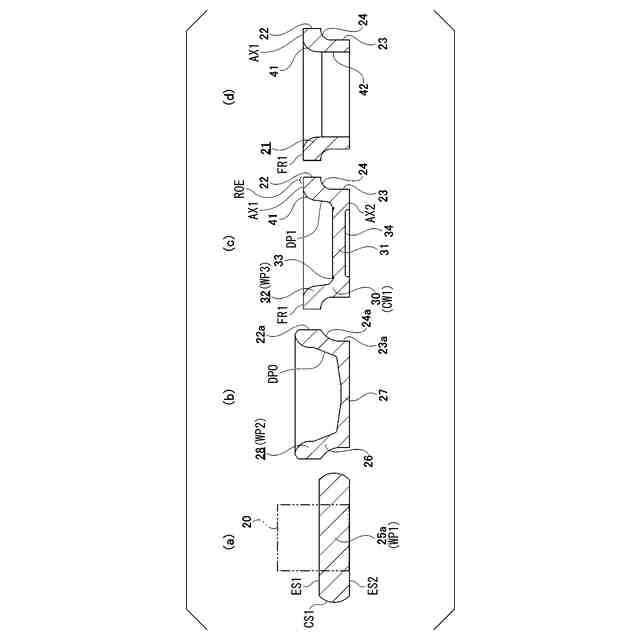
【解決手段】筒状部材の製造方法は、円柱状の原素材(20)を軸方向に押し潰して、原素材(20)の軸方向寸法よりも小さい軸方向寸法および原素材(20)の外径よりも大きい外径を有する円板状素材(25)を得る据込み工程と、円板状素材(25)に塑性加工を施して、外周面に、大径部(22)と小径部(23)と接続面部(24)とを有する中間筒部(30)、および、中間筒部(30)の軸方向他方側の端部開口を塞ぐ隔壁部(31)を含む中間素材(32)を得る成形工程と、中間筒部(30)の径方向内側部分と隔壁部(31)とを軸方向に打ち抜く打ち抜き工程と、を備える。中間素材(32)の軸方向寸法、または、成形工程の途中で得られる予備中間素材(28)の軸方向寸法が、筒状部材(21)の軸方向寸法よりも大きい。
【選択図】図3
特許請求の範囲
【請求項1】
軸方向一方側部分に設けられた円筒面状の大径部、軸方向他方側部分に設けられた円筒面状の小径部、および、前記大径部と前記小径部とを接続する接続面部を有する外周面を備えた筒状部材の製造方法であって、
円柱状の原素材を軸方向に押し潰して、前記原素材の軸方向寸法よりも小さい軸方向寸法および前記原素材の外径よりも大きい外径を有する円板状素材を得る据込み工程と、
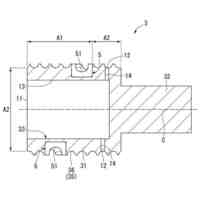
前記円板状素材に塑性加工を施して、外周面に、前記大径部と前記小径部と前記接続面部とを有する中間筒部、および、前記中間筒部の軸方向他方側の端部開口を塞ぐ隔壁部を含む中間素材を得る成形工程と、
前記中間筒部の径方向内側部分と前記隔壁部とを軸方向に打ち抜く打ち抜き工程と、を備え、
前記中間素材の軸方向寸法、または、前記成形工程の途中で得られる予備中間素材の軸方向寸法が、前記筒状部材の軸方向寸法よりも大きく、
前記成形工程は、
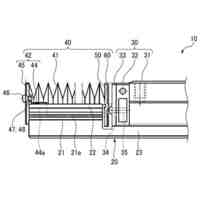
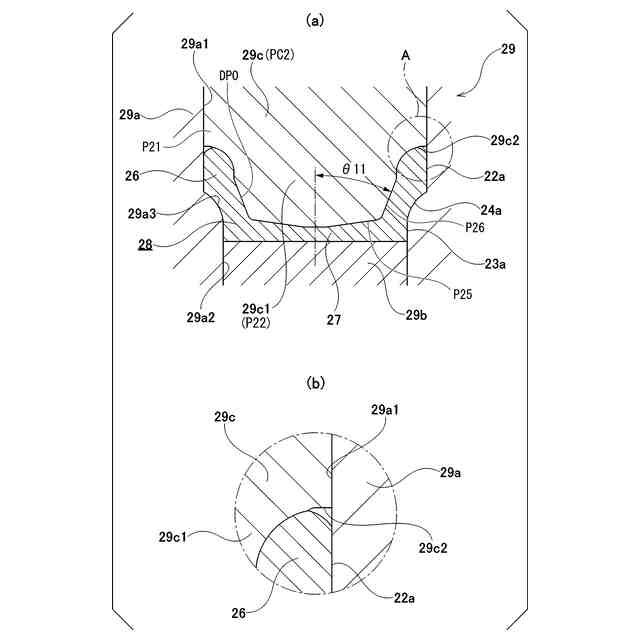
前記円板状素材に塑性加工を施して、予備中間筒部と、前記予備中間筒部の軸方向他方側の端部開口を塞ぐ隔壁部とを有する前記予備中間素材を得る前成形工程と、
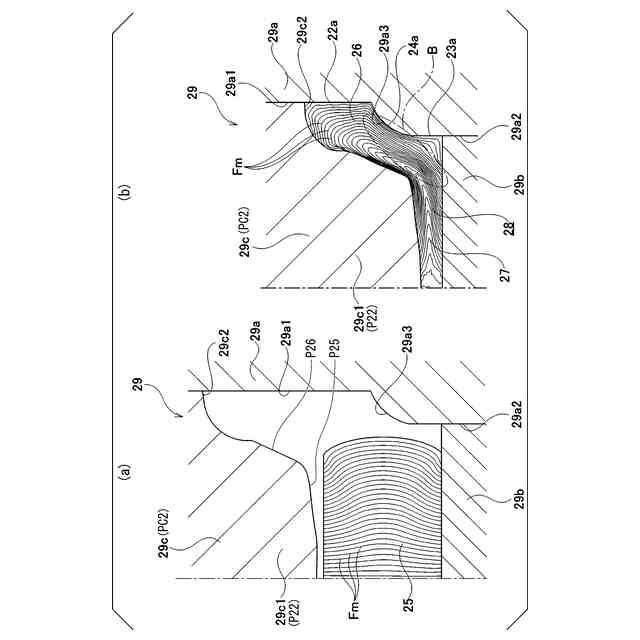
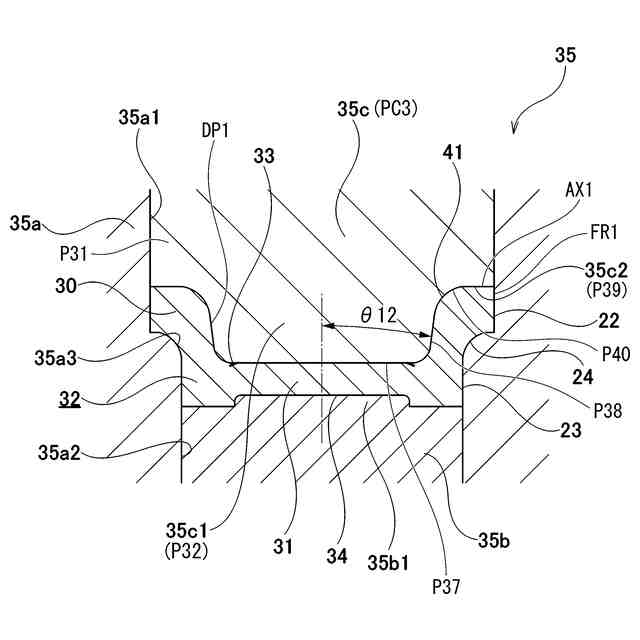
前記中間素材の外周面に沿う形状を有するダイスの内周面の内側で、前記予備中間素材を軸方向に押し潰して、前記中間素材を得る後成形工程と、を含み、
前記予備中間素材の軸方向寸法が、前記筒状部材の軸方向寸法よりも大きく、かつ、前記中間素材の軸方向寸法が、前記筒状部材の軸方向寸法と等しい、
筒状部材の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記筒状部材は、軸方向一方側の端部に設けられた、軸方向一方側に向かうにしたがって内径が大きくなる傾斜面部と、軸方向中間部および軸方向他方側の端部に設けられた円筒面部とを有する内周面を備え、
前記中間筒部は、内周面の軸方向一方側の端部に前記傾斜面部を有する、請求項1に記載の筒状部材の製造方法。
【請求項3】
前記前成形工程において、前記予備中間筒部の軸方向一方側の端面の少なくとも径方向外側部分を、塑性加工を施すための成形用金型に接触させない、請求項1に記載の筒状部材の製造方法。
【請求項4】
前記予備中間筒部の軸方向一方側部分の外径が前記大径部の外径よりも僅かに小さく、かつ、前記予備中間筒部の軸方向他方側部分の外径が前記小径部の外径よりも僅かに小さい、請求項1に記載の筒状部材の製造方法。
【請求項5】
前記中間筒部は、軸方向一方側の端面の径方向外端部に、軸方向一方側に突出する環状凸部を有しており、
前記成形工程は、前記円板状素材に塑性加工を施すことにより前記中間素材を得る工程であり、
前記中間素材の軸方向寸法が、前記環状凸部の軸方向高さの分だけ、前記筒状部材の軸方向寸法よりも大きく、
前記成形工程の後に、前記環状凸部を除去する除去工程を備える、請求項2に記載の筒状部材の製造方法。
【請求項6】
前記成形工程において、前記環状凸部の軸方向一方側の端面を、塑性加工を施すための成形用金型に接触させない、請求項5に記載の筒状部材の製造方法。
【請求項7】
軸方向一方側部分に設けられた円筒面状の大径部、軸方向他方側部分に設けられた円筒面状の小径部、および、前記大径部と前記小径部とを接続する接続面部を有する外周面を備えた筒状の機械部品を含む、機械装置の製造方法であって、
請求項1~6のいずれかに記載の筒状部材の製造方法により製造した筒状部材に仕上加工を施して、前記機械部品を製造する工程を備える、機械装置の製造方法。
【請求項8】
前記機械部品は、内輪であり、該機械部品の前記接続面部が、円弧形の断面形状を有する内輪軌道により構成されており、
前記機械装置が、軸受装置である、請求項7に記載の機械装置の製造方法。
【請求項9】
前記軸受装置が、自動車の車輪を懸架装置に対して回転自在に支持するためのハブユニット軸受である、請求項8に記載の機械装置の製造方法。
【請求項10】
機械装置を含む車両の製造方法であって、
請求項7に記載の機械装置の製造方法により、前記機械装置を製造する工程を備える、車両の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、軸受要素の製造方法、筒状部材の製造方法、軸受、機械装置の製造方法、車両の製造方法、機械装置、および車両に関する。
本願は、2023年8月23日に出願された特願2023-135416号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
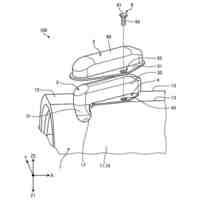
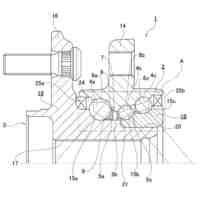
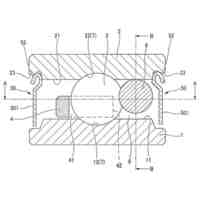
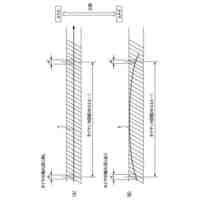
図21は、ラジアルアンギュラ玉軸受を構成する内輪100を示している。内輪100は、外周面の軸方向中間部に、略四分の一円弧形の断面形状を有する内輪軌道101を備える。また、内輪100は、軸方向一方側(図21の右側)部分の外周面に、円筒面状の大径部(溝肩部、鍔部)102を有し、かつ、軸方向他方側(図21の左側)部分の外周面に、円筒面状の小径部103を有する。
【0003】
アンギュラ玉軸受の内輪などの筒状の機械部品は、金属素材に鍛造加工を施した後、切削加工および研削加工などの仕上げ加工を施すことによって造られる。
【0004】
特許文献1(特開2005-288505号公報)には、1つの円柱状の金属素材から、それぞれが円すいころ軸受を構成する2組の内輪および外輪を造る方法が記載されている。特許文献1に記載の方法は、円柱状の金属素材に熱間鍛造を施して段付円筒状の前加工素材を得る工程と、該前加工素材を、互いの直径が異なる2つの筒状の後加工素材に分離する工程とを備える。さらに、特許文献1に記載の方法は、前記2つの後加工素材のうち直径が小さい後加工素材に冷間鍛造、分離加工を施して互いの直径が異なる2つの筒状部材を得た後、これらの筒状部材に仕上加工を施して1組の内輪および外輪を得る工程と、前記2つの後加工素材のうち直径が大きい後加工素材に冷間鍛造、分離加工を施して互いの直径が異なる2つの筒状部材を得た後、これらの筒状部材に仕上加工を施してもう1組の内輪および外輪を得る工程とを備える。
【先行技術文献】
【特許文献】
【0005】
特開2005-288505号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の製造方法によれば、それぞれの組の内輪と外輪との軸方向寸法がほぼ同一の場合、これらの内輪および外輪を得るための筒状部材を材料の歩留まりよく製造することができる。しかしながら、特許文献1に記載の製造方法は、たとえば、車両の車輪を懸架装置に対して支持するためのハブユニット軸受を構成するハブの内輪のように、軸方向寸法が大きく異なる外輪と組み合わせて使用される内輪の量産には不向きである。
【0007】
本発明の態様は、製造コストの低減、及び/又は製品品質の向上に有利な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
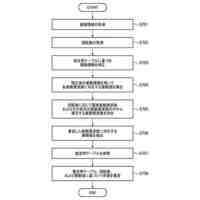
本発明の一態様における軸受要素の製造方法は、据込み加工されたワークピースを用意する第1工程と、1回又は2回の塑性加工によって窪みと鍔と第1軸面とを前記ワークピースに形成する第2工程と、前記ワークピースの前記窪みの底部を打ち抜く第3工程と、を有する。前記窪みは前記第1軸面に対して軸方向の深さを有し、前記鍔は径方向外方に延出する。前記第2工程で形成された前記第1軸面は、前記軸受要素の一端面を提供する。前記第2工程で形成された前記鍔は、径方向外端部において、前記第1軸面と実質的同じ又はそれ以上の面高さを有する。
【0009】
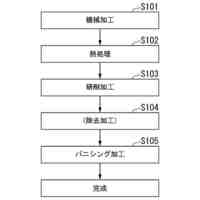
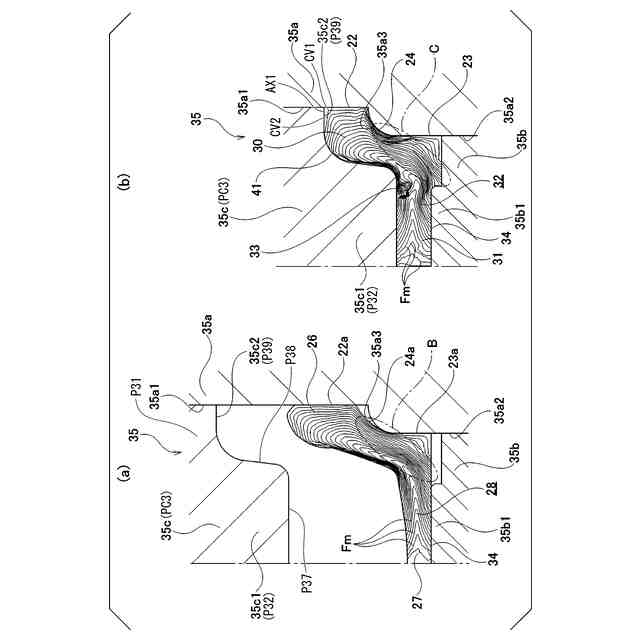
本発明の一態様における筒状部材の製造方法において、筒状部材は、軸方向一方側に設けられた円筒面状の大径部、軸方向他方側部分に設けられた円筒面状の小径部、および、前記大径部と前記小径部とを接続する接続面部を有する外周面を備える。筒状部材の製造方法は、円柱状の原素材を軸方向に押し潰して、前記原素材の軸方向寸法よりも小さい軸方向寸法および前記原素材の外径よりも大きい外径を有する円板状素材を得る据込み工程と、前記円板状素材に塑性加工を施して、外周面に、前記大径部と前記小径部と前記接続面部とを有する中間筒部、および、前記中間筒部の軸方向他方側の端部開口を塞ぐ隔壁部を含む中間素材を得る成形工程と、前記中間筒部の径方向内側部分と前記隔壁部とを軸方向に打ち抜く打ち抜き工程と、を備える。前記中間素材の軸方向寸法、または、前記成形工程の途中で得られる予備中間素材の軸方向寸法が、前記筒状部材の軸方向寸法よりも大きい。
【0010】
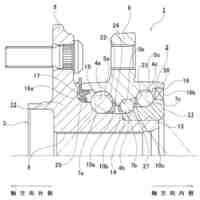
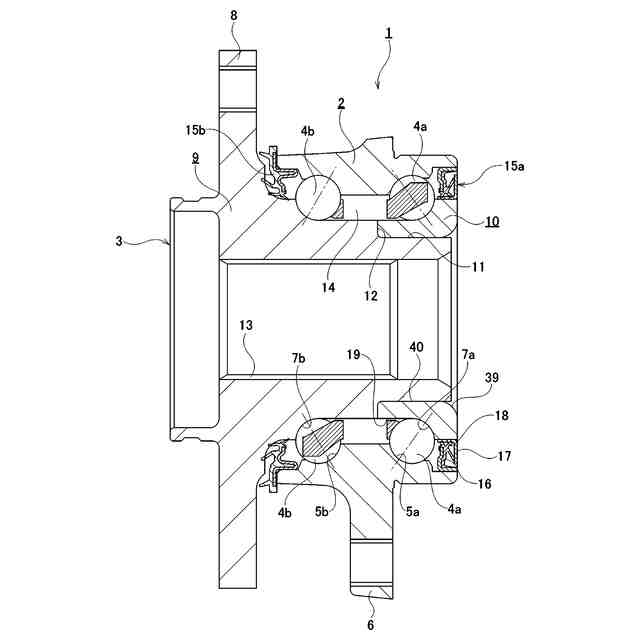
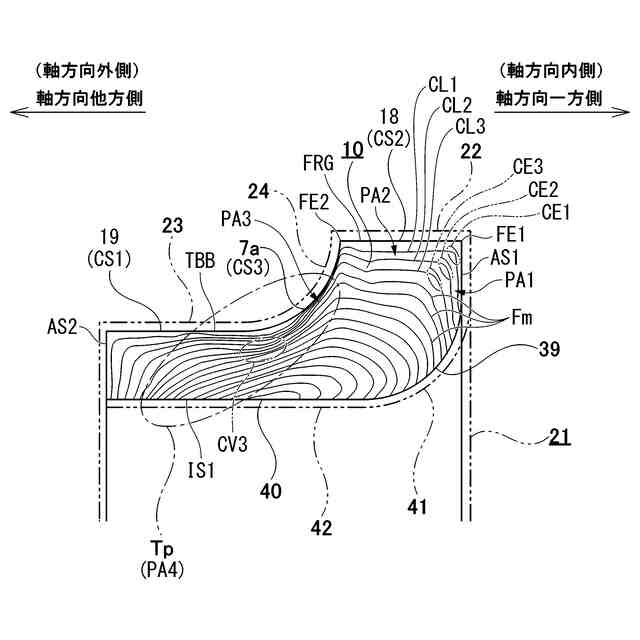
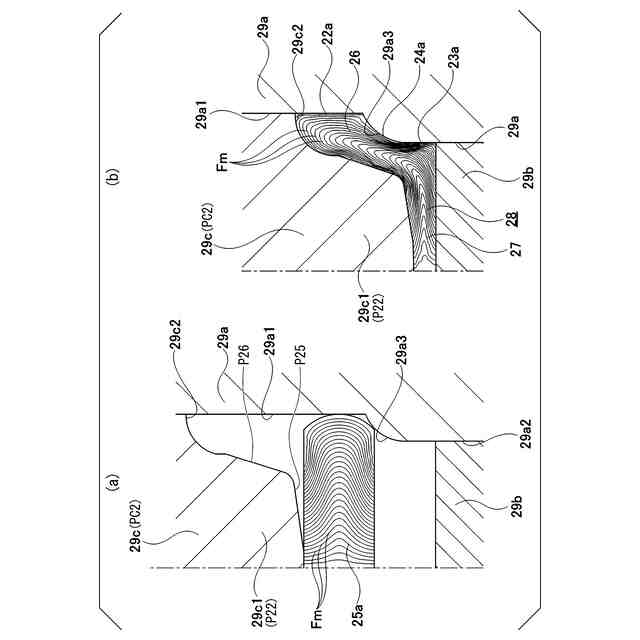
本発明の一態様における機械装置は、軸方向一方側部分に設けられた円筒面状の大径部、軸方向他方側部分に設けられた円筒面状の小径部、および、前記大径部と前記小径部とを接続する接続面部を有する外周面を備えた筒状の機械部品を含む。前記機械部品の内部のメタルフロー(ファイバーフロー、鍛流線)は、前記機械部品の軸方向中間部に、軸方向他方側から軸方向一方側に向かうにしたがって径方向外側に向かう方向に傾斜した傾斜部を有し、前記メタルフローは、前記傾斜部において、該傾斜部の周囲に存在する部分よりも密になっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
信号出力回路
12日前
日本精工株式会社
ボールねじ装置
10日前
日本精工株式会社
ハブユニット軸受
10日前
日本精工株式会社
磁歪式トルクセンサ
24日前
日本精工株式会社
センサ付ハブユニット軸受
23日前
日本精工株式会社
ハブユニット軸受の予圧測定方法
20日前
日本精工株式会社
玉軸受用冠型保持器、及び玉軸受
23日前
日本精工株式会社
ハブユニット軸受の外輪の製造方法
3日前
日本精工株式会社
転がり軸受用冠形保持器、及び転がり軸受
3日前
日本精工株式会社
異常診断装置、異常診断方法およびプログラム
17日前
日本精工株式会社
アクチュエータ装置の制御装置、および制御方法
17日前
日本精工株式会社
玉軸受、及び、玉軸受におけるグリースの塗布方法
23日前
日本精工株式会社
転がり軸受の荷重推定装置、荷重推定方法、およびプログラム
3日前
日本精工株式会社
機械部品の製造方法、軸受の製造方法、機械部品、軸受、機械、及び車両
11日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
3日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
3日前
日本精工株式会社
歯車装置、直動アクチュエータ、バックラッシ角度測定方法およびプログラム
18日前
日本精工株式会社
パラレルリンクを含むロボット、および、パラレルリンクを含むロボットの製造方法
25日前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、及び車両の製造方法
10日前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、および車両の製造方法
10日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
4か月前
トヨタ紡織株式会社
プレス金型
12日前
日伸工業株式会社
加工システム
5か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
4日前
株式会社TMEIC
監視装置
10日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ