TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064630
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174538
出願日
2023-10-06
発明の名称
スリットダイヘッドおよび該スリットダイヘッドを備える塗工装置
出願人
中外炉工業株式会社
代理人
個人
,
個人
主分類
B05C
5/02 20060101AFI20250410BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗工方向と交差する交差方向に延在する交差塗工部における厚みムラを低減させるスリットダイヘッドおよび塗工装置を提供する。
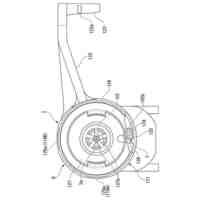
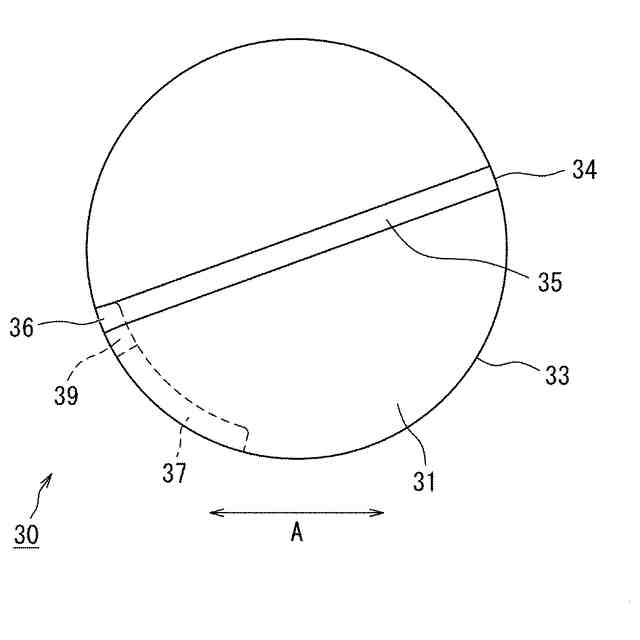
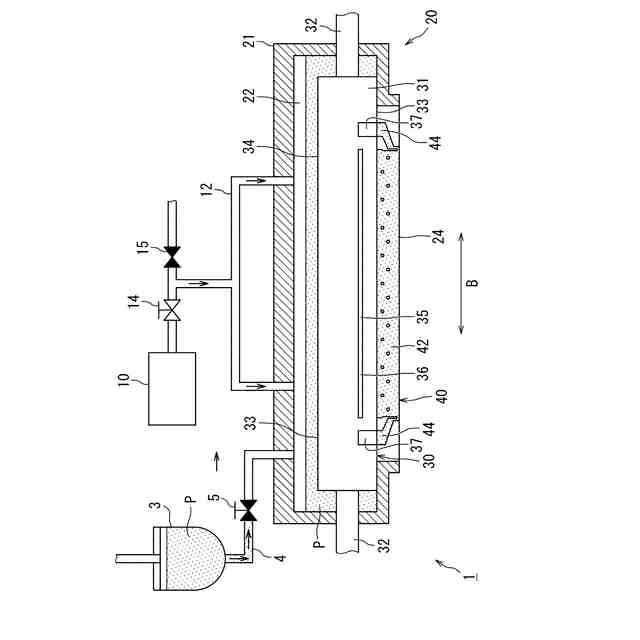
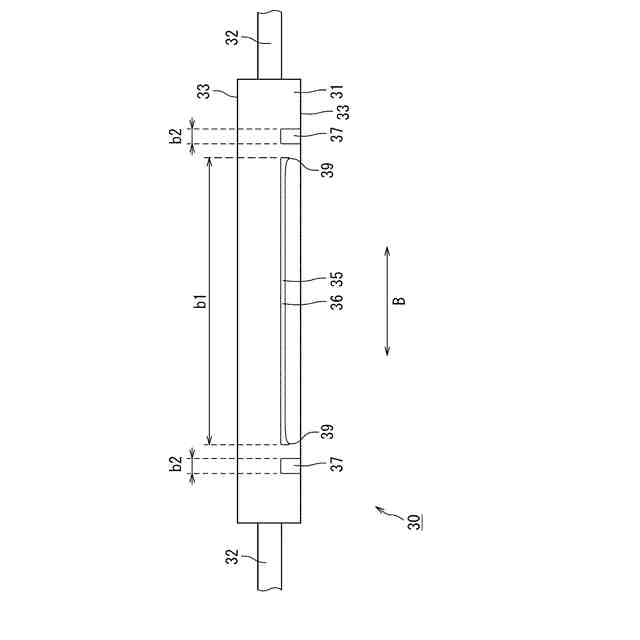
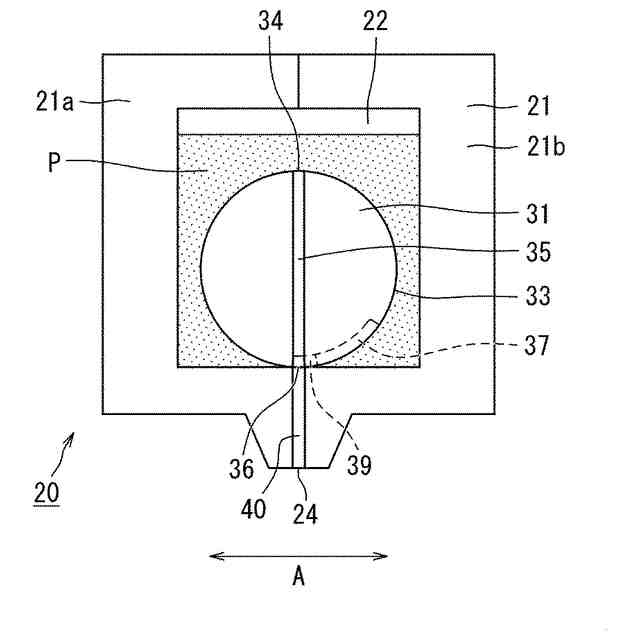
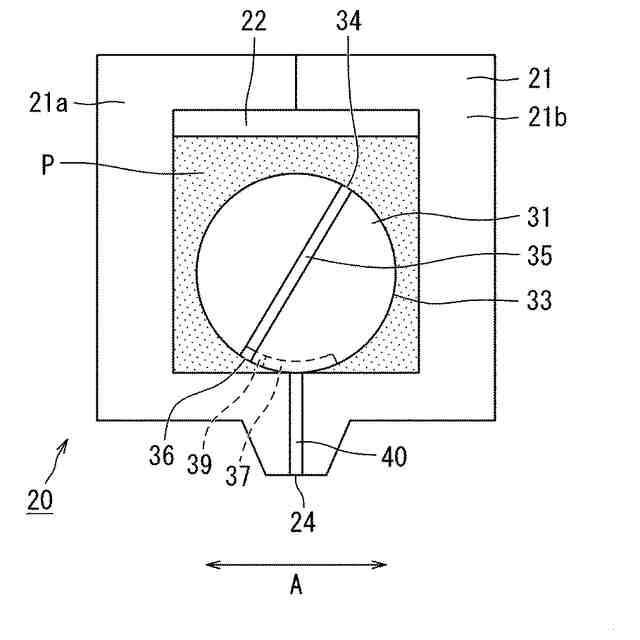
【解決手段】スリット状の吐出口24から吐出される塗工液Pによって、塗工方向Aと交差する交差方向Bに延在する交差塗工部71,74を塗工するスリットダイヘッド20であって、スリットダイヘッド20の内部に形成されて塗工液Pを貯留する貯留部22と、交差方向Bに延在するロール30と、を備え、ロール30は、貯留部22の中に回動自在に配設される胴部31と、胴部31の胴表面33に形成され、交差方向Bに延在して交差塗工部71,74に対応した形状を有する交差溝36と、胴表面33に形成され、貯留部22に貯留された塗工液Pを導入する導入口34と、交差溝36と導入口34とを連通する連通部35と、を有する。
【選択図】図4
特許請求の範囲
【請求項1】
スリット状の吐出口から吐出される塗工液によって、塗工方向と交差する交差方向に延在する交差塗工部を塗工するスリットダイヘッドであって、
前記スリットダイヘッドの内部に形成されて前記塗工液を貯留する貯留部と、
前記交差方向に延在するロールと、を備え、
前記ロールは、
前記貯留部の中に回動自在に配設される胴部と、
前記胴部の胴表面に形成され、前記交差方向に延在して前記交差塗工部に対応した形状を有する交差溝と、
前記胴表面に形成され、前記貯留部に貯留された前記塗工液を導入する導入口と、
前記交差溝と前記導入口とを連通する連通部と、を有することを特徴とする、スリットダイヘッド。
続きを表示(約 370 文字)
【請求項2】
前記連通部は、前記胴部を径方向に直線状に延在する貫通孔であることを特徴とする、請求項1に記載のスリットダイヘッド。
【請求項3】
前記ロールは、前記塗工方向と平行に延在する平行溝をさらに備えることを特徴とする、請求項1に記載のスリットダイヘッド。
【請求項4】
前記吐出口には、離間している前記交差溝および前記平行溝を合流させる合流部を有するシム板が配設されることを特徴とする、請求項3に記載のスリットダイヘッド。
【請求項5】
前記合流部の高さは、前記シム板の高さに対して30%以内であることを特徴とする、請求項4に記載のスリットダイヘッド。
【請求項6】
請求項1から請求項5のいずれか1つに記載のスリットダイヘッドを備えることを特徴とする、塗工装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、スリットダイヘッドおよび該スリットダイヘッドを備える塗工装置に関し、特に、矩形状の周縁部によって囲まれる、いわゆる「額縁状」の塗工パターンを塗工するための塗工装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
額縁状の塗工パターンは、塗工方向と平行に延在する平行塗工部と、塗工方向と交差する交差方向に延在する交差塗工部と、平行塗工部および交差塗工部によって囲まれた非塗工部と、を有する。額縁状の塗工パターンを塗工する従来技術として、例えば、特許文献1では、ディスペンサーを用いて一筆書きで塗工することが開示されている。ディスペンサーを用いた塗工は、一筆書きの始点と終点とが重なるつなぎ目部分では、塗工厚みが厚くなり、膜厚が不均一になるという問題を有する。
【0003】
特許文献2では、所定形状の塗液収容凹部を塗液供給体の外周面に設けた塗布用ノズルが開示されている。特許文献3では、溝部および非溝部を含む塗布液受容部をドラムの外周面に備える塗工装置が開示されている。すなわち、特許文献2および特許文献3では、塗工液を一時的に貯留する所定形状の溝が彫刻されたロールを内部に有するスリットダイヘッドが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-49500号公報
特開2021-98154号公報
特開2017-109151号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
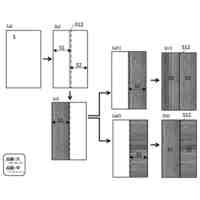
ロールの外周面に溝を有するスリットダイヘッドを用いて額縁状の塗工パターン70を基材に塗工する場合、例えば図18のG-G断面に示すように、交差塗工部71,74において中央部膜厚が端部膜厚よりも薄くなるという交差方向における厚みムラの現象が発生した。このような厚みムラは、交差塗工部71,74の幅が狭い場合、塗工を高速で行う場合、あるいは、塗工液の粘性が高い場合などにおいて、顕著に発生した。
【0006】
発明者が上記現象を鋭意検討したところ、以下のことが判明した。すなわち、交差塗工部71,74に対応する交差溝では平行塗工部に対応する平行溝を経由して塗工液が間接的に供給されるために、交差塗工部71,74の中央部では塗工液の供給が追いつかないことに起因して、交差方向での厚みムラが発生している。
【0007】
そこで、この発明の課題は、交差塗工部における交差方向の厚みムラを低減させるスリットダイヘッドおよび塗工装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため、この発明の一態様に係るスリットダイヘッドは、
スリット状の吐出口から吐出される塗工液によって、塗工方向と交差する交差方向に延在する交差塗工部を塗工するスリットダイヘッドであって、
前記スリットダイヘッドの内部に形成されて前記塗工液を貯留する貯留部と、
前記交差方向に延在するロールと、を備え、
前記ロールは、
前記貯留部の中に回動自在に配設される胴部と、
前記胴部の胴表面に形成され、前記交差方向に延在して前記交差塗工部に対応した形状を有する交差溝と、
前記胴表面に形成され、前記貯留部に貯留された前記塗工液を導入する導入口と、
前記交差溝と前記導入口とを連通する連通部と、を有することを特徴とする。
【発明の効果】
【0009】
この発明によれば、貯留部に貯留された塗工液が、連通部を通じて、ロールの胴表面に形成された交差溝に対してダイレクトに且つスムーズに供給されるので、交差塗工部における交差方向の厚みムラを低減できる。
【図面の簡単な説明】
【0010】
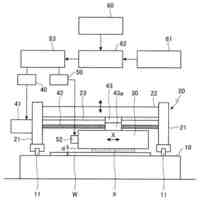
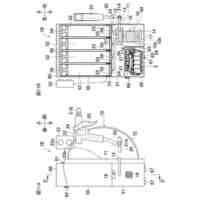
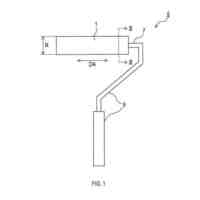
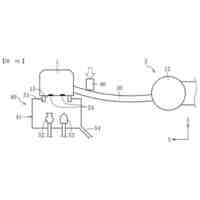
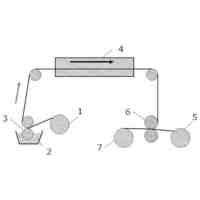
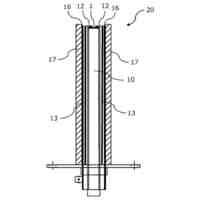
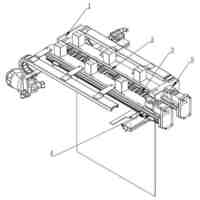
実施の形態1に係るスリットダイヘッドを含む塗工装置を模式的に説明する図である。
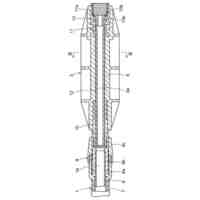
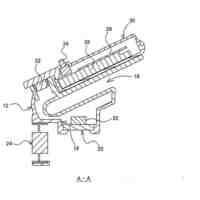
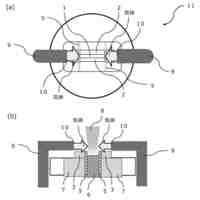
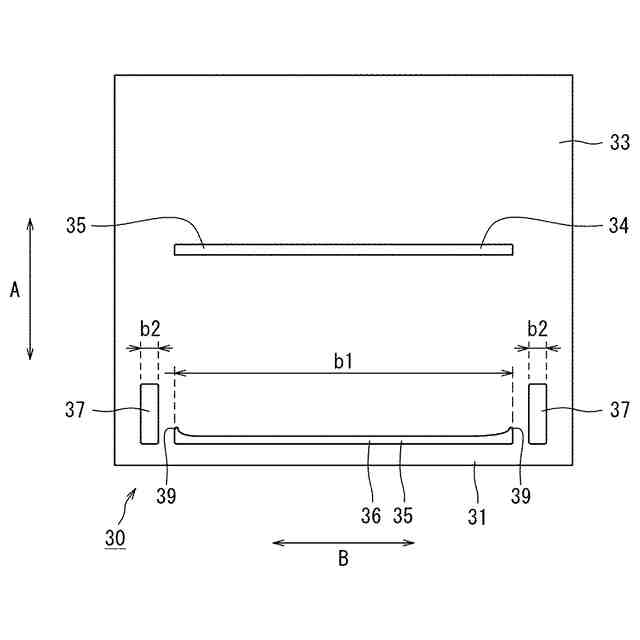
図1に示したスリットダイヘッドにおけるロールを説明する図である。
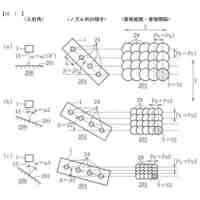
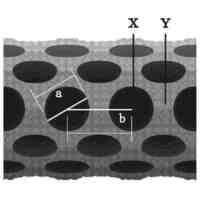
図2に示したロールの胴表面を展開した図である。
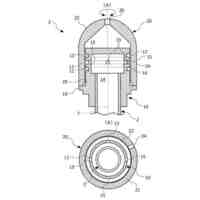
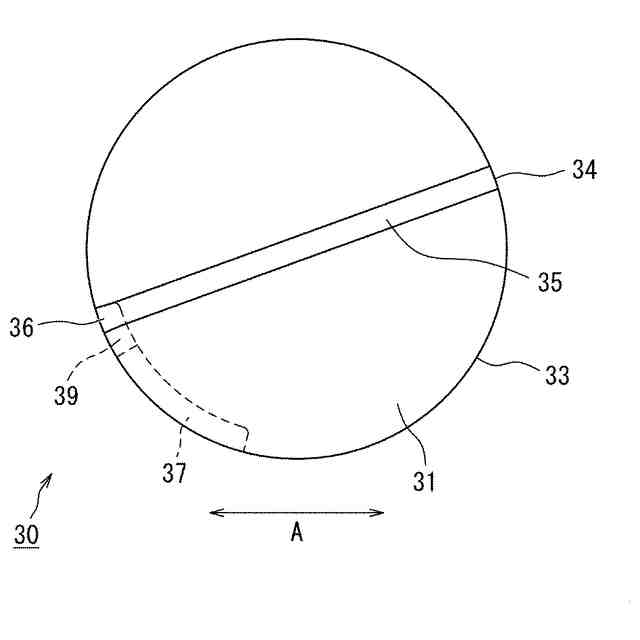
図2に示したロールの中央部の側断面を概略的に示す図である。
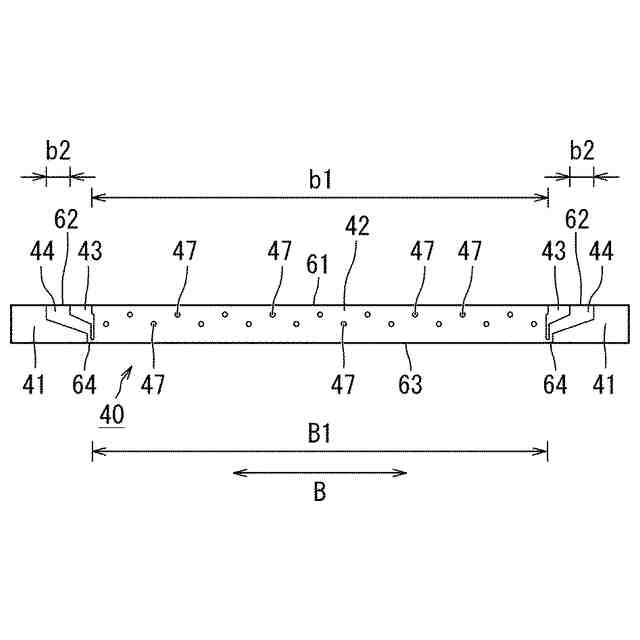
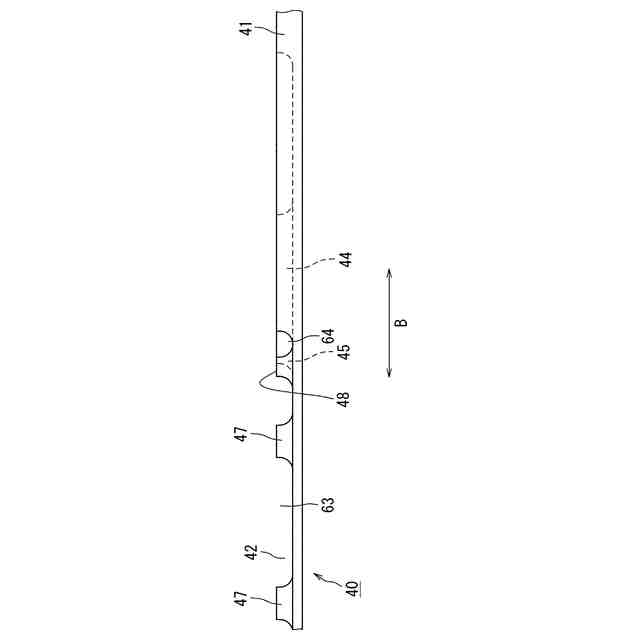
図1に示したスリットダイヘッドにおけるシム板を説明する図である。
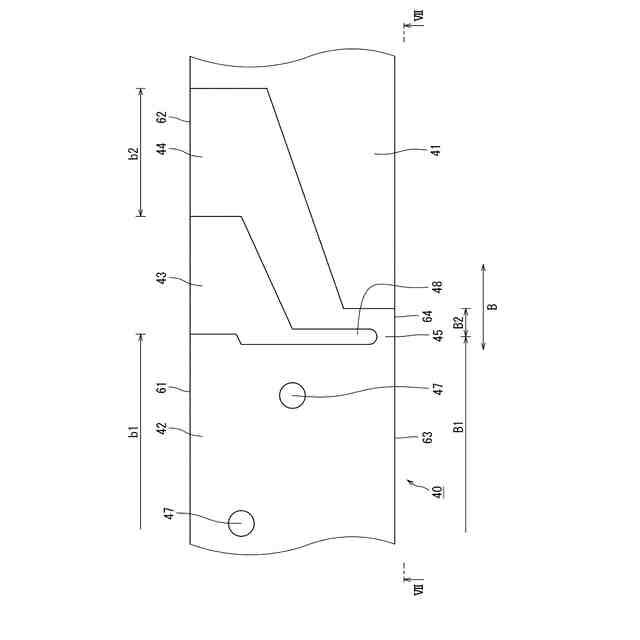
図5に示したシム板の要部拡大図である。
図6に示したシム板のVII-VII矢視図である。
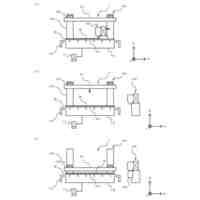
図1に示したスリットダイヘッドによる交差塗工部の塗工を説明する図である。
図1に示したスリットダイヘッドによる平行塗工部の塗工を説明する図である。
ロの字形状の塗工パターンを説明する図である。
実施の形態2に係るスリットダイヘッドを模式的に説明する断面図である。
実施の形態3に係るスリットダイヘッドにおけるロールの胴表面を展開した図である。
図12に対応するロールの中央部の側断面を概略的に示す図である。
実施の形態4に係るスリットダイヘッドにおけるロールの胴表面を展開した図である。
図14に対応するロールの中央部の側断面を概略的に示す図である。
実施の形態5に係るスリットダイヘッドにおけるロールの胴表面を展開した図である。
図16に対応するロールの中央部の側断面を概略的に示す図である。
変形例1に係る日の字形状の塗工パターンを説明する図である。
変形例2に係る田の字形状の塗工パターンを説明する図である。
図19に示した田の字形状の塗工パターンに対応するスリットダイヘッドにおけるロールの胴表面を展開した図である。
変形例3に係るスリットダイヘッドを模式的に説明する図である。
図21に示したスリットダイヘッドの底面図である。
変形例4に係る塗工装置を模式的に説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社マキタ
グリース吐出装置
29日前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
個人
ホースやノズルの長尺部の挟持具
1か月前
ヤマホ工業株式会社
液体散布杆
17日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
菊水化学工業株式会社
塗装方法
22日前
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
22日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
28日前
株式会社カーメイト
超音波型ミスト発生装置
14日前
個人
噴射ノズル
10日前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
株式会社ディスコ
被覆装置
1か月前
デンカ株式会社
吹付ノズル及び吹付システム
15日前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
株式会社エフコンサルタント
表面仕上げ方法及び再表面仕上げ方法
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
ハンファ精密機械株式会社
ディスペンサ
1か月前
ハンファ精密機械株式会社
ディスペンサ
11日前
株式会社吉野工業所
トリガー式液体噴出器
15日前
株式会社吉野工業所
トリガー式液体噴出器
15日前
東京応化工業株式会社
相分離構造を含む構造体の製造方法
11日前
いすゞ自動車株式会社
オイル塗布装置
1日前
深セン市深逸通電子有限公司
自動塗油の塗油設備及びその使用方法
1か月前
株式会社栗本鐵工所
鋳鉄管の管内面塗装方法
29日前
マツダ株式会社
塗膜形成方法及び塗膜形成装置
17日前
花王株式会社
噴出装置及び噴出装置本体
1か月前
関西ペイント株式会社
塗装装置および塗装装置の制御方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ