TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025045884
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023153907
出願日
2023-09-20
発明の名称
塗装装置および塗装装置の制御方法
出願人
関西ペイント株式会社
代理人
個人
,
個人
,
個人
主分類
B05B
13/04 20060101AFI20250326BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】エアシリンダの温度が変動しても被塗物に形成される塗装膜の厚さを安定させることができる塗装装置および塗装装置の制御方法を提供する。
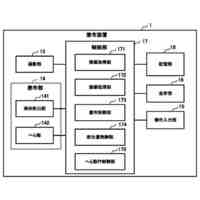
【解決手段】被塗物を塗装する塗装部と、被塗物と塗装部との少なくとも一方の対象物を往復移動させる移動装置と、移動装置の温度または移動装置周りの雰囲気の温度の少なくとも一方の温度である装置温度を測定する温度センサと、制御部と、を備え、移動装置は、空気の圧力によって対象物を往復移動させるエアシリンダと、エアシリンダに供給される空気の圧力である空気圧力を調整する調圧部と、エアシリンダから排出される空気の流量である空気流量を調整する流量調整部と、を有し、制御部は、装置温度に基づいて、流量調整部によって空気流量を調整し、調圧部によって空気圧力を調整する調整制御を実行可能である、塗装装置。
【選択図】図6
特許請求の範囲
【請求項1】
被塗物を塗装する塗装部と、
前記被塗物と前記塗装部との少なくとも一方の対象物を往復移動させる移動装置と、
前記移動装置の温度または前記移動装置周りの雰囲気の温度の少なくとも一方の温度である装置温度を測定する温度センサと、
制御部と、
を備え、
前記移動装置は、
空気の圧力によって前記対象物を往復移動させるエアシリンダと、
前記エアシリンダに供給される空気の圧力である空気圧力を調整する調圧部と、
前記エアシリンダに供給される空気および前記エアシリンダから排出される空気の少なくとも一方の流量である空気流量を調整する流量調整部と、
を有し、
前記制御部は、前記装置温度に基づいて、前記流量調整部によって前記空気流量を調整し、前記調圧部によって前記空気圧力を調整する調整制御を実行可能である、塗装装置。
続きを表示(約 1,600 文字)
【請求項2】
前記制御部は、前回前記調整制御を実行した際の前記装置温度と前記温度センサが測定している前記装置温度との差分が調整制御実行温度以上の場合、前記調整制御を実行する、請求項1に記載の塗装装置。
【請求項3】
前記制御部は、前記対象物を往復移動させる往復動作を前記移動装置に実行させ、前記往復動作に要する時間である移動所要時間が前記往復動作に要する目標時間である移動目標時間に対して目標差分時間以上ずれていた場合に、前記調整制御を実行する、請求項1に記載の塗装装置。
【請求項4】
前記制御部は、前記調整制御において、前記流量調整部によって前記空気流量を調整するための第1制御量が最も小さくなるように前記流量調整部および前記調圧部を制御する第1調整制御を実行可能である、請求項1に記載の塗装装置。
【請求項5】
前記制御部は、前記空気流量と相関する前記流量調整部の開度および前記空気圧力の両方と前記対象物を往復移動させる往復動作に要する時間である移動所要時間との関係を定める複数の移動所要時間テーブルに基づいて前記調整制御を実行し、
複数の前記移動所要時間テーブルのそれぞれは、互いに異なる前記装置温度における前記開度および前記空気圧力の両方と前記移動所要時間との関係を定めるテーブルであり、
前記調整制御において、前記制御部は、前記温度センサが検知している前記装置温度との差分が最も小さい前記装置温度の前記移動所要時間テーブルを用いて、目標とする前記開度である目標開度および目標とする前記空気圧力である目標空気圧力のそれぞれを前記往復動作に要する目標時間である移動目標時間に基づいて決定する第1調整制御を実行する、請求項1から4のいずれか一項に記載の塗装装置。
【請求項6】
前記調整制御は、前記第1調整制御において設定された前記目標開度および前記目標空気圧力に基づいて前記空気流量および前記空気圧力のそれぞれを調整した際における前記移動所要時間と前記移動目標時間との差分が目標差分時間よりも大きい場合、前記目標開度および前記目標空気圧力のそれぞれをさらに調整する第2調整制御を含む、請求項5に記載の塗装装置。
【請求項7】
複数の前記移動装置を備え、
複数の移動装置は、前記塗装部を第1方向に往復移動させる第1移動装置、および前記被塗物を前記第1方向と交差する第2方向に往復移動させる第2移動装置を含む、請求項5に記載の塗装装置。
【請求項8】
複数の前記移動所要時間テーブルは、
互いに異なる前記装置温度における前記開度および前記空気圧力に対する前記第1移動装置の前記移動所要時間の関係を定める第1所要時間テーブルと、
互いに異なる前記装置温度における前記開度および前記空気圧力に対する前記第2移動装置の前記移動所要時間の関係を定める第2所要時間テーブルと、
を有する、請求項7に記載の塗装装置。
【請求項9】
前記第2方向は、鉛直方向と直交する水平方向を向き、前記第1方向は、水平方向から傾いた方向を向き、
前記第1所要時間テーブルは、前記第1方向の一方側に向けて前記塗装部を移動させる際の前記開度および前記空気圧力に対する前記移動所要時間の関係を定める第1テーブルと、第1方向の他方側に前記塗装部を移動させる際の前記開度および前記空気圧力に対する前記移動所要時間の関係を定める第2テーブルと、を有する、請求項8に記載の塗装装置。
【請求項10】
前記流量調整部は、スピードコントローラおよびモータを有し、
前記制御部は、前記モータによって、前記スピードコントローラが有する開度調整部を駆動して、前記スピードコントローラの開度を調整する、請求項1から4のいずれか一項に記載の塗装装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗装装置および塗装装置の制御方法に関する。
続きを表示(約 5,300 文字)
【背景技術】
【0002】
被塗物を往復移動させるレシプロ装置および被塗物に塗料を塗装するスプレーガンを往復移動させる移動装置を備える塗装装置が知られている。例えば、特許文献1には、空気の圧力によって被塗物およびスプレーガンのそれぞれを往復移動させるエアシリンダを備える塗装装置が記載されている。特許文献2には、空気の圧力を利用したエア駆動によりスプレーガンの往復移動、塗装板の往復移動、および塗装板の回転移動を行う塗装装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-100163号公報
特開2016-7563号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1および特許文献2に記載の塗装装置では、塗装装置の周辺温度やエアシリンダの温度が変動すると、エアシリンダによって往復移動される被塗物およびスプレーガンの移動速度が変動することがあった。これは、エアシリンダの温度が変動すると、エアシリンダのピストンとハウジングとの間を封止するパッキンの硬度、およびパッキンとハウジングとを潤滑する潤滑剤の粘度等が変化するため、ピストンとハウジングとの間の摩擦力が変動することに起因すると考えられる。塗装装置が設置される場所の温度を調整できない場合、塗装装置の周辺温度等の影響によりエアシリンダの温度が変動して、被塗物およびスプレーガンの移動速度が変動すると、被塗物に形成される塗装膜の厚さが安定しないという課題があった。
【0005】
本発明は、上記事情に鑑みてなされたものであって、エアシリンダの温度が変動しても被塗物に形成される塗装膜の厚さを安定させることができる塗装装置および塗装装置の制御方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下の態様を有する。
[1] 被塗物を塗装する塗装部と、
前記被塗物と前記塗装部との少なくとも一方の対象物を往復移動させる移動装置と、
前記移動装置の温度または前記移動装置周りの雰囲気の温度の少なくとも一方の温度である装置温度を測定する温度センサと、
制御部と、
を備え、
前記移動装置は、
空気の圧力によって前記対象物を往復移動させるエアシリンダと、
前記エアシリンダに供給される空気の圧力である空気圧力を調整する調圧部と、
前記エアシリンダに供給される空気および前記エアシリンダから排出される空気の少なくとも一方の流量である空気流量を調整する流量調整部と、
を有し、
前記制御部は、前記装置温度に基づいて、前記流量調整部によって前記空気流量を調整し、前記調圧部によって前記空気圧力を調整する調整制御を実行可能である、塗装装置。
[2] 前記制御部は、前回前記調整制御を実行した際の前記装置温度と前記温度センサが測定している前記装置温度との差分が調整制御実行温度以上の場合、前記調整制御を実行する、[1]に記載の塗装装置。
[3] 前記制御部は、前記対象物を往復移動させる往復動作を前記移動装置に実行させ、前記往復動作に要する時間である移動所要時間が前記往復動作に要する目標時間である移動目標時間に対して目標差分時間以上ずれていた場合に、前記調整制御を実行する、[1]または[2]に記載の塗装装置。
[4] 前記制御部は、前記調整制御において、前記流量調整部によって前記空気流量を調整するための第1制御量が最も小さくなるように前記流量調整部および前記調圧部を制御する第1調整制御を実行可能である、[1]から[3]のいずれかに記載の塗装装置。
[5] 前記制御部は、前記空気流量と相関する前記流量調整部の開度および前記空気圧力の両方と前記対象物を往復移動させる往復動作に要する時間である移動所要時間との関係を定める複数の移動所要時間テーブルに基づいて前記調整制御を実行し、
複数の前記移動所要時間テーブルのそれぞれは、互いに異なる前記装置温度における前記開度および前記空気圧力の両方と前記移動所要時間との関係を定めるテーブルであり、
前記調整制御において、前記制御部は、前記温度センサが検知している前記装置温度との差分が最も小さい前記装置温度の前記移動所要時間テーブルを用いて、目標とする前記開度である目標開度および目標とする前記空気圧力である目標空気圧力のそれぞれを前記往復動作に要する目標時間である移動目標時間に基づいて決定する第1調整制御を実行する、[1]から[4]のいずれかに記載の塗装装置。
[6] 前記調整制御は、前記第1調整制御において設定された前記目標開度および前記目標空気圧力に基づいて前記空気流量および前記空気圧力のそれぞれを調整した際における前記移動所要時間と前記移動目標時間との差分が目標差分時間よりも大きい場合、前記目標開度および前記目標空気圧力のそれぞれをさらに調整する第2調整制御を含む、[5]に記載の塗装装置。
[7] 複数の前記移動装置を備え、
複数の移動装置は、前記塗装部を第1方向に往復移動させる第1移動装置、および前記被塗物を前記第1方向と交差する第2方向に往復移動させる第2移動装置を含む、[5]または[6]に記載の塗装装置。
[8] 複数の前記移動所要時間テーブルは、
互いに異なる前記装置温度における前記開度および前記空気圧力に対する前記第1移動装置の前記移動所要時間の関係を定める第1所要時間テーブルと、
互いに異なる前記装置温度における前記開度および前記空気圧力に対する前記第2移動装置の前記移動所要時間の関係を定める第2所要時間テーブルと、
を有する、[7]に記載の塗装装置。
[9] 前記第2方向は、鉛直方向と直交する水平方向を向き、前記第1方向は、水平方向から傾いた方向を向き、
前記第1所要時間テーブルは、前記第1方向の一方側に向けて前記塗装部を移動させる際の前記開度および前記空気圧力に対する前記移動所要時間の関係を定める第1テーブルと、第1方向の他方側に前記塗装部を移動させる際の前記開度および前記空気圧力に対する前記移動所要時間の関係を定める第2テーブルと、を有する、[8]に記載の塗装装置。
[10] 前記流量調整部は、スピードコントローラおよびモータを有し、
前記制御部は、前記モータによって、前記スピードコントローラが有する開度調整部を駆動して、前記スピードコントローラの開度を調整する、[1]から[9]のいずれかに記載の塗装装置。
[11]前記モータはステッピングモータ またはサーボモータのいずれか一方である、[10]に記載の塗装装置。
[12] 被塗物を塗装する塗装部と、前記被塗物と前記塗装部との少なくとも一方の対象物を往復移動させる移動装置と、前記移動装置の温度または前記移動装置周りの雰囲気の温度の少なくとも一方の温度である装置温度を測定する温度センサと、制御部と、を備え、前記移動装置は、空気の圧力によって前記対象物を往復移動させるエアシリンダと、前記エアシリンダに供給される空気の圧力である空気圧力を調整する調圧部と、前記エアシリンダに供給される空気および前記エアシリンダから排出される空気の少なくとも一方の流量である空気流量を調整する流量調整部と、を有する塗装装置の制御方法であって、
前記制御部は、前記装置温度に基づいて、前記流量調整部によって前記空気流量を調整し、前記調圧部によって前記空気圧力を調整する、塗装装置の制御方法。
[13] 前記制御部が、前記空気流量と相関する前記流量調整部の開度および前記空気圧力の両方と前記対象物を往復移動させる往復動作に要する時間である移動所要時間との関係を定める複数の移動所要時間テーブルに基づいて前記開度および前記空気圧力を調整する第1調整制御を含み、
複数の前記移動所要時間テーブルのそれぞれは、互いに異なる前記装置温度における前記開度および前記空気圧力の両方と前記移動所要時間との関係を定めるテーブルであり、
前記第1調整制御において、前記制御部は、前記温度センサが検知している前記装置温度との差分が最も小さい前記装置温度の前記移動所要時間テーブルを用いて、目標とする前記開度である目標開度および目標とする前記空気圧力である目標空気圧力のそれぞれを、前記往復動作に要する目標時間である移動目標時間に基づいて決定する、[12]に記載の塗装装置の制御方法。
[14] 前記制御部が、前記第1調整制御において設定された前記目標開度および前記目標空気圧力に基づいて前記空気流量および前記空気圧力のそれぞれを調整した際における前記移動所要時間と前記移動目標時間との差分が目標差分時間よりも大きい場合、前記目標開度および前記目標空気圧力のそれぞれをさらに調整する第2調整制御を含む、[13]に記載の塗装装置の制御方法。
【発明の効果】
【0007】
本発明によれば、エアシリンダの温度が変動しても被塗物に形成される塗装膜の厚さを安定させることができる塗装装置および塗装装置の制御方法を提供することができる。
【図面の簡単な説明】
【0008】
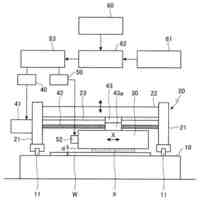
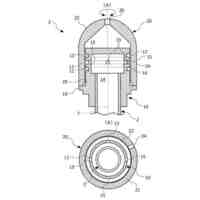
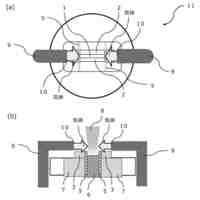
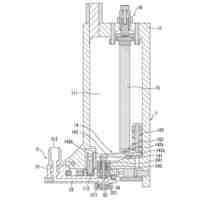
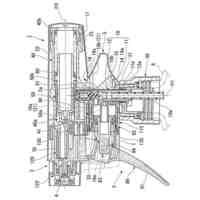
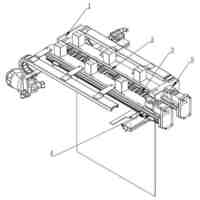
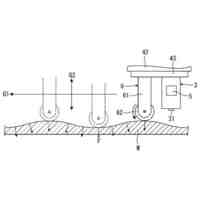
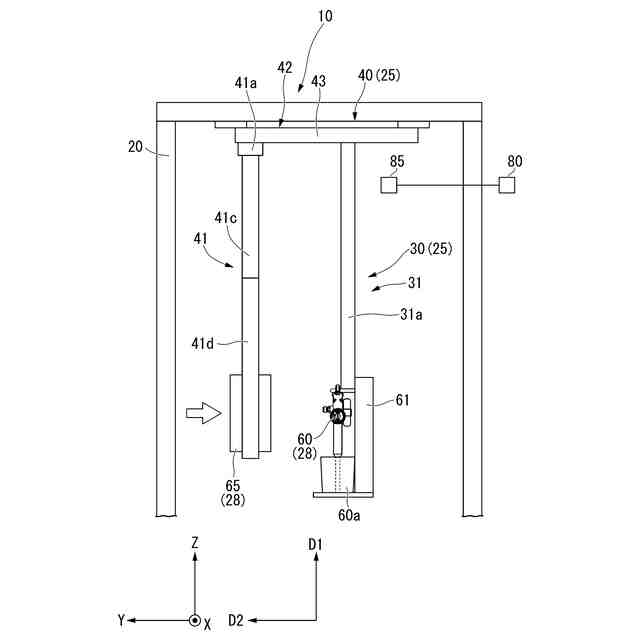
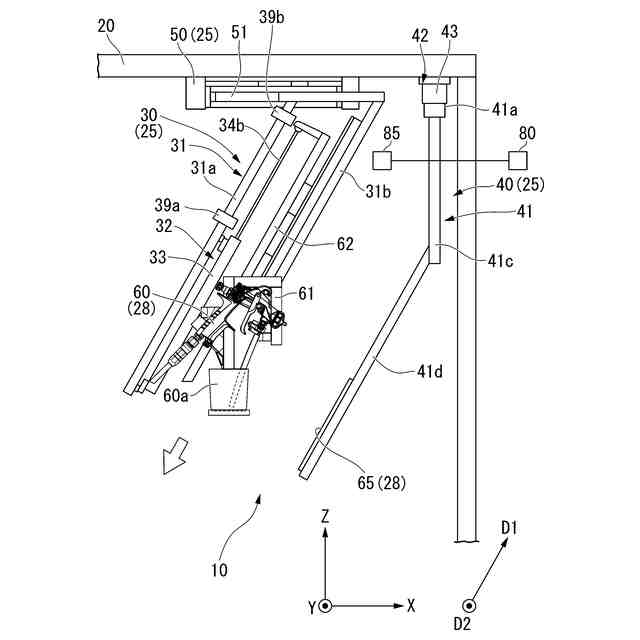
本発明の一実施形態の塗装装置を示す概略断面図
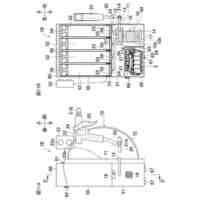
本発明の一実施形態の塗装装置を示す図1と直交する第1の概略断面図
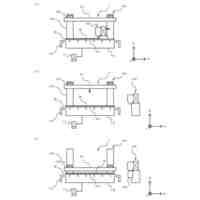
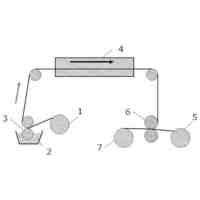
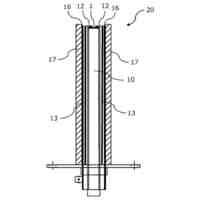
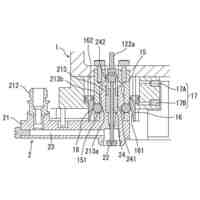
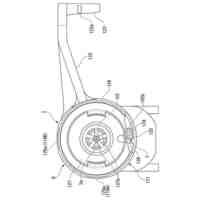
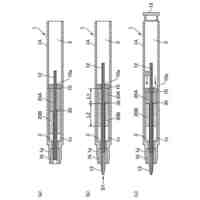
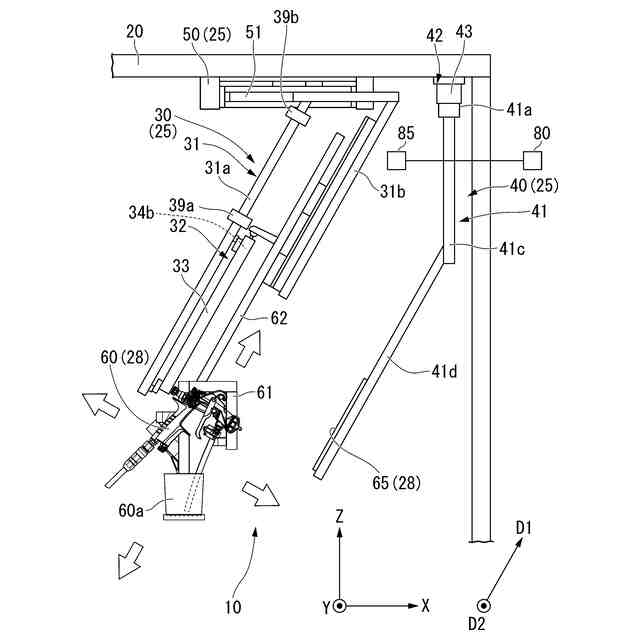
本発明の一実施形態の第1移動装置を示す模式図
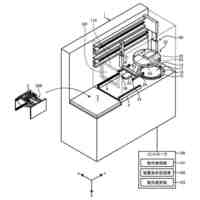
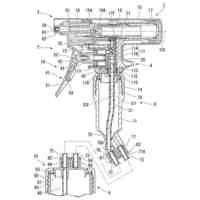
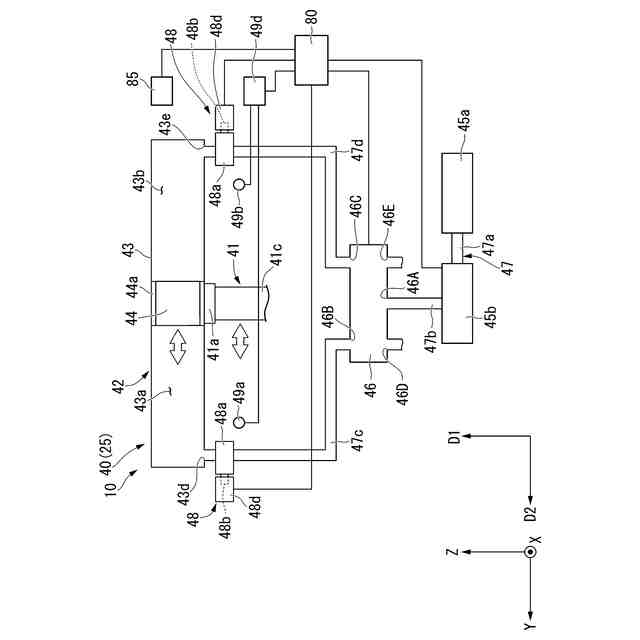
本発明の一実施形態の塗装装置を示す図1と直交する第2の概略断面図
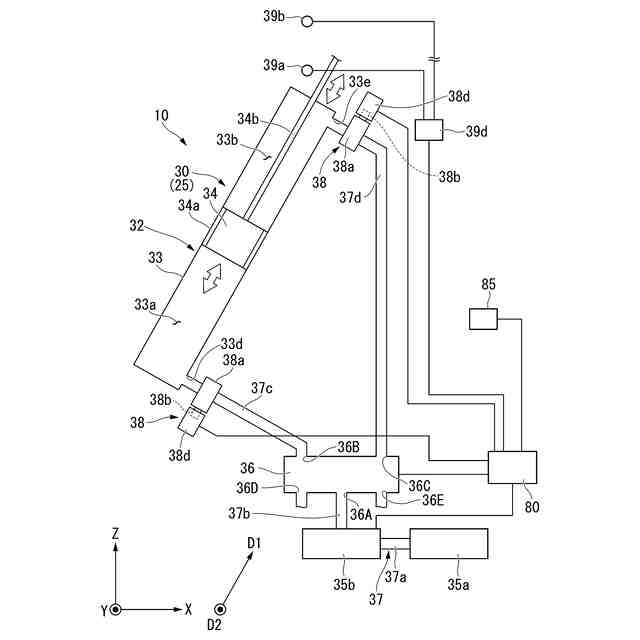
本発明の一実施形態の第2移動装置を示す模式図
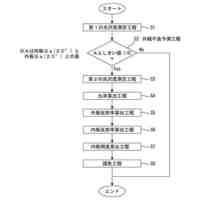
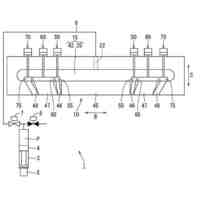
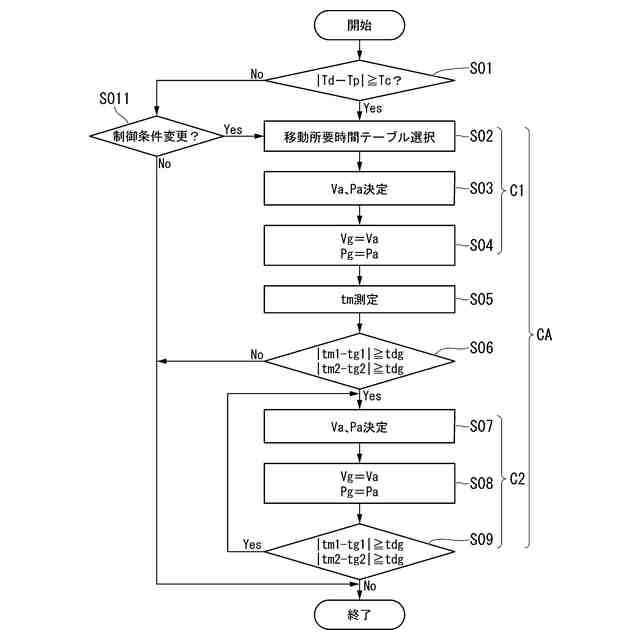
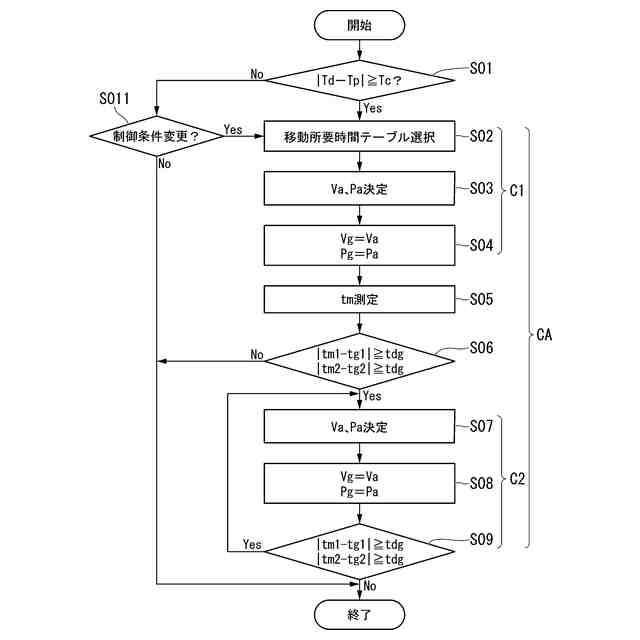
本発明の一実施形態の塗装装置の制御方法を示すフローチャート
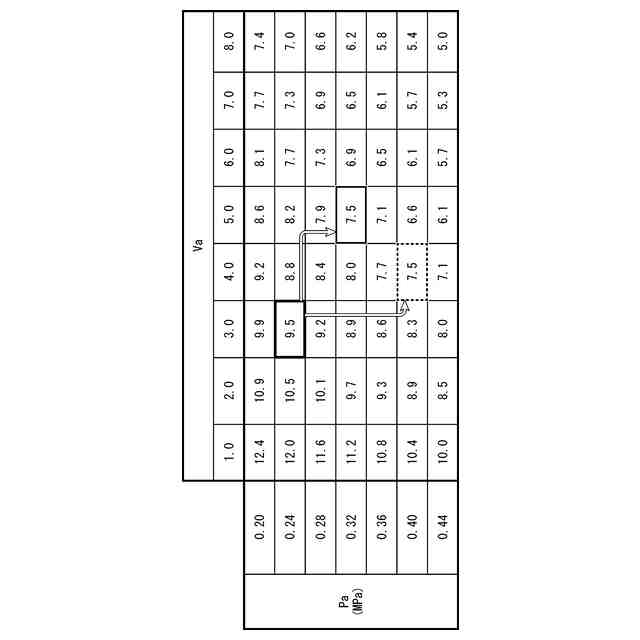
本発明の一実施形態の移動所要時間テーブルの一例を示す図
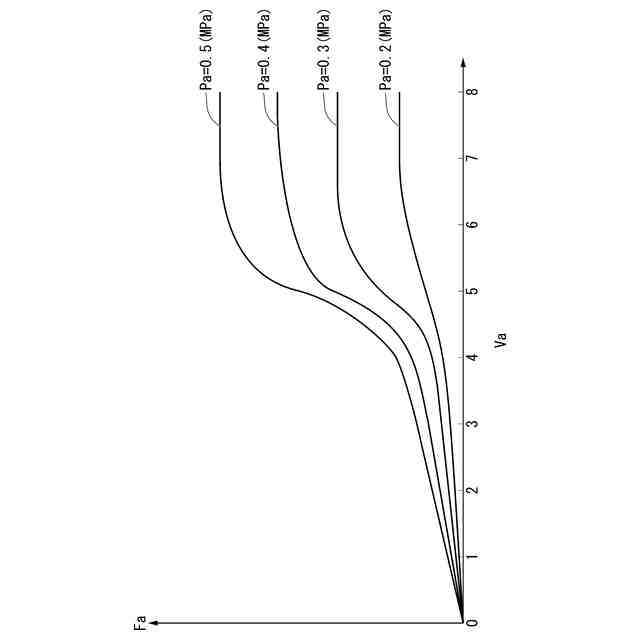
本発明の一実施形態の流量調整値と空気流量との関係を示す図
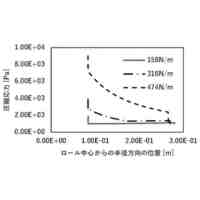
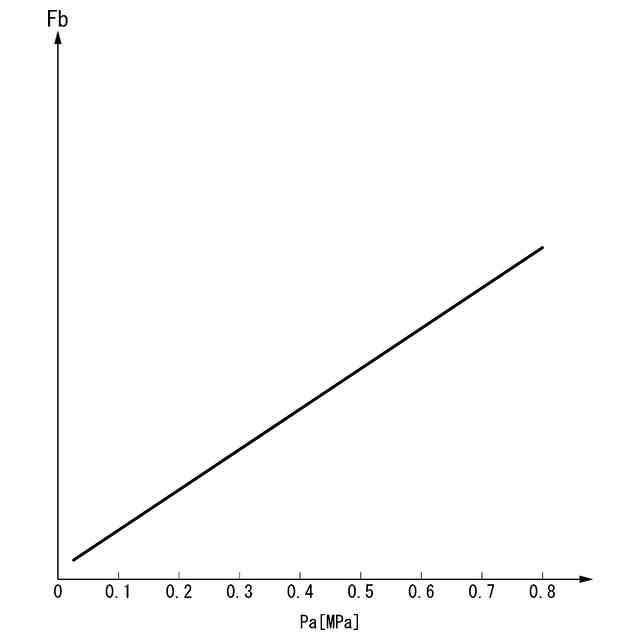
本発明の一実施形態の空気圧力と供給流量との関係を示す図
本発明の一実施形態の移動所要時間テーブルを示す概念図
【発明を実施するための形態】
【0009】
各図面においては、適宜3次元直交座標系としてXYZ座標系を示す。XYZ座標系において、Z軸方向は鉛直方向である。Z軸方向の矢印が向く側(+Z側)は、鉛直方向の上側である。Z軸方向の矢印が向く側と反対側(-Z側)は、鉛直方向の下側である。以下の説明では、鉛直方向の上側を単に「上側」と呼び、鉛直方向の下側を単に「下側」と呼ぶ。
X軸方向は、Z軸方向と直交する方向であって、塗装装置の前後方向である。X軸方向の矢印が向く側(+X側)は、塗装装置の前側である。X軸方向の矢印が向く側と反対側(-X側)は、塗装装置の後側である。以下の説明では、塗装装置の前後方向を単に「前後方向」呼ぶ。また、塗装装置の前側を単に「前側」と呼び、塗装装置の後側を単に「後側」と呼ぶ。
Y軸方向は、Z軸方向およびX軸方向の両方と直交する方向であって、塗装装置の左右方向である。Y軸方向の矢印が向く側(+Y側)は、塗装装置の左側である。Y軸方向の矢印が向く側と反対側(-Y側)は、塗装装置の右側である。以下の説明では、塗装装置の左右方向を単に「左右方向」呼ぶ。また、塗装装置の左側を単に「左側」と呼び、塗装装置の右側を単に「右側」と呼ぶ。
なお、上側、下側、前側、後側、左側、および右側は、単に各部の相対位置関係を説明するための名称であり、実際の配置関係等は、これらの名称で示される配置関係等以外の配置関係等であってもよい。
【0010】
各図面において、第1方向D1は、塗装部が移動する方向である。本実施形態において、第1方向D1は、鉛直方向(Z軸方向)から前後方向(X軸方向)に傾いた方向である。第1方向D1は、鉛直方向と直交する水平方向から傾いた方向を向く。第1方向D1は、鉛直方向を向いていてもよいし、水平方向を向いていてもよい。以下の説明では、第1方向D1の矢印が向く側(+D1側)を「第1方向D1の一方側」と呼び、第1方向D1の矢印が向く側と反対側(-D1側)を「第1方向D1の他方側」と呼ぶ。第1方向D1の一方側は、上側(+Z側)から前側(+X側)に傾いた方向である。第1方向D1の他方側は、下側(-Z側)から後側(-X側)に傾いた方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社マキタ
グリース吐出装置
1か月前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
ヤマホ工業株式会社
液体散布杆
19日前
個人
ホースやノズルの長尺部の挟持具
1か月前
菊水化学工業株式会社
塗装方法
24日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
1か月前
株式会社カーメイト
超音波型ミスト発生装置
16日前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
24日前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
個人
噴射ノズル
12日前
株式会社ディスコ
被覆装置
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
デンカ株式会社
吹付ノズル及び吹付システム
17日前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
株式会社吉野工業所
トリガー式液体噴出器
17日前
株式会社吉野工業所
トリガー式液体噴出器
17日前
ハンファ精密機械株式会社
ディスペンサ
13日前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
ハンファ精密機械株式会社
ディスペンサ
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
いすゞ自動車株式会社
オイル塗布装置
3日前
東京応化工業株式会社
相分離構造を含む構造体の製造方法
13日前
深セン市深逸通電子有限公司
自動塗油の塗油設備及びその使用方法
1か月前
マツダ株式会社
塗膜形成方法及び塗膜形成装置
19日前
株式会社栗本鐵工所
鋳鉄管の管内面塗装方法
1か月前
花王株式会社
噴出装置及び噴出装置本体
1か月前
セイコーエプソン株式会社
印刷方法およびロボットシステム
24日前
ベック株式会社
化粧仕上げ方法
1か月前
株式会社たなか銘産
漆塗膜形成方法、漆製品、および漆製品製造方法
1か月前
株式会社3S
塗布具
1か月前
中外炉工業株式会社
ダイヘッドおよび該ダイヘッドを備える塗工装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ