TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064404
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174152
出願日
2023-10-06
発明の名称
ロータの製造方法及びロータ
出願人
株式会社アイシン
代理人
Knowledge Partners弁理士法人
主分類
H02K
15/02 20250101AFI20250410BHJP(電力の発電,変換,配電)
要約
【課題】ロータシャフトとロータコアの締結力を高めることが可能な技術の提供。
【解決手段】ロータコアの製造方法であって、円筒状のロータシャフトを準備するロータシャフト準備工程と、径方向の外側に凸状となる凸部が周方向に複数形成された軸孔を有するロータコアを準備するロータコア準備工程と、軸孔にロータシャフトを挿入する挿入工程と、凸部に径方向に対向する位置において、ロータシャフトの内周面を、周方向に複数配置された押圧部材で径方向の外側に押圧する押圧工程とを含む。
【選択図】図14
特許請求の範囲
【請求項1】
円筒状のロータシャフトを準備するロータシャフト準備工程と、
径方向の外側に凸状となる凸部が周方向に複数形成された軸孔を有するロータコアを準備するロータコア準備工程と、
前記軸孔に前記ロータシャフトを挿入する挿入工程と、
前記凸部に前記径方向に対向する位置において、前記ロータシャフトの内周面を、前記周方向に複数配置された押圧部材で前記径方向の外側に押圧する押圧工程と
を含む、ロータの製造方法。
続きを表示(約 820 文字)
【請求項2】
前記押圧工程において、前記ロータシャフトの外周面が、前記軸孔において前記周方向に隣接する前記凸部の間の辺部に接触するまで、前記押圧部材が前記ロータシャフトの前記内周面を押圧する、請求項1に記載のロータの製造方法。
【請求項3】
前記押圧工程において、前記ロータシャフトの前記内周面に対する、前記周方向に隣接する前記押圧部材による前記径方向の外側に向けての押圧と、前記ロータシャフトの外周面に対する、前記周方向に隣接する前記押圧部材の間に形成される前記軸孔の前記辺部による径方向内側に向けての押圧とにより、前記ロータシャフトの外周面の前記辺部との接触部の曲率半径が、前記辺部との接触前に比べて、大きくなるように前記ロータシャフトを変形させる、請求項2に記載のロータの製造方法。
【請求項4】
径方向の外側に凸状となる凸部が周方向に複数形成された軸孔を有するロータコアと、
前記ロータコアの前記軸孔に挿入され、前記径方向の外側に凸状となる凸部が、前記ロータコアの前記凸部に対応して複数形成された円筒状のロータシャフトと、
を備え、
前記ロータシャフトにおける肉厚は、前記ロータシャフトの隣接する2つの前記凸部の間の辺部の中央部から前記辺部の端部に向けて小さくなる、ロータ。
【請求項5】
前記ロータシャフトの前記辺部と、前記軸孔における前記周方向に隣接する前記凸部の間の辺部、とが接触している、請求項4に記載のロータ。
【請求項6】
前記ロータシャフトにおける前記肉厚は、前記辺部の前記中央部において最大となる、請求項4に記載のロータ。
【請求項7】
前記ロータシャフトの前記辺部の前記中央部と前記軸孔との締め代は、前記ロータシャフトの前記辺部の前記軸孔との接触部分の端部より大きい、請求項4に記載のロータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法及びロータに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、回転電機用のロータにおいて、ロータシャフトとロータコアの締結は、ハイドロフォーミング法により行われていた。特許文献1には、凸部又は凹部により構成されるコア側係合部を含むロータコアと、シャフトとを、ハイドロフォーミングにより圧接する技術が開示されている。また、特許文献2には、ロータコアの内径側に、中空のロータシャフトが配置された状態で、ロータシャフトの内周面に作動部材を位置させ、作動部材を径方向外側に変位又は変形させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-27799号公報
特開2023-92994号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ハイドロフォーミング法によりロータシャフトを径方向外側に変形させる成型時には、ロータシャフトに一様に引っ張り応力が働くことでロータシャフトの内径が大きくなる(拡径する)。そして、成型後には、スプリングバックにより、内径が小さくなる(縮径する)。このため、締め代を大きくするためには、成形量を大きくする必要がある。ただし、成形量を大きくした場合には、コア応力が高くなり、塑性変形し、所望の締め代が得られない場合がある。
【0005】
本発明は、上記課題に鑑みてなされたもので、ロータシャフトとロータコアの締結力を高めることが可能な技術の提供を目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、ロータの製造方法は、円筒状のロータシャフトを準備するロータシャフト準備工程と、径方向の外側に凸状となる凸部が周方向に複数形成された軸孔を有するロータコアを準備するロータコア準備工程と、前記軸孔に前記ロータシャフトを挿入する挿入工程と、前記凸部に前記径方向に対向する位置において、前記ロータシャフトの内周面を、前記周方向に複数配置された押圧部材で前記径方向の外側に押圧する押圧工程とを含む。
【0007】
すなわち、ロータの製造方法は、ロータコアの凸部に対向する位置において、ロータシャフトの内周面を押圧部材で径方向外側に押圧する。このため、ロータシャフトとロータコアの締結力を高めることができる。
【図面の簡単な説明】
【0008】
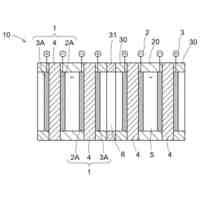
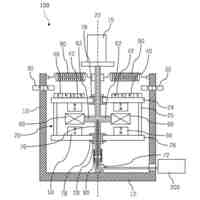
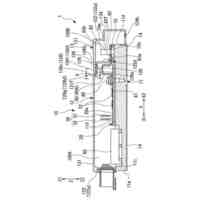
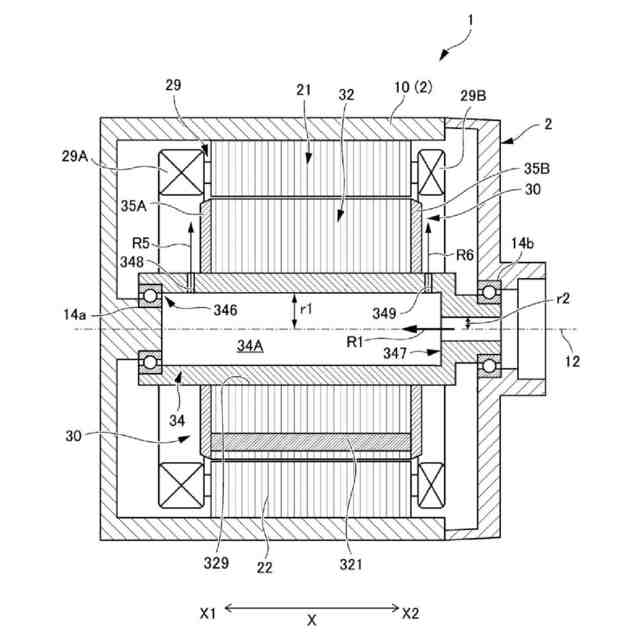
モータの断面構造を示す断面図である。
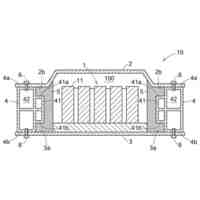
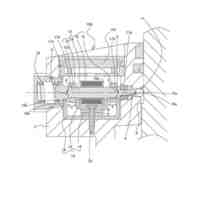
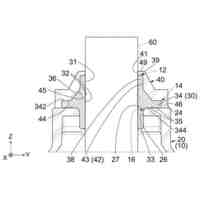
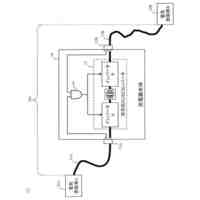
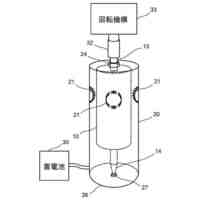
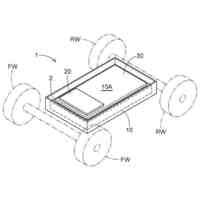
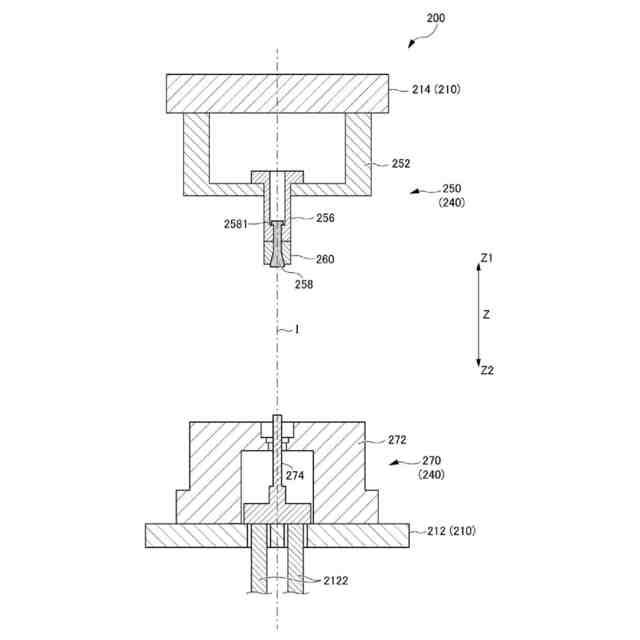
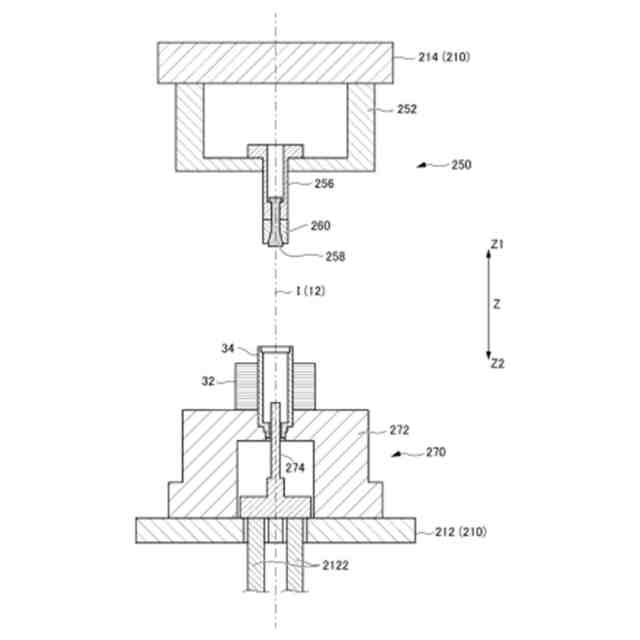
ロータの製造装置を概略的に示す断面図である。
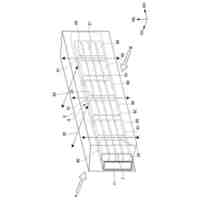
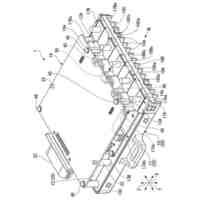
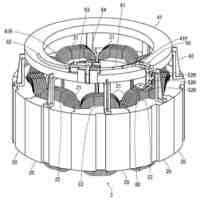
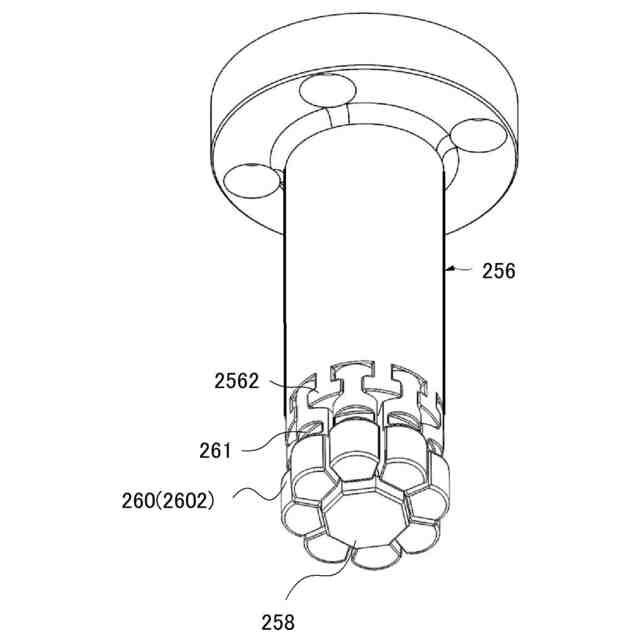
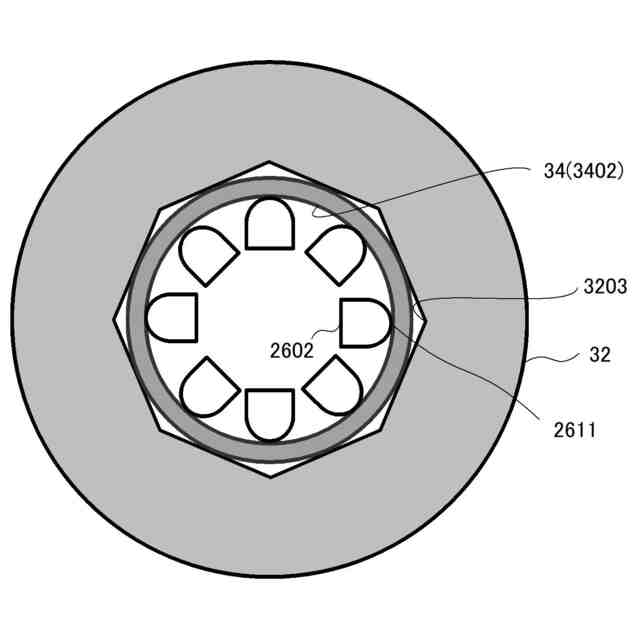
下方から見た加圧成形機構の斜視図である。
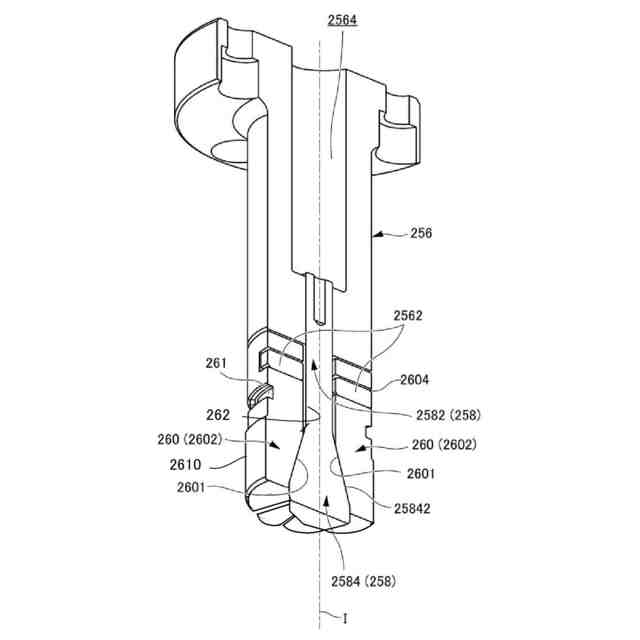
基準軸を通る面で切断した加圧成形機構の断面斜視図である。
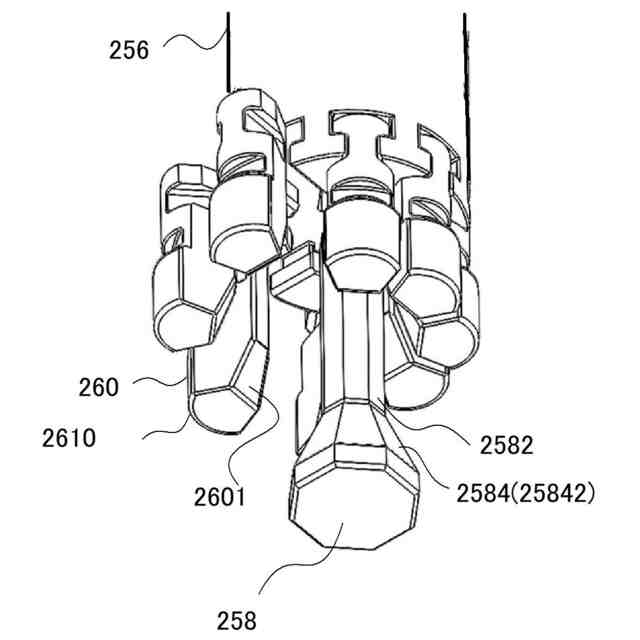
下方から見た加圧成形機構の分解斜視図である。
ロータの製造方法を示すフローチャートである。
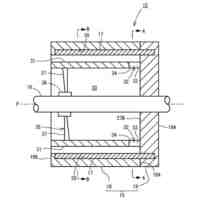
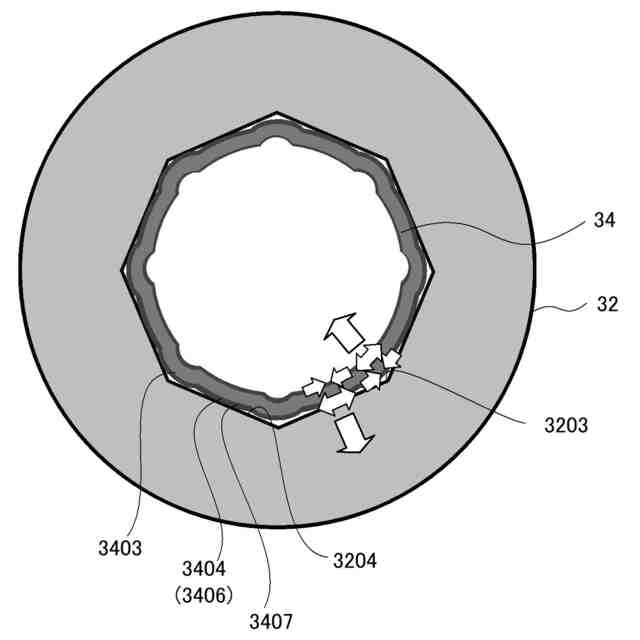
ロータシャフト及びロータコアを軸方向から見た概略断面図である。
ロータシャフト及びロータコアが、製造装置にセットされた状態を示す図である。
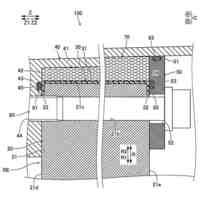
製造装置にセットされたロータシャフト、ロータコア及びカムパンチの概略断面図である。
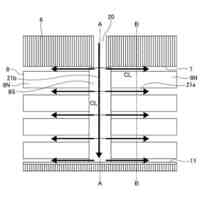
成形加圧領域単位で一体成形する処理の説明図である。
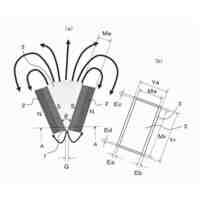
位置決め後の状態を模式的に示す図である。
成形加圧工程におけるカムスライダの状態を示す図である。
成形加工工程が行われた後の、ロータシャフトの状態を模式的に示す図である。
加圧解除工程において加圧が解除された後の、ロータシャフトの状態を模式的に示す図である。
図15A、図15B及び図15Cは、シミュレーションにより得られた、ロータシャフトの肉厚を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら実施形態について説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
【0010】
図1は、モータ1の断面構造を概略的に示す断面図である。図1には、X方向とともに、X方向の一方であるX1側と他方であるX方向X2側とが定義されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
電池
4日前
株式会社アイシン
ドア支持装置
4日前
株式会社アイシン
バッテリケース
4日前
個人
ファスナー式コード束ね
12日前
個人
高電荷低電位電荷搬送体
11日前
株式会社豊田自動織機
回転電機
11日前
未来工業株式会社
ゲージ
11日前
個人
回転電気装置及び発電装置
13日前
株式会社コスメック
自立発電装置
13日前
株式会社アイシン
車両用駆動装置
5日前
株式会社豊田自動織機
回転電機のロータ
12日前
株式会社浅羽製作所
通線用先端誘導具
4日前
株式会社ダイヘン
蓄電池システム
4日前
高周波熱錬株式会社
電源装置
12日前
高周波熱錬株式会社
電源装置
12日前
コーセル株式会社
スイッチング電源装置
11日前
日本航空電子工業株式会社
シール構造体
7日前
ニデック株式会社
ステータ、モータ及びドローン
12日前
株式会社ミツバ
端子ユニット
11日前
矢崎総業株式会社
グロメット
7日前
豊田合成株式会社
太陽光発電給電装置
13日前
株式会社村田製作所
電源装置及びプログラム
13日前
株式会社ミツバ
モータ制御装置
11日前
株式会社ミツバ
モータ制御装置
11日前
株式会社オリジン
充電器
7日前
本田技研工業株式会社
回転電機
11日前
本田技研工業株式会社
回転電機
7日前
個人
同期回転電機
4日前
株式会社ミツバ
モータ制御装置
11日前
株式会社ミツバ
モータ制御装置
11日前
株式会社力電
励磁突入電流の抑制回路システム
12日前
株式会社ゲットクリーンエナジー
コマ式発電機
5日前
株式会社 神崎高級工機製作所
回転電機
4日前
株式会社アイシン
車両用駆動装置
12日前
株式会社アイシン
バッテリケース
13日前
株式会社豊田自動織機
充電器
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ