TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025047756
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2023156440
出願日
2023-09-21
発明の名称
ホルダ、切削工具及び切削加工物の製造方法
出願人
京セラ株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B23B
27/00 20060101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】耐久性の高いホルダが求められている。
【解決手段】ホルダの防振部材は、軸部材と、軸部材が挿入された筒形状の錘と、軸部材及び錘が固定された第1蓋及び第2蓋と、を有する。錘は、軸部材が挿入された筒形状の第1錘部材と、軸部材及び第1錘部材が挿入された筒形状の第2錘部材と、第1錘部材及び第2錘部材の間に位置しており、先端の側から後端の側にかけて延在する減衰体と、を有する。
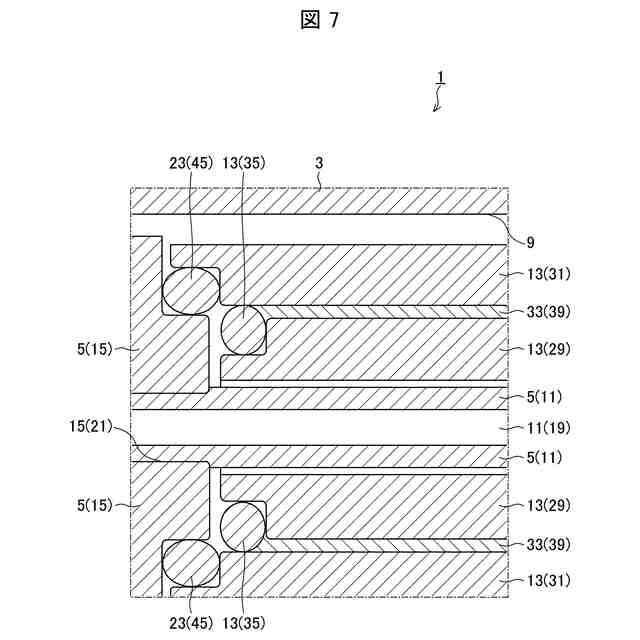
【選択図】図7
特許請求の範囲
【請求項1】
中心軸に沿って先端から後端にかけて延びた形状であって、
前記先端の側に位置して、切削インサートを取り付け可能なポケットと、
前記ポケットよりも前記後端の近くに位置して、前記中心軸に沿って延びた空洞と、を有する本体と、
前記空洞の内部に位置する防振部材と、を有し、
前記防振部材は、
前記中心軸に沿って延びた軸部材と、
前記中心軸に沿って延び、前記軸部材が挿入された筒形状の錘と、
前記先端の側において前記軸部材及び前記錘が固定された第1蓋と、
前記後端の側において前記軸部材及び前記錘が固定された第2蓋と、を有し、
前記錘は、
前記軸部材が挿入された筒形状の第1錘部材と、
前記軸部材及び前記第1錘部材が挿入された筒形状の第2錘部材と、
前記第1錘部材及び前記第2錘部材の間に位置しており、前記先端の側から前記後端の側にかけて延在する減衰体と、を有する、ホルダ。
続きを表示(約 830 文字)
【請求項2】
前記錘は、
前記減衰体よりも前記先端の側において前記第1錘部材及び前記第2錘部材に挟まれた環状の第1弾性部材と、
前記減衰体よりも前記後端の側において前記第1錘部材及び前記第2錘部材に挟まれた環状の第2弾性部材と、をさらに有する、請求項1に記載のホルダ。
【請求項3】
前記減衰体は、筒形状の第3弾性部材である、請求項2に記載のホルダ。
【請求項4】
前記第3弾性部材の弾性率が、前記第1弾性部材の弾性率よりも小さく、かつ、前記第2弾性部材の弾性率よりも小さい、請求項3に記載のホルダ。
【請求項5】
前記減衰体は、前記第1錘部材、前記第2錘部材、前記第1弾性部材及び前記第2弾性部材で囲まれた空間に充填された液体である、請求項2に記載のホルダ。
【請求項6】
前記防振部材は、
前記第1錘部材及び前記第1蓋に挟まれた環状の第4弾性部材と、
前記第1錘部材及び前記第2蓋に挟まれた環状の第5弾性部材と、
を有する、請求項1に記載のホルダ。
【請求項7】
前記第2錘部材と、前記第1蓋及び前記第2蓋と、の間には隙間が設けられている、請求項6に記載のホルダ。
【請求項8】
前記防振部材は、
前記第2錘部材及び前記第1蓋に挟まれた環状の第6弾性部材と、
前記第2錘部材及び前記第2蓋に挟まれた環状の第7弾性部材と、
を有する、請求項1に記載のホルダ。
【請求項9】
前記第2錘部材と、前記第1蓋及び前記第2蓋と、の間には隙間が設けられている、請求項8に記載のホルダ。
【請求項10】
請求項1~9のいずれか1つに記載のホルダと、
前記ホルダにおける前記ポケットに位置する切削インサートと、を有する切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ホルダ、切削工具及び切削加工物の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1に示すように、従来から防振機構を備えたホルダが種々提案されている。特許文献1には、円筒状の中空部を有する本体と、中空部に配置された、クーラントパイプ、軸部材及び筒部材と、を有する。軸部材及び筒部材が振動の減衰部材として機能する。クーラントパイプ、軸部材及び筒部材は、同軸芯状に配置されており、各部材は、弾性シール材によって固定されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-007677号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のホルダにおいては、軸部材及び筒部材が弾性シール材のみによって固定されている。そのため、弾性シール材への負荷が大きく、弾性シール材が劣化しやすことから、ホルダの耐久性が低下するおそれがあった。本開示の課題の1つは、耐久性が高いホルダを提供することである。
【課題を解決するための手段】
【0005】
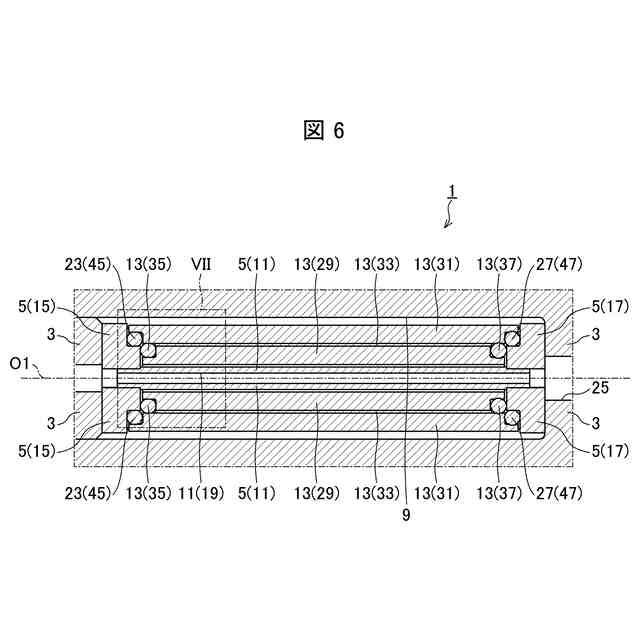
本開示の限定されない一例のホルダは、中心軸に沿って先端から後端にかけて延びた形状であって、前記先端の側に位置して、切削インサートを取り付け可能なポケットと、前記ポケットよりも前記後端の近くに位置して、前記中心軸に沿って延びた空洞と、を有する本体と、前記空洞の内部に位置する防振部材と、を有し、前記防振部材は、前記中心軸に沿って延びた軸部材と、前記中心軸に沿って延び、前記軸部材が挿入された筒形状の錘と、前記先端の側において前記軸部材及び前記錘が固定された第1蓋と、前記後端の側において前記軸部材及び前記錘が固定された第2蓋と、を有し、前記錘は、前記軸部材が挿入された筒形状の第1錘部材と、前記軸部材及び前記第1錘部材が挿入された筒形状の第2錘部材と、前記第1錘部材及び前記第2錘部材の間に位置しており、前記先端の側から前記後端の側にかけて延在する減衰体と、を有する。
【発明の効果】
【0006】
本開示の限定されない一例のホルダは、耐久性が高い。
【図面の簡単な説明】
【0007】
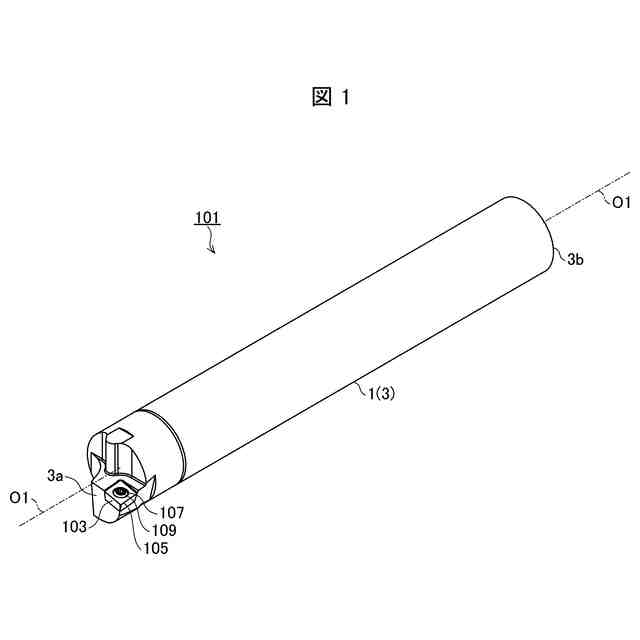
本開示の限定されない実施形態の切削工具を示す斜視図である。
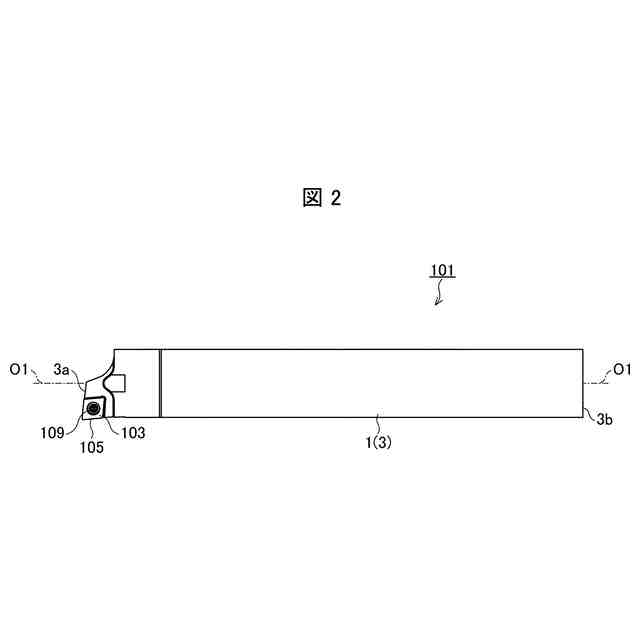
図1に示す切削工具の側面図である。
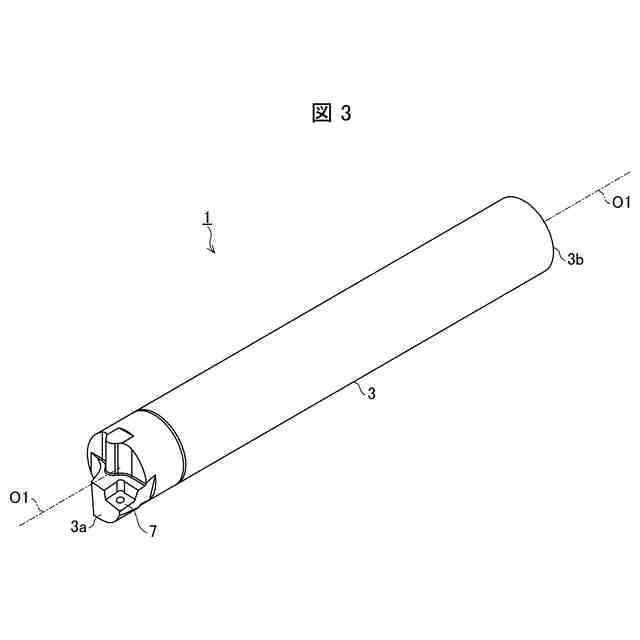
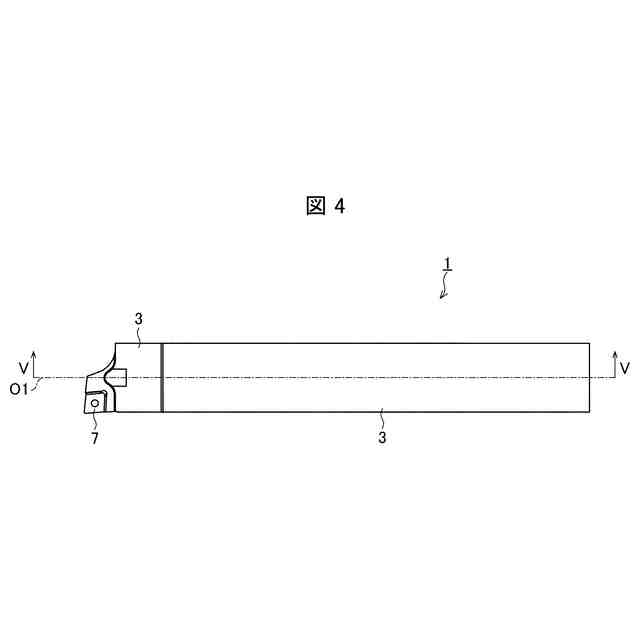
図1に示す切削工具におけるホルダの斜視図である。
図3に示すホルダの側面図である。
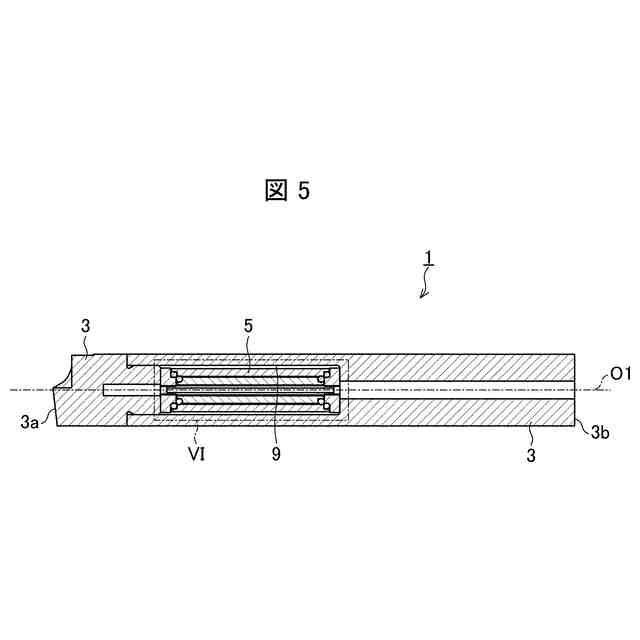
図4に示すホルダにおけるV断面図である。
図5に示すホルダにおける領域VIを拡大した断面図である。
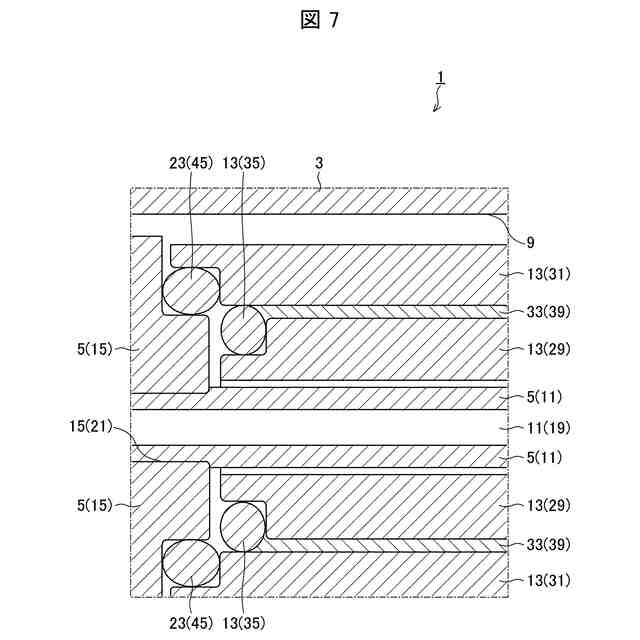
図6に示すホルダにおける領域VIIを拡大した断面図である。
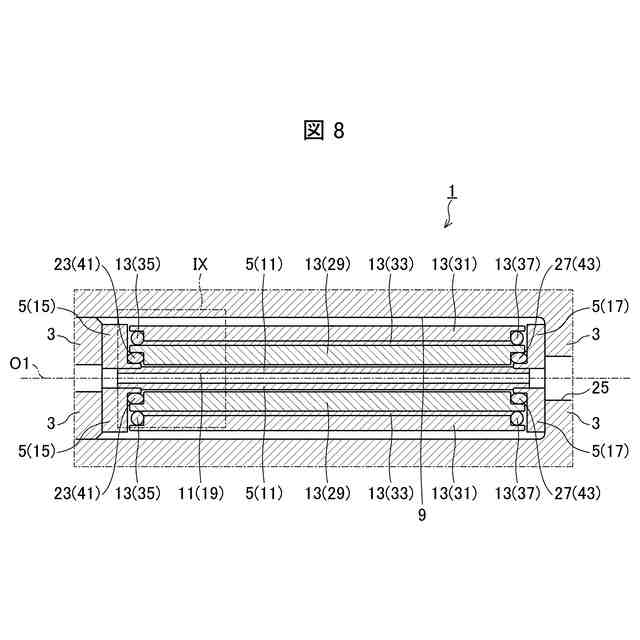
本開示の限定されない実施形態におけるホルダであって、図6に相当する断面図である。
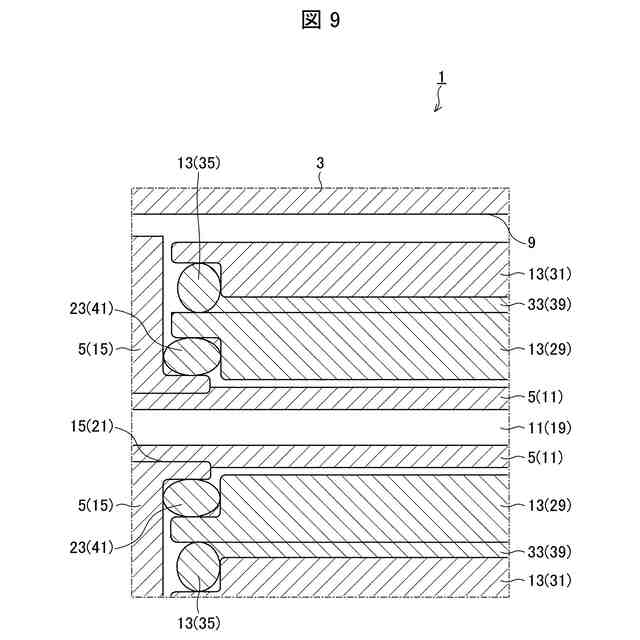
図8に示すホルダにおける領域IXを拡大した断面図である。
図3に示すホルダにおける防振部材の斜視図である。
図10に示す防振部材の部分断面図である。
図10に示す防振部材の分解斜視図である。
図10に示す防振部材を先端の側から見た正面図である。
図13に示す防振部材をA1方向から見た側面図である。
図13に示す防振部材におけるXIV断面図である。
本開示の限定されない実施形態の切削加工物の製造方法における一工程を示す概略図である。
本開示の限定されない実施形態の切削加工物の製造方法における一工程を示す概略図である。
本開示の限定されない実施形態の切削加工物の製造方法における一工程を示す概略図である。
【発明を実施するための形態】
【0008】
<ホルダ>
以下、本開示の限定されない複数の実施形態のホルダ1について、図面を用いてそれぞれ詳細に説明する。但し、以下で参照する各図は、説明の便宜上、各実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、ホルダ1は、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び寸法比率などを忠実に表したものではない。これらの点は、後述する切削工具101及び切削加工物の製造方法においても同じである。
【0009】
切削加工物を製造するための被削材の切削加工において切削工具101が用いられる。図1は、本開示の限定されない実施形態の切削工具101を示す斜視図である。図2は、図1に示す切削工具101の側面図である。切削工具101は、図1及び図2に示す限定されない一例のように、一般的に切削インサート103(以下、単に「インサート103」ともいう。)及びホルダ1を有する。インサート103は、被削材に接触して被削材を切削する機能を有し得る。ホルダ1はインサート103を保持するために用いることが可能である。
【0010】
図3は、図1に示す切削工具101におけるホルダ1の斜視図である。図4は、図3に示すホルダ1の側面図である。図5は、図4に示すホルダ1におけるV断面図である。ホルダ1は、本体3及び防振部材5を有してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
22日前
個人
加工機
16日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
9日前
株式会社不二越
ドリル
15日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
15日前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
15日前
株式会社トヨコー
被膜除去方法
3日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
2日前
村田機械株式会社
レーザ加工機
2日前
株式会社FUJI
チャック装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
超硬合金製ドリル
28日前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
17日前
株式会社不二越
スカイビングカッタ
1か月前
オーエスジー株式会社
ドリル
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
株式会社ダイヘン
溶接システム
15日前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ