TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043513
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150827
出願日
2023-09-19
発明の名称
回転電機のステータの製造方法
出願人
株式会社明電舎
代理人
個人
,
個人
,
個人
,
個人
主分類
H02K
15/085 20060101AFI20250325BHJP(電力の発電,変換,配電)
要約
【課題】平角線のコイルを用いたステータの組立作業を簡素化できる回転電機のステータの製造方法を提供する。
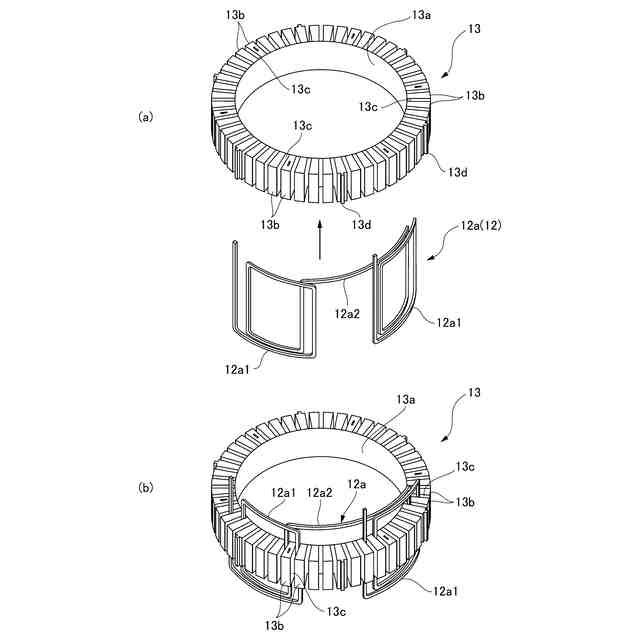
【解決手段】回転電機のステータの製造方法であり、ステータは、筒状体の外周側に複数のティース部が放射状に配置された第1ステータコアと、ティース部の外周側端部と内周が当接する環状の第2ステータコアと、を備える。第1工程では、平角線をループ状に屈曲して形成されたコイル部を有するコイルセグメントが、平角線がティース部間に配置されるように第1ステータコアの外周側から径方向に挿入される。第2工程では、コイルセグメントが挿入された後の第1ステータコアの外周に、第2ステータコアが軸方向から挿入され、第1ステータコアと第2ステータコアが結合される。
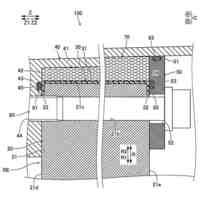
【選択図】図2
特許請求の範囲
【請求項1】
回転電機のステータの製造方法であって、
前記ステータは、筒状体の外周側に複数のティース部が放射状に配置された第1ステータコアと、前記ティース部の外周側端部と内周が当接する環状の第2ステータコアと、を備え、
平角線をループ状に屈曲して形成されたコイル部を有するコイルセグメントを、前記平角線が前記ティース部間に配置されるように前記第1ステータコアの外周側から径方向に挿入する第1工程と、
前記コイルセグメントが挿入された後の前記第1ステータコアの外周に、前記第2ステータコアを軸方向から挿入し、前記第1ステータコアと前記第2ステータコアを結合させる第2工程と、を含む
ステータの製造方法。
続きを表示(約 280 文字)
【請求項2】
前記コイルセグメントは、1本の平角線で形成され、周方向に間隔をあけて配置されるとともに渡り部で接続された複数の前記コイル部を有する
請求項1に記載のステータの製造方法。
【請求項3】
前記回転電機は、前記ステータの内周側に配置されるロータを有し、
前記コイル部は、前記径方向に前記筒状体を隔てて前記ロータに臨む
請求項1に記載のステータの製造方法。
【請求項4】
前記筒状体の径方向の幅は、前記第2ステータコアの径方向幅よりも小さい
請求項1に記載のステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のステータの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、ステータコアを径方向に分割し、ティースを有する内径部の外周側に環状の外径部を取り付ける構造のステータが種々提案されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-126984号公報
特開2021-136717号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
スロット内のコイル占積率を向上させる観点から、ステータに平角線のコイルが適用される場合がある。平角線のコイルを適用したステータの製造では、ティースに形成される鍔部との干渉を避けるため、例えば、ステータの軸方向からU字状のコイル部品がスロットに挿入される。そして、スロットの挿入後にコイル部品が溶接され、さらに溶接で接続されたコイルに対して粉体塗装などの後処理が順次行われる。そのため、ステータの組立作業が煩雑である点で改善の余地があった。
【0005】
本発明は、上記の状況に鑑みてなされたものであって、平角線のコイルを用いたステータの組立作業を簡素化できる回転電機のステータの製造方法を提供する。
【課題を解決するための手段】
【0006】
一態様は、回転電機のステータの製造方法であり、ステータは、筒状体の外周側に複数のティース部が放射状に配置された第1ステータコアと、ティース部の外周側端部と内周が当接する環状の第2ステータコアと、を備える。第1工程では、平角線をループ状に屈曲して形成されたコイル部を有するコイルセグメントが、平角線がティース部間に配置されるように第1ステータコアの外周側から径方向に挿入される。第2工程では、コイルセグメントが挿入された後の第1ステータコアの外周に、第2ステータコアが軸方向から挿入され、第1ステータコアと第2ステータコアが結合される。
【0007】
上記のステータの製造方法において、コイルセグメントは、1本の平角線で形成され、周方向に間隔をあけて配置されるとともに渡り部で接続された複数のコイル部を有していてもよい。
上記のステータの製造方法において、回転電機は、ステータの内周側に配置されるロータを有してもよく、コイル部は、径方向に筒状体を隔ててロータに臨んでもよい。
上記のステータの製造方法において、筒状体の径方向の幅は、第2ステータコアの径方向幅よりも小さくてもよい。
【発明の効果】
【0008】
一態様によれば、平角線のコイルを用いたステータの組立作業を簡素化できる回転電機のステータの製造方法を提供できる。
【図面の簡単な説明】
【0009】
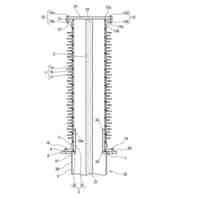
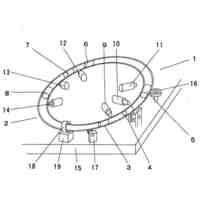
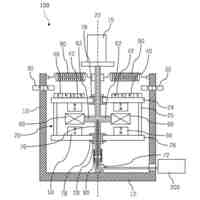
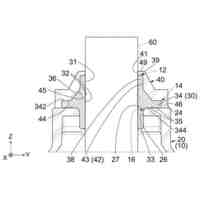
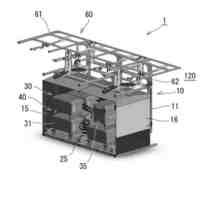
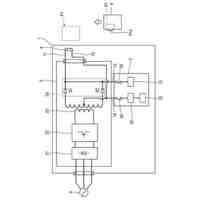
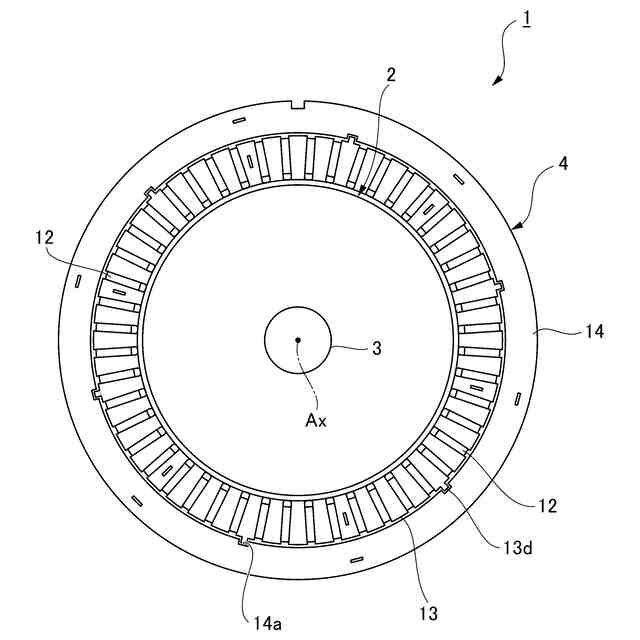
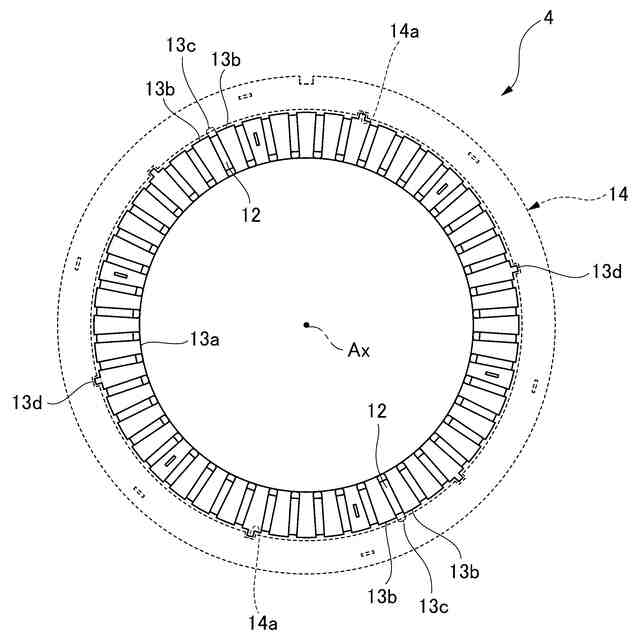
本実施形態における回転電機の一例を示す図である。
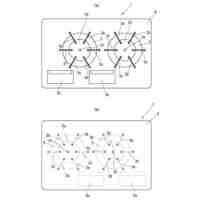
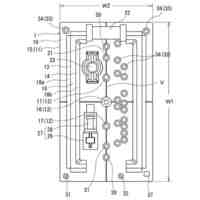
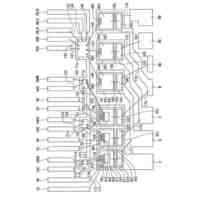
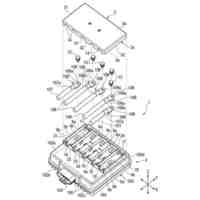
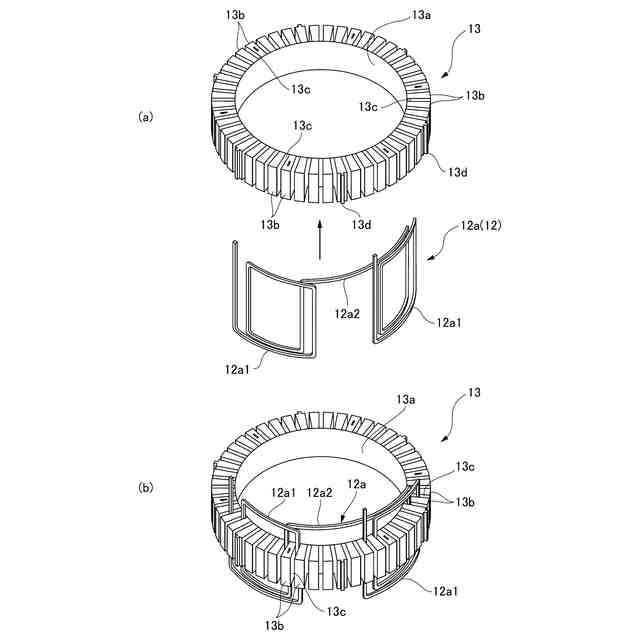
第1ステータコアへコイルセグメントを配置する工程を示す図である。
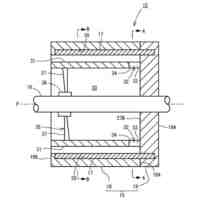
第1ステータコアと第2ステータコアを結合する工程を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照して説明する。
実施形態では説明を分かり易くするため、本発明の主要部以外の構造や要素については、簡略化または省略して説明する。また、図面において、同じ要素には同じ符号を付す。なお、図面に示す各要素の形状、寸法などは模式的に示したもので、実際の形状、寸法などを示すものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社明電舎
無人搬送車
17日前
株式会社明電舎
電力変換装置
17日前
株式会社明電舎
電力変換装置
25日前
株式会社明電舎
トランス構造、ゲート駆動回路
17日前
株式会社明電舎
ブッシング構造および電気機器
25日前
株式会社明電舎
車両冷却装置、車両冷却装置用ダクト
18日前
株式会社明電舎
監視装置、監視方法及び監視プログラム
25日前
株式会社明電舎
ワイヤーロープ検査装置および検査方法
25日前
株式会社明電舎
モジュラー・マルチレベル・カスケード変換器およびその制御方法
25日前
個人
発電機
3日前
個人
ファスナー式コード束ね
18日前
個人
高電荷低電位電荷搬送体
17日前
株式会社豊田自動織機
回転電機
17日前
未来工業株式会社
ゲージ
17日前
個人
回転電気装置及び発電装置
19日前
株式会社アイシン
車両用駆動装置
11日前
株式会社豊田自動織機
回転電機のロータ
18日前
株式会社コスメック
自立発電装置
19日前
富士電機株式会社
半導体装置
3日前
株式会社シマノ
電力供給装置
4日前
トヨタ自動車株式会社
蓄電池制御装置
5日前
株式会社ダイヘン
電力システム
5日前
株式会社浅羽製作所
通線用先端誘導具
10日前
高周波熱錬株式会社
電源装置
18日前
日本航空電子工業株式会社
シール構造体
13日前
株式会社ダイヘン
蓄電池システム
10日前
コーセル株式会社
スイッチング電源装置
17日前
高周波熱錬株式会社
電源装置
18日前
GX株式会社
可搬式太陽光発電用電源装置
3日前
トヨタ自動車株式会社
充電制御装置
3日前
キヤノン株式会社
電源装置、画像形成装置
4日前
矢崎総業株式会社
グロメット
13日前
ニデック株式会社
ステータ、モータ及びドローン
18日前
株式会社ミツバ
端子ユニット
17日前
シンフォニアテクノロジー株式会社
充電装置
4日前
株式会社ミツバ
モータ制御装置
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ