TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042545
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149637
出願日
2023-09-14
発明の名称
シール体および金型
出願人
西川ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B60J
10/21 20160101AFI20250319BHJP(車両一般)
要約
【課題】型成形部を成形する際、成形材料の漏れを抑えつつ、キャビティへの押出成形部の挿入、および、型成形後の押出成形部の脱型が容易なシール体を提供する。
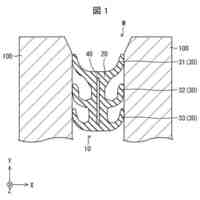
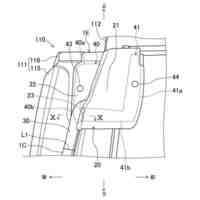
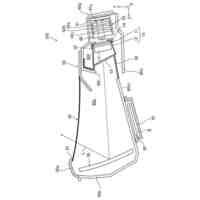
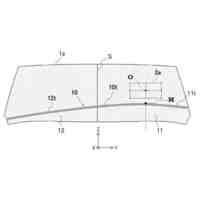
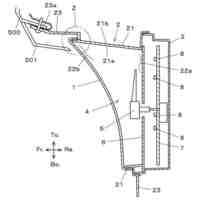
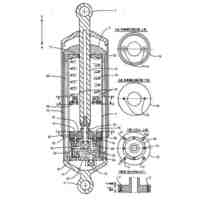
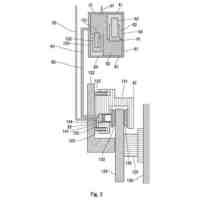
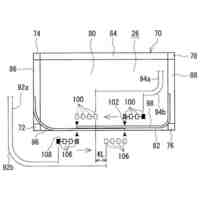
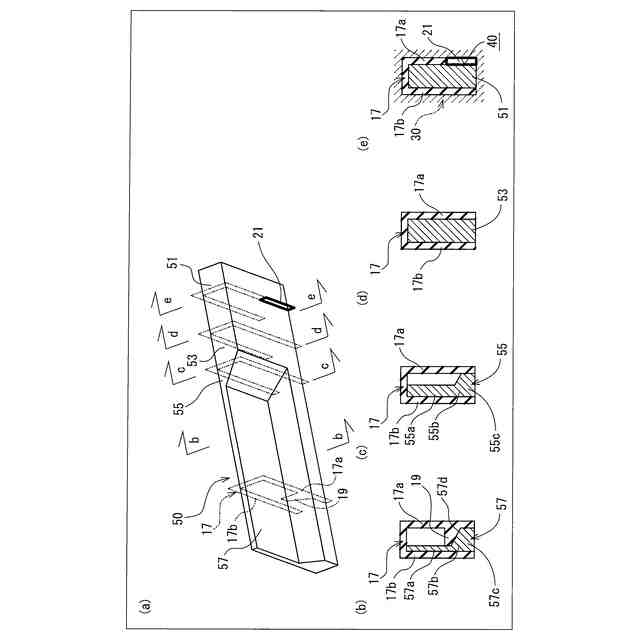
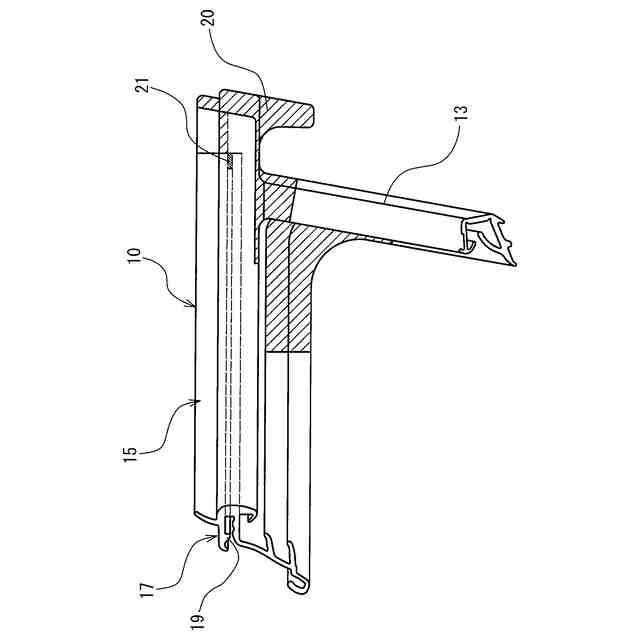
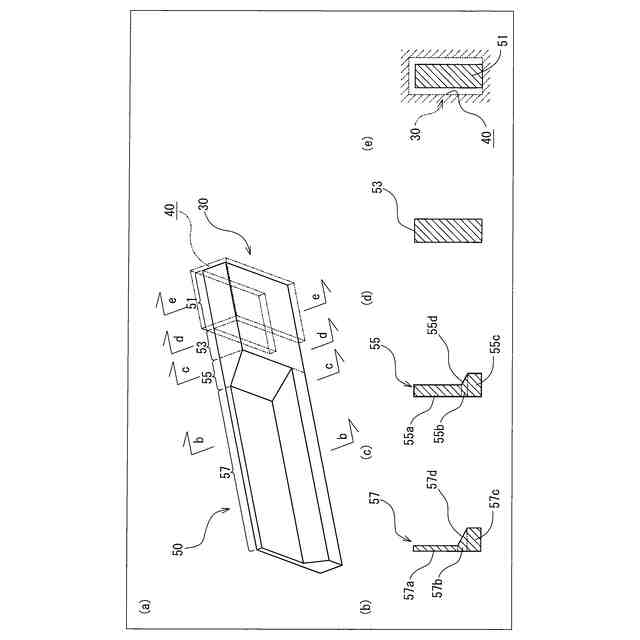
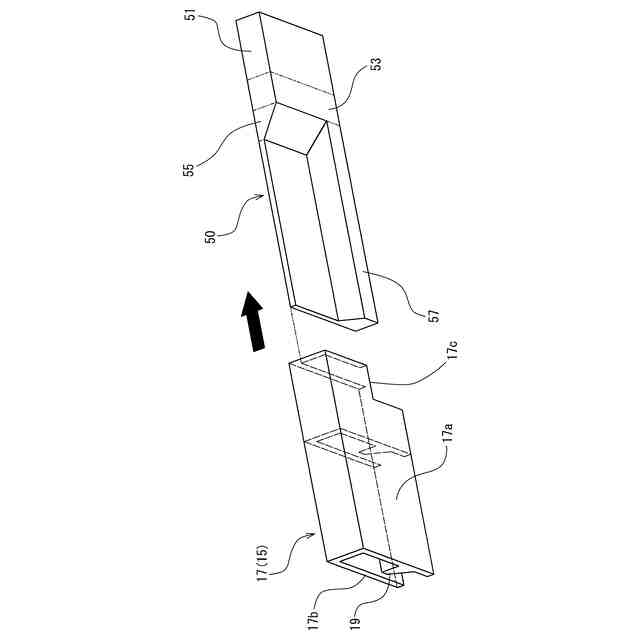
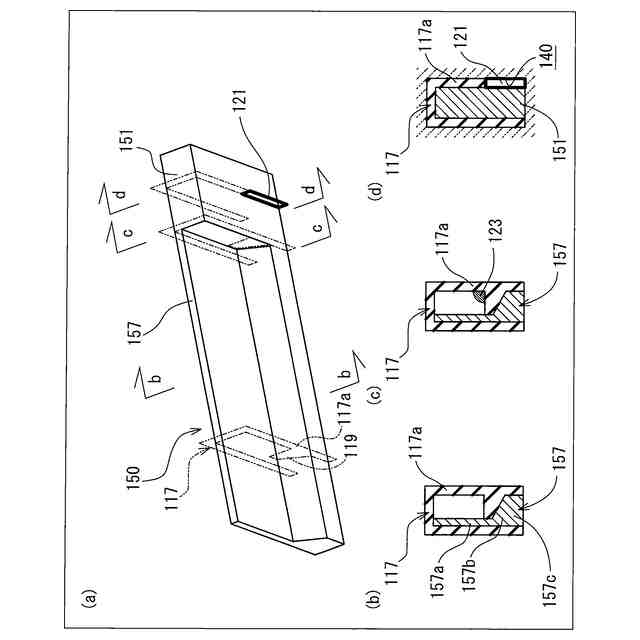
【解決手段】押出成形部であるグラスラン上辺部15と型成形部であるコーナー部20とを有するグラスラン10である。グラスラン上辺部15は、突起部19が設けられた取付部17を有している。コーナー部20は、グラスラン上辺部15を保持する長尺の保持型50の長手方向に沿ってグラスラン上辺部15を差し込むことで密閉されるキャビティ40に成形材料を注入して成形される。保持型50は、キャビティ40外で取付部17内を埋める第2保持部53と、反キャビティ側へ向かって徐々に断面が小さくなるガイド部55と、を有するものである。グラスラン上辺部15における、第2保持部53およびガイド部55に対応する区間には、突起部19が設けられていない。
【選択図】図6
特許請求の範囲
【請求項1】
押出成形部と型成形部とを備える、車両のドア周りのシール体であって、
上記押出成形部は、コ字状の対向する辺から対向方向に突出する突起部が設けられた断面コ字状の取付部を有し、
上記型成形部は、上記取付部に嵌るように上記押出成形部を保持する長尺の保持型と、キャビティと、を有する金型を用いて、当該保持型の長手方向に沿って当該押出成形部を差し込むことによって密閉される当該キャビティに成形材料を注入することで、少なくとも一部が当該取付部と連続するように成形され、
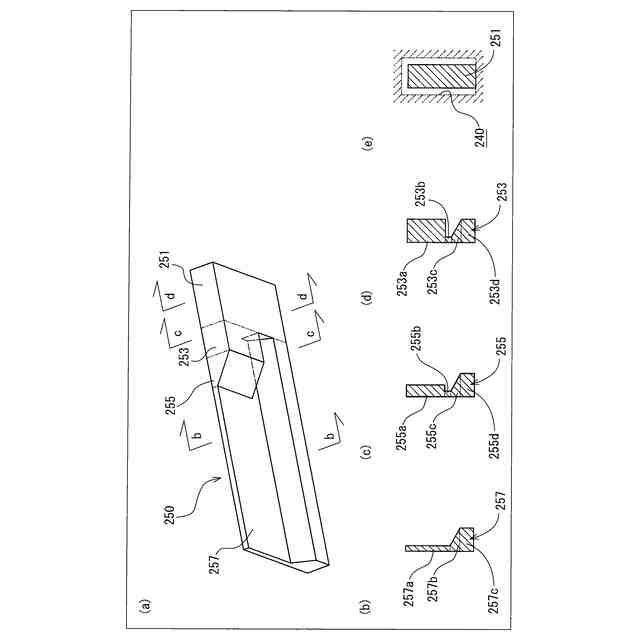
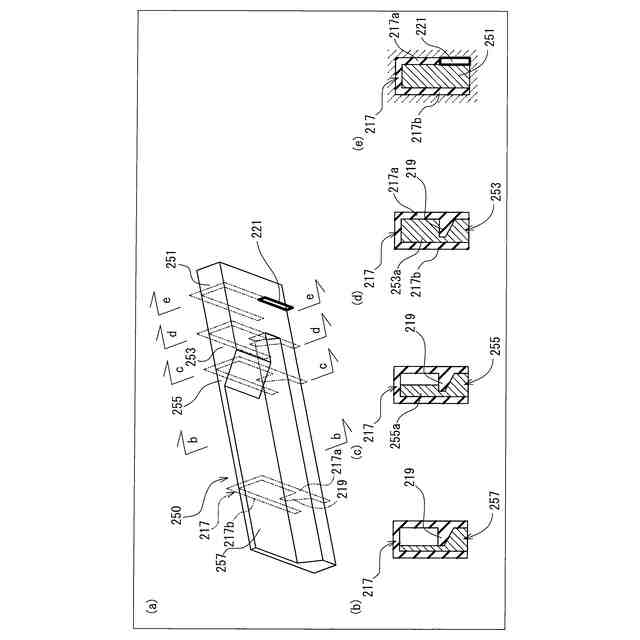
上記保持型は、上記キャビティ内で上記取付部内を埋めて当該取付部の断面形状を保持する第1保持部と、当該第1保持部と長手方向に連続し、当該キャビティ外で当該取付部内を埋める第2保持部と、当該第2保持部と長手方向に連続し、反キャビティ側へ向かって徐々に断面が小さくなるガイド部と、を有するものであり、
上記押出成形部における、上記第2保持部およびガイド部に対応する区間には、上記突起部が設けられていないことを特徴とするシール体。
続きを表示(約 740 文字)
【請求項2】
上記請求項1に記載のシール体において、
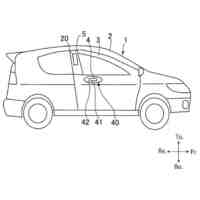
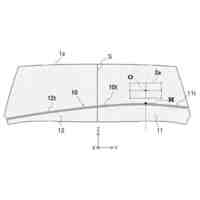
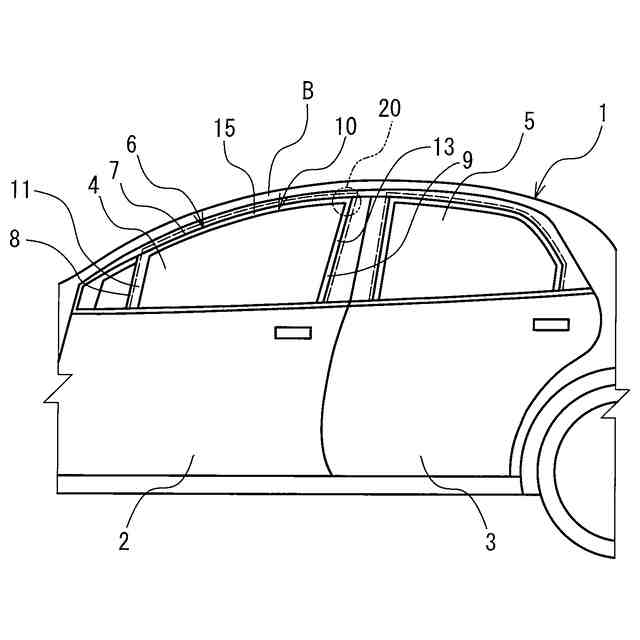
上記押出成形部は、車両のウィンドフレームのフレーム上辺部に装着されるグラスラン上辺部であり、
上記型成形部は、上記グラスラン上辺部の後端部と接続されるコーナー部であり、
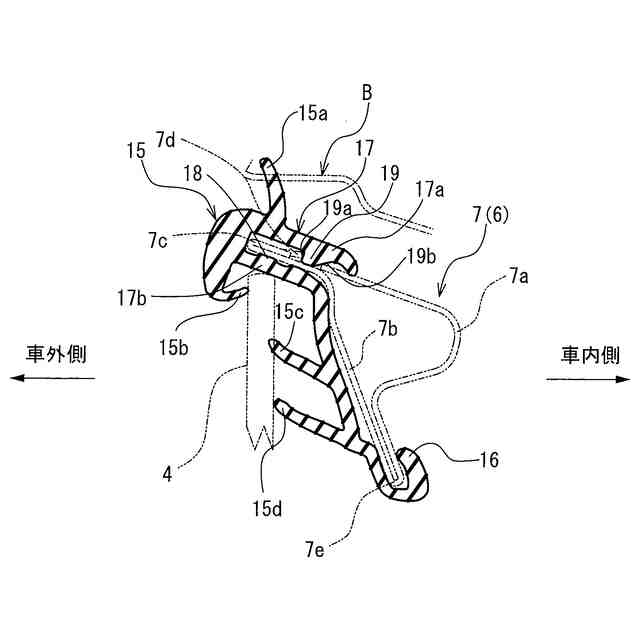
上記取付部は、上記フレーム上辺部から車外側に突出する被取付部を挟むように取り付けられるものであり、
上記突起部は、上記被取付部を挟む方向に突出し、当該被取付部の長手方向に間欠的に設けられる引掛け部に引っ掛かるものであることを特徴とするシール体。
【請求項3】
上記請求項2に記載のシール体において、
上記第2保持部およびガイド部に対応する区間の区間長が、10mm以下であることを特徴とするシール体。
【請求項4】
車両のドア周りのシール体における、断面コ字状の取付部を有する押出成形部と接続される型成形部を成形するための金型であって、
上記取付部に嵌るように上記押出成形部を保持する長尺の保持型と、キャビティと、を備え、
上記型成形部は、上記保持型の長手方向に沿って上記押出成形部を差し込むことによって密閉される上記キャビティに成形材料を注入することで、少なくとも一部が上記取付部と連続するように成形されるものであり、
上記保持型は、上記キャビティ内で上記取付部内を埋めて当該取付部の断面形状を保持する断面矩形状の第1保持部と、当該第1保持部と長手方向に連続し、当該キャビティ外で当該取付部内を埋める断面矩形状の第2保持部と、当該第2保持部と長手方向に連続し、反キャビティ側へ向かって徐々に断面が小さくなるガイド部と、を有していることを特徴とする金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両のドア周りに用いられるシール体、および、シール体の成形に用いられる金型に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
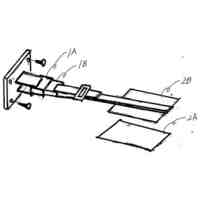
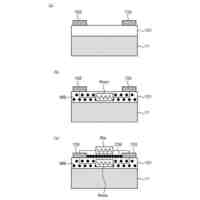
押出成形部を金型のキャビティに差し込み、これによって密閉されたキャビティに成形材料を注入して型成形部を成形することで、押出成形部と型成形部とが接続された、車両のドア周りに用いられるシール体が従来から知られている。
【0003】
このようなシール体として、例えば特許文献1には、押出成形部としてのグラスラン上辺部を、金型に差し込むことによって密閉されたキャビティに、ゴム材料・樹脂材料を注入してコーナー型成形部を成形することで、グラスラン上辺部とコーナー型成形部とが接続されたドアグラスランが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-046476号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
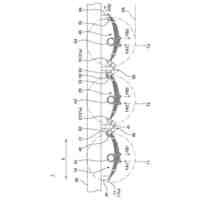
ところで、上記シール体における押出成形部には、車体の一部を挟むように取り付けられる断面コ字状の取付部を有するものがあり、また、かかる取付部の内側には、コ字状の対向する辺から対向方向に突出して、取付部内で車体の一部と係合する突起部が設けられることが多い。
【0006】
一方、上記シール体における型成形部は、通常、少なくとも一部が取付部と連続するように成形されるため、型成形時における取付部の姿勢等を安定させるべく、キャビティ内で、断面コ字状の取付部内を保持型で埋めることにより、キャビティに差し込まれた取付部の断面形状を保持することが多い。
【0007】
ここで、型成形部を成形することにのみ着目すれば、取付部における、型成形時にキャビティ内に位置している部分だけを保持型で埋めれば足りるとも思われる。しかしながら、キャビティ外に出た途端、取付部内を保持型で埋めるのを止めると、成形材料がキャビティ外に漏れてしまい、漏れた成形材料によって押出成形部が被覆される所謂オーバーラップが生じるおそれがある。
【0008】
もっとも、成形材料の漏れを防ぐという観点から、キャビティ外でも取付部内を保持型で埋めようとすると、取付部の突起部が保持型に引っ掛かってしまい、型成形後の押出成形部の脱型が困難になるおそれや、突起部と保持型とがせってしまい、キャビティへの押出成形部の差し込みが困難になるおそれがある。それ故、キャビティへの押出成形部の差し込み作業や、型成形後の押出成形部の脱型作業が、特定の熟練者による、勘やコツに頼る作業とならざるを得ず、これにより、人的資源の制約を招き、延いては生産効率の低下を招くという問題がある。
【0009】
本発明はかかる点に鑑みてなされたものであり、その目的とするところは、型成形部を成形する際、成形材料の漏れを抑えつつ、キャビティへの押出成形部の挿入が容易で、且つ、型成形後の押出成形部の脱型が容易なシール体および金型を提供することにある。
【課題を解決するための手段】
【0010】
前記目的を達成するため、本発明に係るシール体および金型では、押出成形部の取付部に設けられる突起部を、型成型部との境界から所定区間だけ省略するとともに、当該所定区間における保持型の形状を、突起部の無い取付部に応じた形状に形成するようにしている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
西川ゴム工業株式会社
目地ガスケット
15日前
西川ゴム工業株式会社
シール体および金型
23日前
西川ゴム工業株式会社
自動車用ウェザーストリップ
4日前
個人
飛行自動車
2か月前
個人
警告装置
3日前
個人
小型EVシステム
5日前
日本精機株式会社
ケース
11日前
日本精機株式会社
表示装置
1か月前
日本精機株式会社
照明装置
1か月前
日本精機株式会社
表示装置
1か月前
個人
アンチロール制御装置
25日前
日本精機株式会社
表示装置
18日前
日本精機株式会社
表示装置
18日前
日本精機株式会社
表示装置
1か月前
日本精機株式会社
表示装置
1か月前
株式会社松華
懸架装置
1か月前
個人
ブレーキシステム
16日前
横浜ゴム株式会社
タイヤ
15日前
個人
自走式立体型洗車場
1か月前
個人
自動車ドア開度規制ベルト
4日前
個人
ステージカー
1か月前
井関農機株式会社
作業車両
23日前
マツダ株式会社
車両
1か月前
日本精機株式会社
車両用表示装置
1か月前
マツダ株式会社
車両
1か月前
株式会社ユーシン
照明装置
18日前
日本精機株式会社
車両用表示装置
1か月前
日本精機株式会社
車両用表示装置
1か月前
帝国繊維株式会社
作業車両
10日前
エムケー精工株式会社
車両処理装置
17日前
スズキ株式会社
車両制御装置
12日前
個人
農業機械への架線給電システム
29日前
コイト電工株式会社
座席装置
1か月前
ダイハツ工業株式会社
車両構造
1か月前
ダイハツ工業株式会社
車両構造
1か月前
ダイハツ工業株式会社
車両構造
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ