TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041572
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2024158468
出願日
2024-09-12
発明の名称
熱可塑性樹脂フィルム
出願人
ユニチカ株式会社
代理人
個人
,
個人
,
個人
主分類
C08J
5/18 20060101AFI20250318BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】耐熱性融点特性および耐熱寸法安定性を含む、機械的特性、柔軟性、均一性耐熱均一性、機械的均一性および柔軟均一性を包含する、加工適性ならびに製膜性のいずれにもより十分に優れた熱可塑性樹脂フィルムおよびその製造方法を提供すること。
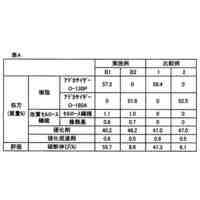
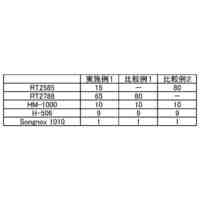
【解決手段】下記(1)~(4)の要件を満たす、熱可塑性樹脂フィルム。(1)厚みが60~300μmである;(2)260℃での寸法変化率がMDおよびTDともに10%以下であり、[寸法変化率(MD)/寸法変化率(TD)]比が0.50~1.50である;(3)引張試験における30%伸長時応力(F30)がMDおよびTDともに300N以下であり、[F30(MD)/F30(TD)]比が0.50~1.50である;(4)引張弾性率がMDおよびTDともに1.50GPa以下、[引張弾性率(MD)/引張弾性率(TD)]比が0.50~1.50である。
【選択図】なし
特許請求の範囲
【請求項1】
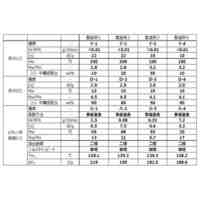
下記(1)~(4)の要件を満たす、熱可塑性樹脂フィルム。
(1)厚みが60~300μmである;
(2)260℃での寸法変化率がMDおよびTDともに10%以下であり、[寸法変化率(MD)/寸法変化率(TD)]比が0.50~1.50である;
(3)引張試験における30%伸長時応力(F30)がMDおよびTDともに300N以下であり、[F30(MD)/F30(TD)]比が0.50~1.50である;
(4)引張弾性率がMDおよびTDともに1.50GPa以下、[引張弾性率(MD)/引張弾性率(TD)]比が0.50~1.50である。
続きを表示(約 1,700 文字)
【請求項2】
下記(1’)~(4’)の要件を満たす、請求項1に記載の熱可塑性樹脂フィルム。
(1’)厚みが65~250μmである;
(2’)260℃での寸法変化率がMDおよびTDともに8%以下であり、[寸法変化率(MD)/寸法変化率(TD)]比が0.65~1.30である;
(3’)引張試験における30%伸長時応力(F30)がMDおよびTDともに200N以下であり、[F30(MD)/F30(TD)]比が0.65~1.30である;
(4’)引張弾性率がMDおよびTDともに1.35GPa以下、[引張弾性率(MD)/引張弾性率(TD)]比が0.65~1.30である。
【請求項3】
下記(1’’)~(4’’)の要件を満たす、請求項1に記載の熱可塑性樹脂フィルム。
(1’’)厚みが70~150μmである;
(2’’)260℃での寸法変化率がMDおよびTDともに7%以下であり、[寸法変化率(MD)/寸法変化率(TD)]比が0.80~1.20である;
(3’’)引張試験における30%伸長時応力(F30)がMDおよびTDともに150N以下であり、[F30(MD)/F30(TD)]比が0.80~1.20である;
(4’’)引張弾性率がMDおよびTDともに1.20GPa以下、[引張弾性率(MD)/引張弾性率(TD)]比が0.80~1.20である。
【請求項4】
下記式で示される寸法変化率のばらつきが5%以下である、請求項1に記載の熱可塑性樹脂フィルム。
X
MD
ばらつき =X
MD
max-X
MD
min (A)
X
TD
ばらつき =X
TD
max-X
TD
min (B)
((A)式中のX
MD
maxは260℃におけるMD方向の寸法変化率の最大値、X
TD
minX
MD
minは260℃におけるMD方向の寸法変化率の最小値を示し、(B)式中のX
TD
maxは260℃におけるTD方向の寸法変化率の最大値、X
TD
minは260℃におけるTD方向の寸法変化率の最小値を示す。)
【請求項5】
前記熱可塑性樹脂フィルムは熱可塑性樹脂を含み、該熱可塑性樹脂の、融点+30℃の温度および1000s
-1
の剪断速度における溶融粘度が30~300mPa・sである、請求項1に記載の熱可塑性樹脂フィルム。
【請求項6】
請求項1~5のいずれかに記載の熱可塑性樹脂フィルムを含む熱可塑性樹脂フィルム積層体。
【請求項7】
請求項1~5のいずれかに記載の熱可塑性樹脂フィルムを用いたダイシングフィルム。
【請求項8】
請求項6に記載の熱可塑性樹脂フィルム積層体を用いたダイシングフィルム。
【請求項9】
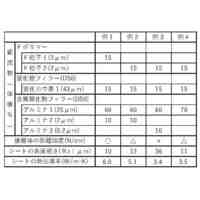
熱可塑性樹脂および必要により添加される添加剤を溶融混合した後、Tダイを通じて溶融物をシート状に押出し、ドラム上に密着させて引取および冷却を行い、未延伸フィルムを得る製膜工程を含み、前記未延伸フィルムを延伸する延伸工程をさらに含むか、または含まない、熱可塑性樹脂フィルムの製造方法であって、
製膜時のTダイの出口ギャップ(t
die
)(μm)と、ドラム引取時のフィルム厚み(t
film
)(μm)の比で示されるドラフト比(t
die
/t
film
)は1.0~20.0であり、
延伸倍率はMDおよびTDともに、それぞれ独立して、1~1.40倍である、熱可塑性樹脂フィルムの製造方法。
【請求項10】
前記未延伸フィルムは65%以上の結晶化度を有する、請求項9に記載の熱可塑性樹脂フィルムの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、耐熱性(耐熱寸法安定性を含む)、機械的特性、柔軟性および均一性いずれにも優れた熱可塑性樹脂フィルムおよびその製造方法、ならびに前記熱可塑性樹脂フィルムを含む熱可塑性樹脂フィルム積層体に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
柔軟性が高いフィルムは、粘着テープ等の基材フィルム、加飾用や成形用の転写フィルム、プレス時のクッションフィルム、半導体製造時に用いるダイシングフィルム等の幅広い分野で活用されている。中でも、半導体は近年の供給不足から、より効率的な製造方法が検討されており、それに用いるダイシングフィルムの活用は盛んに検討されている。そして、ダインシングフィルムへの要求性能は年々高くなっている。
【0003】
ダイシングフィルムは、半導体の製造において、分割された複数の半導体ウェハを一括して保持するためのフィルムである。ダイシングフィルムは、シリコンウェハに張り付けられた後、シリコンウェハを分割するダイシング工程、放射状に引き延ばしチップ間隔を均一に拡張するエキスパンド工程、分割した各チップをニードル等によりピックアップするピックアップ工程に供された後、剥がされる。このため、ダイシングフィルムには、チップ間隔を均一に拡張する(または伸張する)ことができるように寸法安定性、機械的特性、柔軟性、前記特性の均一性およびエキスパンド工程において破断が生じない加工適性が求められている。
【0004】
分割されたシリコンウェハには、リフローした金属が張り付けられる。近年、シリコンウェハを積層したのち、リフローした金属を張り付け、シリコンウェハを分割することが検討されている。このため、ダイシングフィルムには、リフロー工程、ダイシング工程、エキスパンド工程、ピックアップ工程で要求される性能すべてを満たすことが求められており、リフロー耐熱性も求められるようになってきている。
【0005】
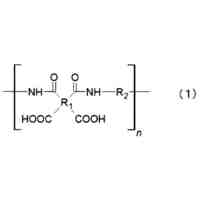
柔軟性フィルムとしては、例えば、特許文献1~3に、テレフタル酸と1,10-デカンジアミンとダイマー酸とダイマージアミンとからなるポリアミドからなる柔軟性フィルムが開示されている。
【先行技術文献】
【特許文献】
【0006】
国際公報2021/106541号パンフレット
国際公報2022/054944号パンフレット
国際公開2023/068121号パンフレット
特開昭63-238137
特開2021-130203
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のフィルムは、耐熱性(特に融点特性)が不十分で、リフロー工程に供すると溶融するという問題があった。また、延伸倍率が高いため、柔軟性が不十分であるという問題があった。特許文献2のフィルムは、リフロー耐熱性は有するものの、延伸倍率が高いため、柔軟性が不十分であった。特許文献3のフィルムは、厚みが50μmと薄いため、ダイシングフィルムとして用いた場合、エキスパンド工程時にフィルムが破断してしまうという問題があった。また、MDおよびTDの機械的特性、柔軟性および耐熱性の特性値が均一でないという新たな問題があった。
【0008】
耐熱性や柔軟性といったフィルム特性を制御するにあたり、フィルムの配向度の制御が重要であり、特許文献4、特許文献5には、製膜時のドラフト比の調整により配向度を制御できるとの記載があるが、耐熱性、機械的特性および柔軟性に関する均一性および製膜性のうちいずれかの特性がやはり十分ではなかった。
【0009】
一方、ダイシングフィルムにおいては、MDおよびTDの各々における耐熱寸法変化率の均一性に関する耐ばらつき性も重要視されてきている。
【0010】
本発明は、上記問題点を解決するものであり、耐熱性(融点特性および耐熱寸法安定性を含む)、機械的特性、柔軟性、均一性(耐熱均一性、機械的均一性および柔軟均一性を包含する)、加工適性ならびに製膜性のいずれにもより十分に優れた熱可塑性樹脂フィルムおよびその製造方法を提供することを目的とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
押出成形体
2か月前
東レ株式会社
多孔質構造体
1日前
株式会社カネカ
樹脂フィルム
2か月前
AGC株式会社
組成物
1か月前
ベック株式会社
硬化性組成物
19日前
ベック株式会社
硬化性組成物
19日前
東レ株式会社
ポリエステルフィルム
1か月前
ヤマハ株式会社
重縮合体
2か月前
花王株式会社
樹脂組成物
2か月前
ユニチカ株式会社
ポリアミック酸溶液
7日前
三洋化成工業株式会社
徐放材用組成物
12日前
AGC株式会社
液状組成物
1か月前
アイカ工業株式会社
ホットメルト組成物
1か月前
アイカ工業株式会社
ホットメルト組成物
1か月前
東ソー株式会社
ゴム組成物及び加硫ゴム
1日前
東レ株式会社
ポリエステル樹脂の製造方法
27日前
株式会社トクヤマ
イオン交換膜の製造方法
2か月前
東レ株式会社
光学用ポリエステルフィルム
1か月前
トヨタ自動車株式会社
樹脂溶解装置
1か月前
東レ株式会社
構造部材およびその製造方法
27日前
東ソー株式会社
ポリオレフィン系樹脂組成物
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
三井化学ファイン株式会社
樹脂シート
22日前
グンゼ株式会社
樹脂の回収方法
1か月前
株式会社シマノ
屋外使用可能部品
1か月前
株式会社イーテック
組成物
1か月前
花王株式会社
複合粒子の製造方法
26日前
株式会社イーテック
組成物
1か月前
ユニチカ株式会社
ポリ尿素およびその製造方法
今日
東ソー株式会社
光学薄膜及び光学薄膜の製造方法
7日前
恵和株式会社
樹脂組成物及びシート
1か月前
東レ株式会社
ポリエステル樹脂組成物の製造方法
1か月前
artience株式会社
積層体の分離回収方法
2か月前
田岡化学工業株式会社
一液型エポキシ樹脂組成物
23日前
JNC株式会社
ウレア誘導体の重合体を含むゲル
1か月前
遠東新世紀股分有限公司
防水透湿膜
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ