TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040808
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147844
出願日
2023-09-12
発明の名称
レンチ構造とその製造方法
出願人
若井ホールディングス株式会社
代理人
主分類
B25B
13/56 20060101AFI20250317BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
【課題】六角軸体の端面にドライバービットが同一の材料から一体に形成されているレンチ構造において、特異な加工手段の採用を省き、加工工数の削減が図れることでコスト的にも有利となるレンチ構造を提供することにある。
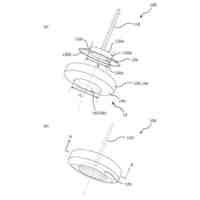
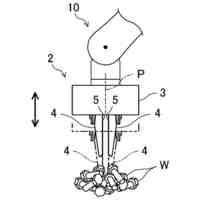
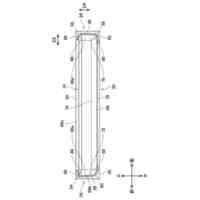
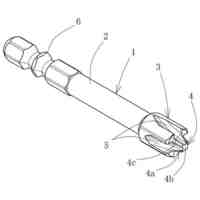
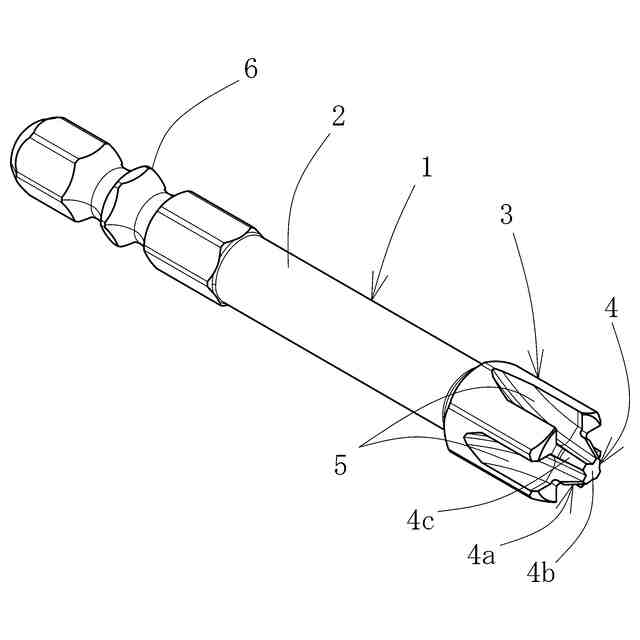
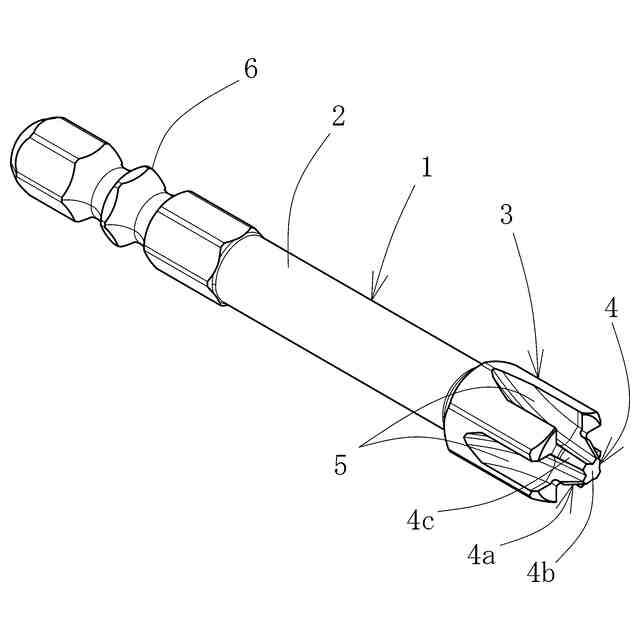
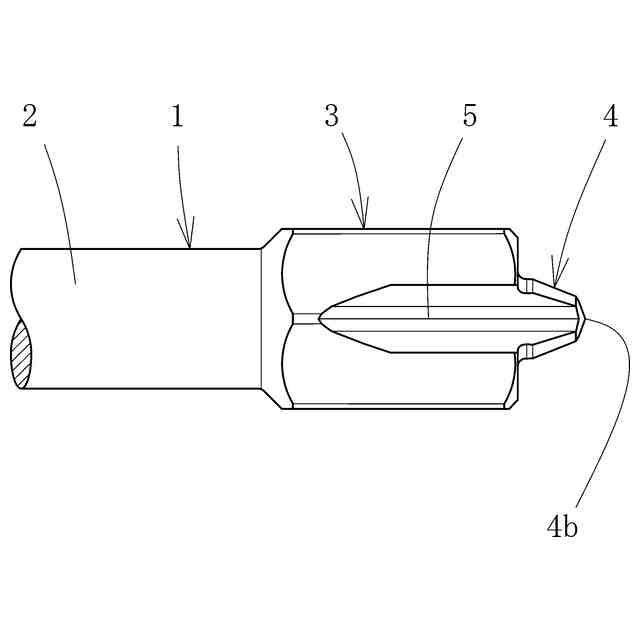
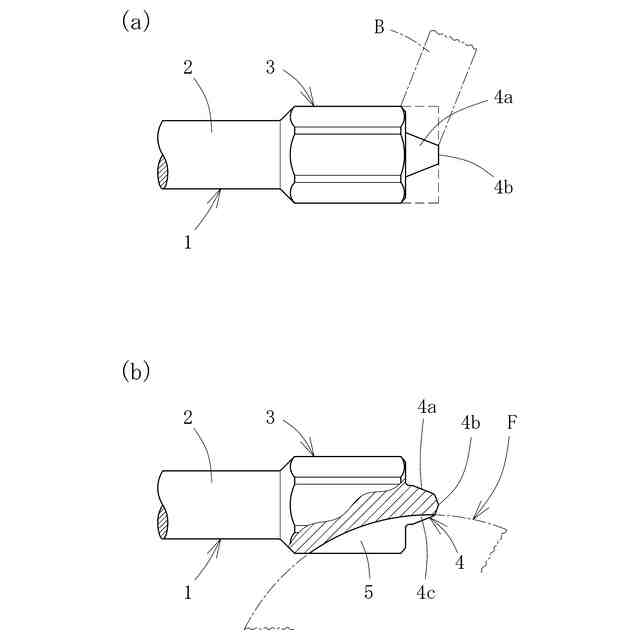
【解決手段】レンチとなる六角軸体3の端部にドライバービット4を同一の材料から一体に形成したレンチ構造において、六角軸体3の先端面に、頂部が平坦となる錐形体4aを同軸心の配置で突設し、この錐形体4aから六角軸体3に亘る外面に凹溝5を設け、この凹溝5を六角軸体3の周方向に等間隔の配置で四条設けることにより、前記錐形体4aを先端視十字状のドライバービット4に形成する。
【選択図】図1
特許請求の範囲
【請求項1】
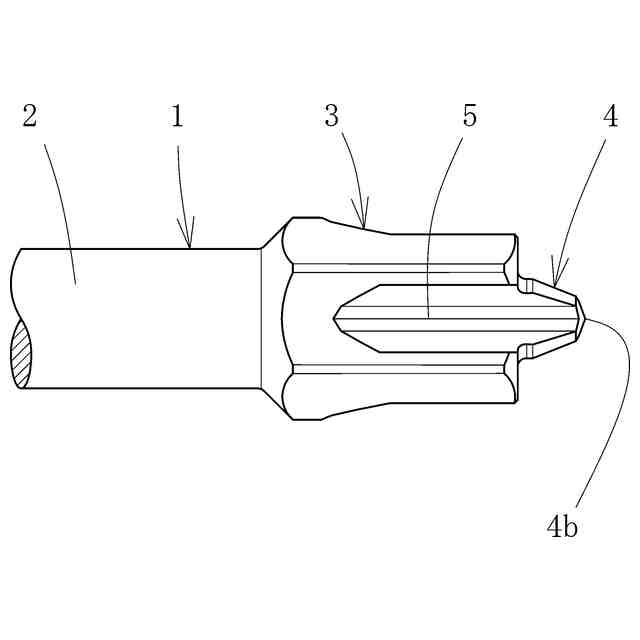
レンチとなる六角軸体の端部にドライバービットを同一の材料から一体に形成したレンチ構造において、六角軸体の先端面に、頂部が平坦となる錐形体を同軸心の配置で突設し、この錐形体から六角軸体に亘る外面で、前記錐形体の頂部と六角軸体の先端面よりも軸方向の後方で途中の位置との間に、その長さ方向が前記六角軸体の軸線方向に沿う凹溝を設け、この凹溝を六角軸体の周方向に等間隔の配置で四条設けることにより、前記錐形体を先端視十字状のドライバービットに形成したことを特徴とするレンチ構造。
続きを表示(約 570 文字)
【請求項2】
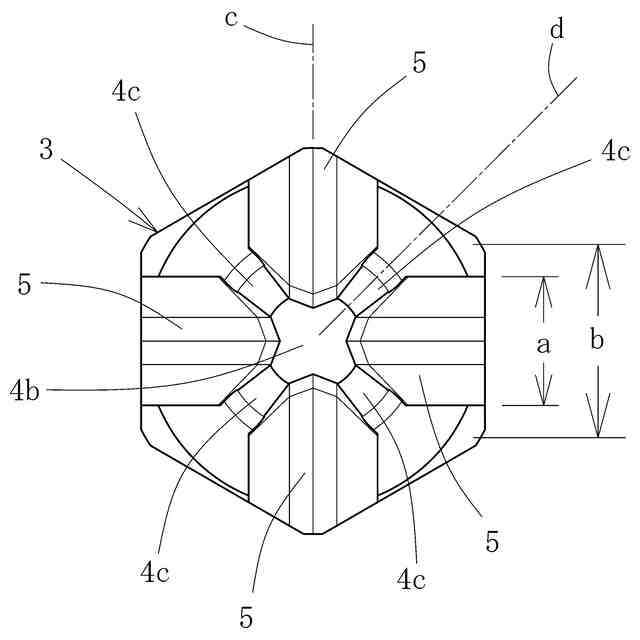
上記凹溝は、横断面形状がV字状で、その最大幅が六角軸体の端面における六角形の一辺の長さよりも狭く設定され、かつ、この凹溝の底部における長さ方向の全長が単一の円弧になっているようにしたことを特徴とする請求項1に記載のレンチ構造。
【請求項3】
六角軸体の周方向に対する凹溝の配置において、何れかの凹溝をその幅方向の中心線が、六角軸体の端面における六角形の一つのコーナと一致し、かつ、深さ方向が前記一つのコーナと六角軸体の軸心を結ぶ半径方向の中心線に沿う配置となるよう設定され、ドライバービットの十字状となる係合用突条の前記凹溝に隣接する位置にある一つの長さ方向が、前記一つのコーナと六角軸体の軸心を結ぶ半径方向の中心線に対し45°の位置関係になっていることを特徴とする請求項1又は2に記載のレンチ構造。
【請求項4】
レンチとなる六角軸体の先端面に、頂部が平坦部となる錐形体を、前記六角軸体と同軸心状の配置で突出するよう削り出す切削工程と、前記錐形体から六角軸体に亘る外面で、前記錐形体の頂部と六角軸体の端面よりも軸方向の内側寄りの位置との間に、その長さ方向が前記六角軸体の軸線方向に沿う凹溝を、六角軸体の周方向に等間隔の配置で四条を切削する削溝工程とからなるレンチ構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、六角穴付きボルトと十字状の係合溝が設けられた木ねじを、単一の工具で締付けたり緩めることができるようにしたレンチ構造と、その製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、一つの部材を所望の部分に固定する場合に、所定の固定強度を確保するための六角穴付きボルトと、回り止めのような補助のための木ねじを併用する固定構造を採用したものがあり、このような場合、部材の固定や取り外し作業に用いる工具としては、六角穴付きボルトの締付けや緩めを行うための六角レンチと、木ねじを締付けたり緩めるための十字ドライバーとの二種類が必要になる。
【0003】
しかしながら、上記六角レンチと十字ドライバーの二種類の工具を用意してこれを用いる場合、作業の途中で工具を持ち替えなければならないので能率が悪く、しかも、工具の管理、購入コスト等の面で様様な不便、不都合が生じることになるので、近年、六角レンチの先端部にドライバービットを設けることで一体化し、六角穴付きボルトと木ねじの締付けや緩めが、工具の持ち替えを必要とすることなく、単一の工具で連続して行えるようにしたレンチ構造がすでに提案されている。
【0004】
ところで、六角レンチとドライバービットを一体化した従来のレンチ構造には、六角レンチとなる六角軸体とドライバービットを別々に製作して、六角軸体の先端にドライバービットを取り付けた組み合わせ構造のレンチ構造と、六角軸体の端部を切削することによりドライバービットを削り出し、六角レンチとドライバービットが金属組織的に一体となるレンチ構造がある。
【0005】
前者の組み合わせ構造のレンチ構造は、六角レンチとドライバービットの加工工程とは別に、組み立て工程が別途必要になり、六角レンチの加工工程では六角軸体に端面で開放する保持穴と側面にねじ孔を加工しておき、組み立て工程で、前記保持穴にドライバービットを挿入してねじ孔に止めねじをねじ込み、ドライバービットをその先端が六角軸体の端面の部分に位置するよう、六角軸体にドライバービットを固定した構造になっている。(特許文献1)
【0006】
後者の一体構造のレンチ構造は、六角軸体の端面に凹入面を刃物で切削し、この凹入面の底部で中央の位置に前記六角軸体と同軸心の配置となる錐形体を残存すようにして設け、この錐形体を更に十字状に切削することでドライバービットにしたものである。(特許文献2)
【0007】
ところで、前者の組み立て構造のレンチ構造は、六角軸体に対してドライバービットが別体になっているので、強度的に低くても損傷した場合に取り換えがきくという利点はあるが、構成部材の数が多い分だけ加工工程や組み立て工程が煩雑となり、製作に手間と時間がかかるのでコスト的に高くなるという問題がある。
【0008】
これに対して、後者の一体構造のレンチ構造は、六角軸体と同一の材料からドライバービットを金属組織的に一体的に形成するので、ドライバービットの強度向上が図れると共に、組み立て工程が省けるだけでなく単一の材料で形成できるので、材料や製作コストの面からも有利となる。
【0009】
ところで、このような一体構造のレンチ構造を得るための具体的な製作手段としては、上記したような切削加工のほかに鍛造や鋳造の加工方法を採用できるが、このような鍛造や鋳造の加工方法は、切削加工に比べて使用する設備が大型化するだけでなく、その使用時の可動コストが高くつくという問題が生じるので、一般に汎用されている切削加工での製作が現実的で好ましい。
【0010】
しかし、上記した一体構造のレンチ構造を切削加工によって得る特許文献2のレンチ構造の場合、六角軸体の端面を凹入面に削りながら中心部に錐形体を残すように加工し、更に、この錐形体の四か所の位置に溝を十字状に切削してドライバーのビットに形成しなければならないので、凹入面の形状が錐形体を残すことで特異な形状となり、その切削加工には専用の切削工具の開発が必要になると共に、切削時における切削工具の制御が複雑になり、その分加工時間が長くかかるので、製品価格の低減化に向けた改善の余地を残している。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
OMC株式会社
ロボット
1か月前
川崎重工業株式会社
ハンド
2か月前
株式会社クレスコ
補助吸着具
24日前
株式会社不二越
ロボット
1か月前
株式会社不二越
ロボット
16日前
個人
けがき用治具
1か月前
株式会社不二越
ロボット操作装置
1か月前
株式会社エビス
腰ベルト用連結具
1か月前
個人
深孔スリーブ駆動ロッド構造
1か月前
川崎重工業株式会社
ロボット
1か月前
株式会社黒澤鉄工製作所
けがき用治具
1か月前
工機ホールディングス株式会社
作業機
1か月前
川崎重工業株式会社
ロボットシステム
2か月前
個人
バール
1か月前
株式会社デンソー
操縦桿
1か月前
住友重機械工業株式会社
ロボット
10日前
株式会社イノウ
給油口キャップ用開閉具
17日前
株式会社アイエイアイ
グリッパー
5日前
梅馨堂合同会社
人協働ロボットシステム
1か月前
川崎重工業株式会社
制動システム
16日前
庄内機械株式会社
釘打装置
3日前
ARMA株式会社
UI付エンドエフェクタ
1か月前
株式会社不二越
基板搬送用ロボット
2か月前
株式会社不二越
垂直多関節ロボット
17日前
芝浦機械株式会社
双腕ロボット
9日前
アイホン株式会社
ネジ締めカウントシステム
18日前
トヨタ自動車東日本株式会社
搬送治具
3日前
トヨタ自動車株式会社
荷姿影響緩和方法
6日前
パナソニック株式会社
工具
17日前
株式会社デンソーウェーブ
ロボット制御システム
1か月前
パナソニック株式会社
工具
17日前
株式会社マキタ
作業機
1か月前
株式会社マキタ
電動工具
3日前
住友重機械工業株式会社
ロボット及びカバー
10日前
アピュアン株式会社
エアー式衝撃工具
1か月前
若井ホールディングス株式会社
レンチ構造とその製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ