TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040759
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147762
出願日
2023-09-12
発明の名称
サスペンションアーム及びその製造方法
出願人
株式会社レゾナック
代理人
個人
,
個人
,
個人
主分類
C22C
21/06 20060101AFI20250317BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】引張強度のばらつきが低減されたサスペンションアームを提供することである。
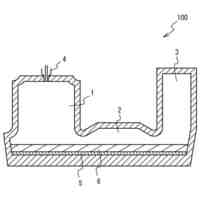
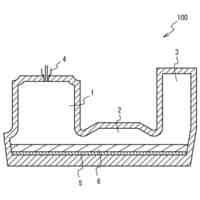
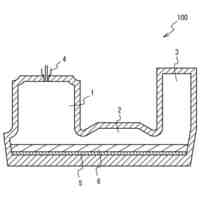
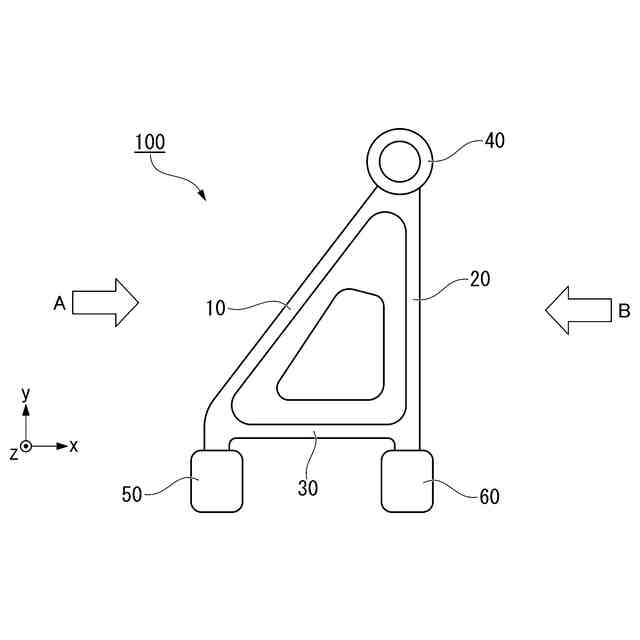
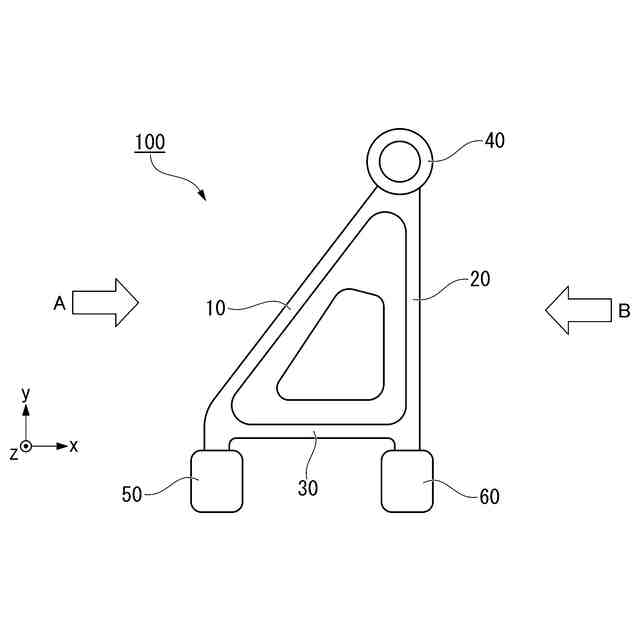
【解決手段】本発明のサスペンションアーム100は、Cuを0.25質量%以上0.37質量%以下の範囲内、Mgを0.95質量%以上1.25質量%以下、Siを0.6質量%以上0.75質量%以下、Mnを0.05質量%以上0.12質量%以下、Feを0.15質量%以上0.35質量%以下、Znを0.25質量%以下、Crを0.050質量%以上0.26質量%以下、Tiを0.01質量%以上0.1質量%以下、Bを0.001質量%以上0.03質量%以下、Zrを0.0010質量%以上0.050質量%以下で含有し、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、相当ひずみが最小となる部分の引張強さに対する相当ひずみが最大となる部分の引張強さの比が0.84以上1以下の鍛造品である。
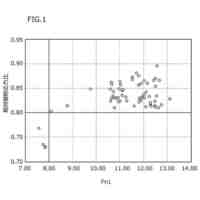
【選択図】図1
特許請求の範囲
【請求項1】
Cuを0.25質量%以上0.37質量%以下の範囲内、
Mgを0.95質量%以上1.25質量%以下の範囲内、
Siを0.6質量%以上0.75質量%以下の範囲内、
Mnを0.05質量%以上0.12質量%以下の範囲内、
Feを0.15質量%以上0.35質量%以下の範囲内、
Znを0.25質量%以下の範囲内、
Crを0.050質量%以上0.26質量%以下の範囲内、
Tiを0.01質量%以上0.1質量%以下の範囲内、
Bを0.001質量%以上0.03質量%以下の範囲内、
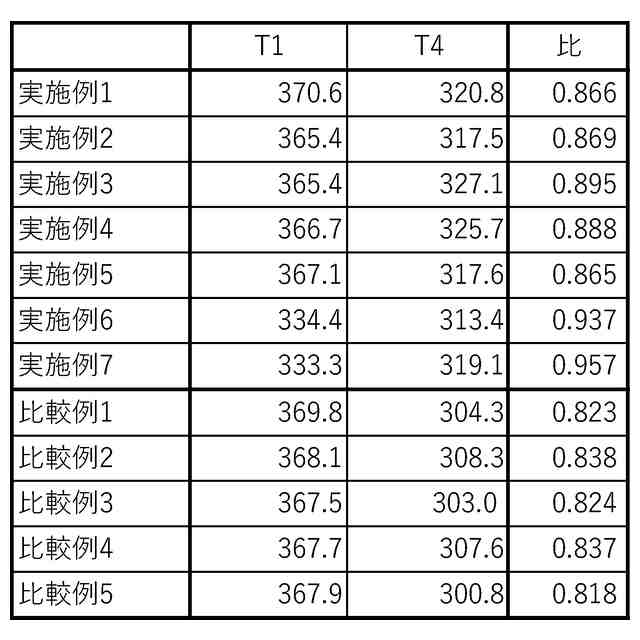
Zrを0.0010質量%以上0.050質量%以下の範囲内で含有し、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、相当ひずみが最小となる部分(T1)の引張強さに対する相当ひずみが最大となる部分(T4)の引張強さの比が0.84以上1以下の鍛造品である、サスペンションアーム。
続きを表示(約 1,800 文字)
【請求項2】
相当ひずみが最小となる部分の引張強さが350MPa以上である、請求項1に記載のサスペンションアーム。
【請求項3】
Cuを0.25質量%以上0.37質量%以下の範囲内、
Mgを0.95質量%以上1.25質量%以下の範囲内、
Siを0.6質量%以上0.75質量%以下の範囲内、
Mnを0.05質量%以上0.12質量%以下の範囲内、
Feを0.15質量%以上0.35質量%以下の範囲内、
Znを0.25質量%以下の範囲内、
Crを0.050質量%以上0.26質量%以下の範囲内、
Tiを0.01質量%以上0.1質量%以下の範囲内、
Bを0.001質量%以上0.03質量%以下の範囲内、
Zrを0.0010質量%以上0.050質量%以下の範囲内で含有し、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、
二股状の一対のアーム部と、前記一対のアーム間に配置するアーム連結部と、前記一対のアームの二股の起点に位置する車輪側連結部と、前記一対のアームのそれぞれの一端に備える車体側連結部とによって構成され、
前記一対のアームにおける、最も太い最太部の引張強さに対する最も細い最細部の引張強さの比が0.84以上1以下の鍛造品である、サスペンションアーム。
【請求項4】
前記最太部の引張強さが350MPa以上である、請求項3に記載のサスペンションアーム。
【請求項5】
Cuを0.25質量%以上0.37質量%以下の範囲内、
Mgを0.95質量%以上1.25質量%以下の範囲内、
Siを0.6質量%以上0.75質量%以下の範囲内、
Mnを0.05質量%以上0.12質量%以下の範囲内、
Feを0.15質量%以上0.35質量%以下の範囲内、
Znを0.25質量%以下の範囲内、
Crを0.050質量%以上0.26質量%以下の範囲内、
Tiを0.01質量%以上0.1質量%以下の範囲内、
Bを0.001質量%以上0.03質量%以下の範囲内、
Zrを0.0010質量%以上0.050質量%以下の範囲内で含有し、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、結晶方位差15゜以上の大角粒界の比率が最小の部分の引張強さに対する最大の部分の引張強さの比が0.84以上1以下の鍛造品である、サスペンションアーム。
【請求項6】
結晶方位差15゜以上の大角粒界の比率が最小の部分の引張強さが350MPa以上である、請求項5に記載のサスペンションアーム。
【請求項7】
鍛造加工による相当ひずみが1.0~5.5の間である、請求項1~6のいずれか一項に記載のサスペンションアーム。
【請求項8】
請求項1~6のいずれか一項に記載のサスペンションアームの製造方法であって、
アルミニウム合金の溶湯を得る溶湯形成工程と、
得られた溶湯を鋳造加工することによって鋳造品を得る鋳造工程と、
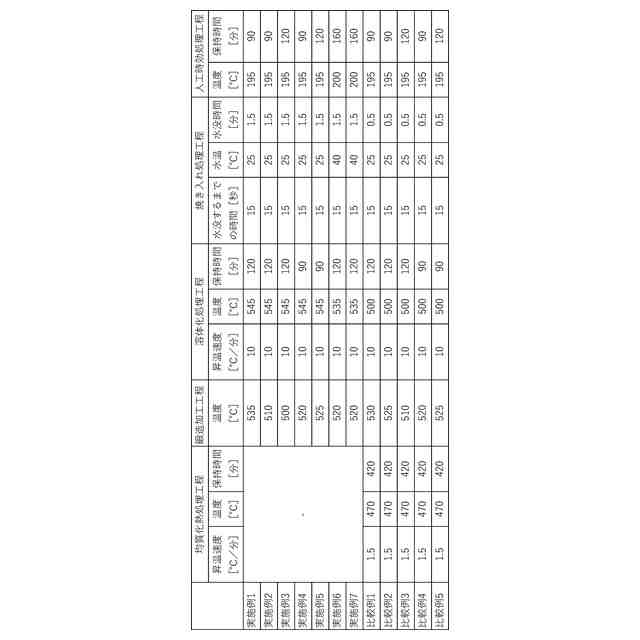
均質化処理工程を実施することなく前記鋳造品を500℃~融点以下の温度で素材加熱し塑性加工を施して鍛造品を得る鍛造工程と、
得られた鍛造品に20℃~530℃までの昇温速度が5.0℃/min以上で昇温し、530~560℃で0.3~3時間以内で保持する溶体化処理を行う溶体化処理工程と、
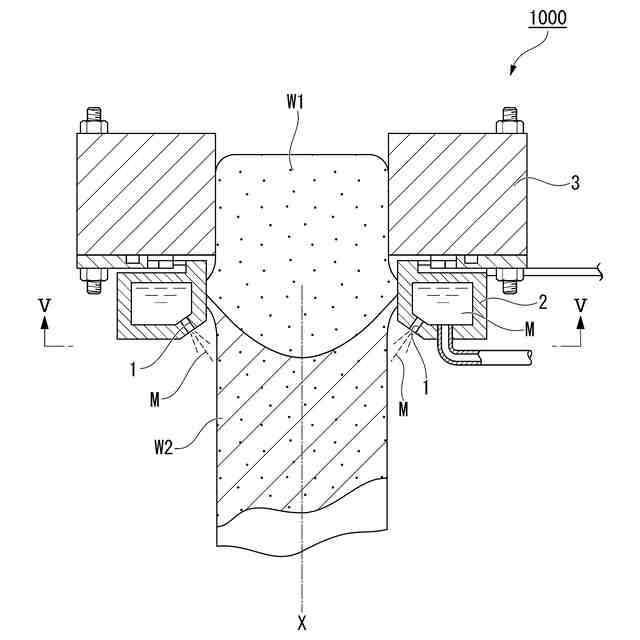
溶体化処理後5~60秒以内に前記鍛造品の全ての表面が焼き入れ水に接触し、1分を超え、40分以内水槽内で焼き入れする焼き入れ工程と、
焼き入れ処理工程を経た鍛造品に180℃~220℃の温度で0.5時間~8時間
加熱して時効処理を行う時効処理工程と、を有する、サスペンションアームの製造方法。
【請求項9】
前記鍛造工程を500℃以上550℃以下の温度で行い、
前記溶体化処理工程において、535℃以上555℃以下で1時間以上~3時間以内で保持する溶体化処理を行い、
前記時効処理工程において、前記焼き入れ処理工程を経た鍛造品に185℃以上205℃以下の温度で0.5時間以上3時間以内加熱して時効処理を行う、請求項8に記載のサスペンションアームの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サスペンションアーム及びその製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
近年、アルミニウム合金は、軽量性を生かして各種製品の構造部材としての用途が拡大しつつある。例えば、自動車の足廻りやバンパー部品では、今まで高張力鋼が用いられてきた。一方、近年は高強度アルミニウム合金材が用いられるようになっている。
【0003】
また、自動車部品、その中でも、例えばサスペンション部品には、専ら鉄系材料が使用されていた。一方、近年は軽量化を主目的として、アルミニウム材料又はアルミニウム合金材料に置き換えられることが多くなってきた。
【0004】
これらの自動車部品では、優れた耐食性、高強度及び優れた加工性が要求されることから、アルミニウム合金材料としてAl-Mg-Si系合金、特にA6061が多用されている。そして、このような自動車部品は、強度の向上を図るため、アルミニウム合金材料を加工用素材として塑性加工の1つである鍛造加工を行って製造される。
【0005】
また、最近では、コストダウンを図る必要があるため、押出をせずに鋳造部材をそのまま素材として鍛造した後、溶体化処理と人工時効処理を行う処理(T6処理)して得たサスペンション部品が実用化され始めており、さらなる軽量化を目的として、従来のA6061に代わる高強度合金の開発が進められている(例えば、特許文献1~3を参照。)。
【先行技術文献】
【特許文献】
【0006】
特開平5-59477号公報
特開平5-247574号公報
特開平6-256880号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述したAl-Mg-Si系の高強度合金は、鍛造及び熱処理工程において加工組織が再結晶し、粗大結晶粒が発生することにより、十分な高強度を得ることができないという問題があった。そのため、粗大再結晶粒生成防止のため、Zr(ジルコニウム)を添加して再結晶を防止しているものがある(例えば、上記特許文献1,2を参照。)。
【0008】
しかしながら、Zrを添加することは、再結晶防止に効果があるものの、次のような問題点があった。
(1)Zrの添加により、Al-Ti-B系合金の結晶粒微細化効果が弱められ、鋳塊自体の結晶粒が粗くなり、塑性加工後の加工品(鍛造品)の強度低下を招く。
(2)鋳塊自体の結晶粒微細化効果が弱められるため、鋳塊割れが発生し易くなり、内部欠陥が増加し、歩留まりが悪化する。
(3)Zrは、Al-Ti-B系合金と化合物を形成し、合金溶湯を貯留する炉の底に化合物が堆積し、炉を汚染すると共に、製造した鋳塊においてもこれら化合物が鋳塊中に粗大に晶出し、強度を低下させる。
【0009】
このように、Zrの添加は、再結晶防止に効果があるものの、強度の安定性を維持するのが困難であった。
【0010】
また、鍛造過程で熱間塑性加工が入ることによって再結晶の発生などといった組織状態の変化が起きてしまい、同一鍛造品内でも部位によって引張強度にばらつきが出てしまうことがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
2か月前
宏幸株式会社
金属回収方法
17日前
個人
高強度せん断補強筋用の鋼材
18日前
株式会社神戸製鋼所
鋼線
6か月前
ハイモ株式会社
水中金属の回収除去方法
3か月前
JFEスチール株式会社
鋼
6か月前
大同特殊鋼株式会社
鋼材及び金型
5か月前
JX金属株式会社
銅製錬の操業方法
6か月前
国立大学法人東北大学
高耐食銅合金
2か月前
株式会社クボタ
比重分離装置
24日前
古河機械金属株式会社
高クロム鋳鉄
6か月前
有限会社 ナプラ
電解めっき用電極
6か月前
株式会社神戸製鋼所
銅合金板
6か月前
株式会社クボタ
比重分離装置
24日前
株式会社クボタ
比重分離装置
24日前
JX金属株式会社
銅製錬の操業方法
3か月前
JX金属株式会社
銅製錬の操業方法
3か月前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼線
3か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
ボルト
5か月前
日本製鉄株式会社
ボルト
5か月前
日本製鉄株式会社
鋼材
6か月前
国立大学法人東北大学
腐食環境用銅合金
2か月前
三洋化成工業株式会社
重金属回収用イオン液体
5か月前
日本製鉄株式会社
鋼材
2か月前
JFEスチール株式会社
浸炭鋼部品
26日前
住友金属鉱山株式会社
銅の製錬方法
4か月前
日本製鉄株式会社
継目無鋼管
5か月前
日本製鉄株式会社
継目無鋼管
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ