TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040346
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2023147226
出願日
2023-09-11
発明の名称
キャップ用アルミニウム合金板及びその製造方法
出願人
MAアルミニウム株式会社
,
アルテミラ株式会社
,
アルテミラ製缶株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
21/00 20060101AFI20250314BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】本発明は、キャップ用アルミニウム合金板とその製造方法の提供を目的とする。
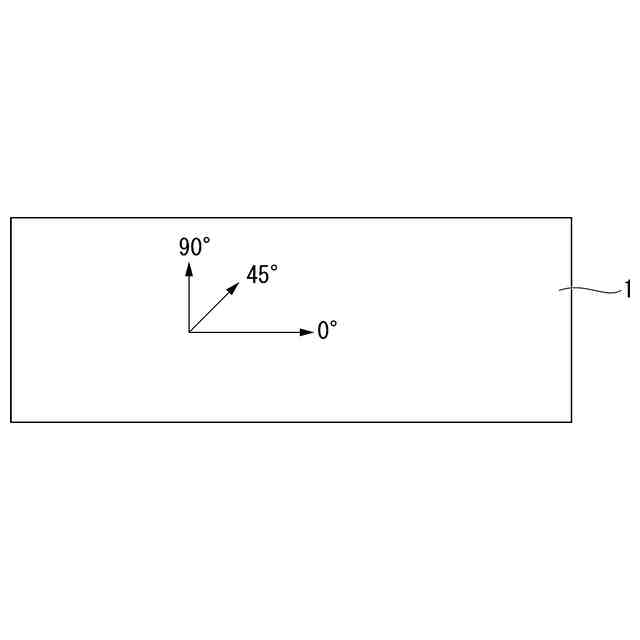
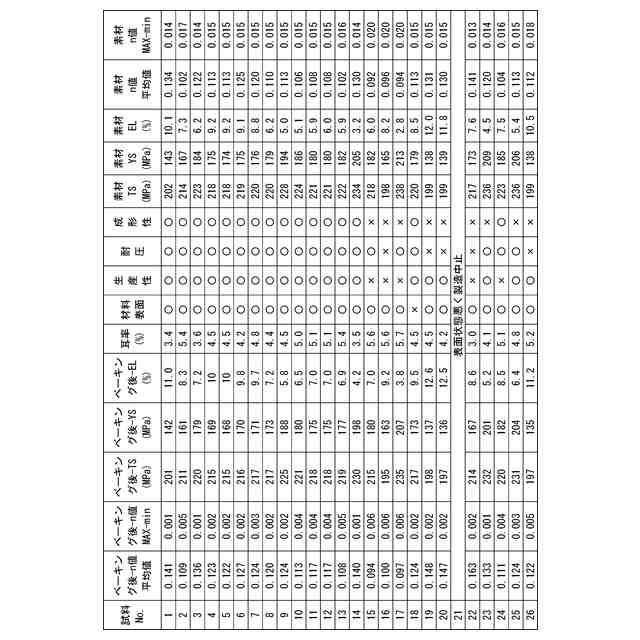
【解決手段】本発明に係るキャップ用アルミニウム合金板は、質量%で、Mn:0.85~1.1%、Mg:0.85~1.35%、Si:0.2~0.4%、Fe:0.4~0.6%、Cu:0.2~0.3%、Zn:0.1~0.3%を含有し、残部が不可避不純物とAlの組成を具備するアルミニウム合金板であり、ベーキング後における引張強さ:200~230MPa、耐力:140~200MPa、伸び:4%以上、耳率:5.5%以下であり、ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下である。
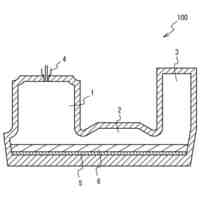
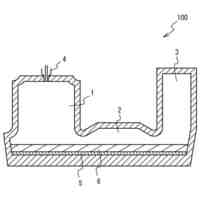
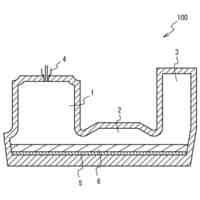
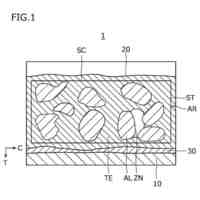
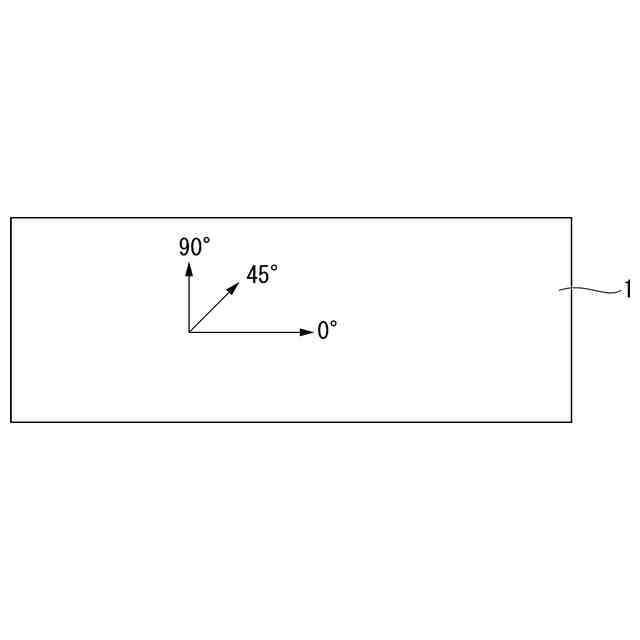
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、Mn:0.85~1.1%、Mg:0.85~1.35%、Si:0.2~0.4%、Fe:0.4~0.6%、Cu:0.2~0.3%、Zn:0.1~0.3%を含有し、残部が不可避不純物とAlの組成を具備するキャップ用アルミニウム合金板であり、ベーキング後の引張強さ:200~230MPa、ベーキング後の耐力:140~200MPa、ベーキング後の伸び:4%以上、耳率:5.5%以下であり、
ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることを特徴とするキャップ用アルミニウム合金板。
続きを表示(約 1,300 文字)
【請求項2】
最終焼鈍時の200℃以上の回復軟化挙動における最終焼鈍温度10℃上昇あたりの耐力の減少量が6MPa以下である請求項1に記載のキャップ用アルミニウム合金板。
【請求項3】
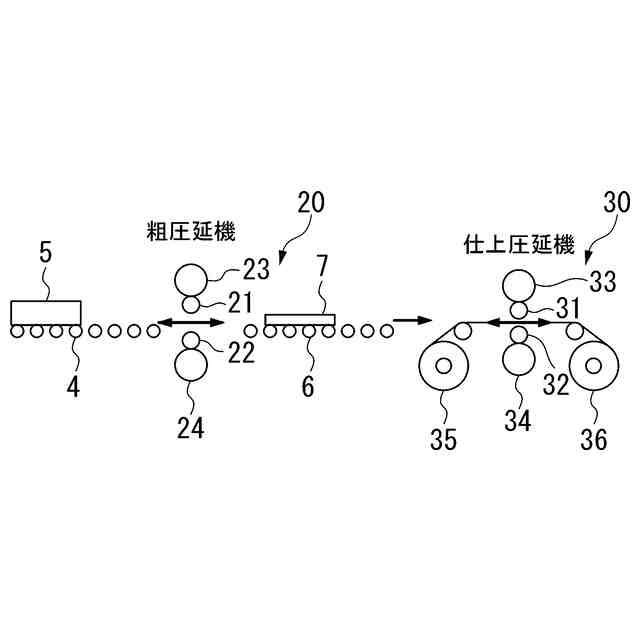
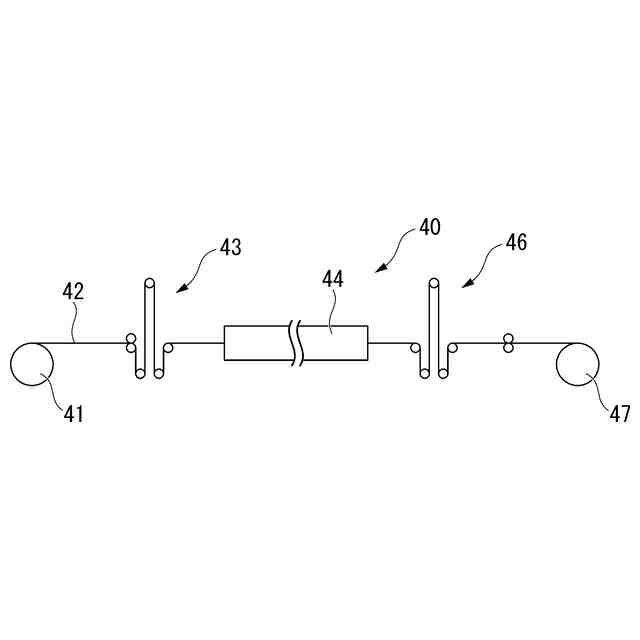
質量%で、Mn:0.85~1.1%、Mg:0.85~1.35%、Si:0.2~0.4%、Fe:0.4~0.6%、Cu:0.2~0.3%、Zn:0.1~0.3%を含有し、残部不可避不純物とAlの組成を具備するアルミニウム合金の鋳塊を鋳造後、均質化処理を560~610℃で行い、続いて均熱処理を520~550℃で行い、熱間圧延に続いて複数パスの冷間圧延を施し、パス間の中間焼鈍を380~550℃で行い、最終冷間圧延を圧延率20~45%で行い、最終冷間圧延後に200~300℃で安定化焼鈍を施すことを特徴とするキャップ用アルミニウム合金板の製造方法。
【請求項4】
最終焼鈍時の200℃以上の回復軟化挙動における最終焼鈍温度10℃上昇あたりの耐力の減少量が6MPa以下のキャップ用アルミニウム合金板を得ることを特徴とする請求項3に記載のキャップ用アルミニウム合金板の製造方法。
【請求項5】
ベーキング後の引張強さ:200~230MPa、ベーキング後の耐力:140~200MPa、ベーキング後の伸び:4%以上、耳率:5.5%以下のキャップ用アルミニウム合金板を得ることを特徴とする請求項3または請求項4に記載のキャップ用アルミニウム合金板の製造方法。
【請求項6】
ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることを特徴とする請求項3または請求項4に記載のキャップ用アルミニウム合金板の製造方法。
【請求項7】
ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることを特徴とする請求項5に記載のキャップ用アルミニウム合金板の製造方法。
【請求項8】
前記アルミニウム合金の鋳造時に、アルミニウム合金溶湯として使用済みアルミニウム缶と、アルミ材の製造工程及び製缶工程で発生する工程端材などのアルミニウムスクラップを配合することを特徴とする請求項3または請求項4に記載のキャップ用アルミニウム合金板の製造方法。
【請求項9】
前記アルミニウム合金の鋳造時に、アルミニウム合金溶湯として使用済みアルミニウム缶と、アルミ材の製造工程及び製缶工程で発生する工程端材などのアルミニウムスクラップを配合することを特徴とする請求項5に記載のキャップ用アルミニウム合金板の製造方法。
【請求項10】
前記アルミニウム合金の鋳造時に、アルミニウム合金溶湯として使用済みアルミニウム缶と、アルミ材の製造工程及び製缶工程で発生する工程端材などのアルミニウムスクラップを配合することを特徴とする請求項6に記載のキャップ用アルミニウム合金板の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャップ用アルミニウム合金板及びその製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
アルミニウム飲料缶において、一般に缶胴にはAA3004やAA3104等のAl-Mn-Mg系合金が用いられており、缶蓋及びタブにはAA5182等のAl-Mg系合金が用いられている。一方で、アルミニウム飲料ボトル缶にはAA3004やAA3104等のAl-Mn-Mg系合金が用いられており、キャップ材にはAA5151等のAl-Mg系合金が用いられている。
これらアルミニウム合金のリサイクルにおいて、使用済みアルミニウム缶(UBC:Used Beverage Can)の合金組成は、前述の合金を混合溶解処理することとなるため、Al-Mn-Mg合金となる。そのため、結果として得られるUBC合金組成材は缶胴用及びボトル用の原料に利用しやすい化学組成となる。
【0003】
UBCリサイクルの一貫処理工程において、鋳造工程ではアルミニウム合金溶湯としてUBCをそのまま溶解したUBC溶湯を用いるか、純度の高い原料や母合金にUBCと、アルミニウム合金板の製造工程及び製缶工程で発生する工程端材などのアルミニウムスクラップを混合した溶湯を用いる。これら溶湯を鋳造することによって得られたアルミニウム合金をUBCリサイクル材と呼称する。
UBC配合率の高いアルミニウム合金板を製造すると、アルミニウム新地金を採用する場合に比べ、CO2の発生量を大幅に抑制し、環境負荷を低減できる。
【0004】
例えば、以下の特許文献1には、飲料缶のボトム成形性やボトム強度を勘案してアルミニウム合金の組成を調整し、均質化条件や圧延条件などの製造条件を調整することで飲料缶ボディ用に優れたアルミニウム合金板を提供する技術が開示されている。
また、以下の特許文献2には、30%以上のリサイクル内容物を含む2000系~7000系の溶融アルミニウム合金から、第1熱間圧延ステップでホットバンドを鋳造し、次いで第2の熱間圧延により厚さを50%減少させたゲージを得る技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第6850635号公報
特許第6964770号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、UBCリサイクル材はMnを比較的高濃度で含有するため、ボトルキャップ用材料へ水平展開することは難しい。
これは、合金系によって加工硬化性が変化するため、現状の製造工程のままUBCリサイクル材を利用すると、例えばキャップ側壁部の絞り成形を受ける箇所の強度が変化し、キャップ各所の強度バランスが崩れてしまうなどの問題があるためである。このため、UBCリサイクル材はボトルキャップ用材へほとんど利用されていないのが現状である。
【0007】
本発明者らは上記課題に鑑み、UBCリサイクル材を利用可能な組成系でありながら、キャップ用として好適な特徴を有するアルミニウム合金板及びその製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
(1)本形態のキャップ用アルミニウム合金板は、質量%で、Mn:0.85~1.1%、Mg:0.85~1.35%、Si:0.2~0.4%、Fe:0.4~0.6%、Cu:0.2~0.3%、Zn:0.1~0.3%を含有し、残部が不可避不純物とAlの組成を具備するキャップ用アルミニウム合金板であり、ベーキング後の引張強さ:200~230MPa、ベーキング後の耐力:140~200MPa、ベーキング後の伸び:4%以上、耳率:5.5%以下であり、ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることを特徴とするキャップ用アルミニウム合金板。
(2)本形態のキャップ用アルミニウム合金板において、最終焼鈍時の200℃以上の回復軟化挙動における最終焼鈍温度10℃上昇あたりの耐力の減少量が6MPa以下であることが好ましい。
【0009】
(3)本形態のキャップ用アルミニウム合金板の製造方法は、質量%で、Mn:0.85~1.1%、Mg:0.85~1.35%、Si:0.2~0.4%、Fe:0.4~0.6%、Cu:0.2~0.3%、Zn:0.1~0.3%を含有し、残部不可避不純物とAlの組成を具備するアルミニウム合金の鋳塊を鋳造後、均質化処理を560~610℃で行い、続いて均熱処理を520~550℃で行い、熱間圧延に続いて複数パスの冷間圧延を施し、パス間の中間焼鈍を380~550℃で行い、最終冷間圧延を圧延率20~45%で行い、最終冷間圧延後に200~300℃で安定化焼鈍を施すことを特徴とする。
(4)本形態のキャップ用アルミニウム合金板の製造方法において、最終焼鈍時の200℃以上の回復軟化挙動における最終焼鈍温度10℃上昇あたりの耐力の減少量が6MPa以下のキャップ用アルミニウム合金板を得ることが好ましい。
(5)本形態のキャップ用アルミニウム合金板の製造方法において、ベーキング後の引張強さ:200~230MPa、ベーキング後の耐力:140~200MPa、ベーキング後の伸び:4%以上、耳率:5.5%以下のキャップ用アルミニウム合金板を得ることが好ましい。
【0010】
(6)前記(3)または(4)に係る本形態のキャップ用アルミニウム合金板の製造方法において、ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることが好ましい。
(7)前記(5)に係る本形態のキャップ用アルミニウム合金板の製造方法において、ベーキング後の圧延方向に対する角度0゜,45゜,90゜におけるn値の平均値が0.15以下であり,これらn値の最大値と最小値の差が0.005以下であることが好ましい。
(8)前記(3)または(4)に係る本形態のキャップ用アルミニウム合金板の製造方法において、前記アルミニウム合金の鋳造時に、アルミニウム合金溶湯として使用済みアルミニウム缶と、アルミ材の製造工程及び製缶工程で発生する工程端材などのアルミニウムスクラップを配合することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
1か月前
ハイモ株式会社
水中金属の回収除去方法
2か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
JX金属株式会社
銅製錬の操業方法
2か月前
有限会社 ナプラ
電解めっき用電極
5か月前
国立大学法人東北大学
高耐食銅合金
1か月前
JX金属株式会社
銅製錬の操業方法
5か月前
株式会社クボタ
比重分離装置
3日前
株式会社クボタ
比重分離装置
3日前
株式会社クボタ
比重分離装置
3日前
JX金属株式会社
銅製錬の操業方法
2か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
ボルト
4か月前
三洋化成工業株式会社
重金属回収用イオン液体
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
ボルト
4か月前
国立大学法人東北大学
腐食環境用銅合金
1か月前
日本製鉄株式会社
鋼材
1か月前
JFEスチール株式会社
浸炭鋼部品
5日前
住友金属鉱山株式会社
銅の製錬方法
3か月前
日本製鉄株式会社
継目無鋼管
5か月前
日本精線株式会社
銅合金
13日前
日本製鉄株式会社
継目無鋼管
5か月前
大同特殊鋼株式会社
抵抗体及びその製造方法
5か月前
JFEスチール株式会社
肌焼鋼
3か月前
日本製鉄株式会社
めっき鋼線
2か月前
JFEスチール株式会社
肌焼鋼
3か月前
住友金属鉱山株式会社
オートクレーブ
4か月前
JFEスチール株式会社
肌焼鋼
3か月前
個人
複合材料および複合材料の製造方法
3か月前
NTN株式会社
転動部材
1か月前
NTN株式会社
転動部材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ