TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024172228
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089803
出願日
2023-05-31
発明の名称
複合材料および複合材料の製造方法
出願人
個人
代理人
個人
,
個人
主分類
C22C
1/10 20230101AFI20241205BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】複合材料中に粒子(特に大きな粒子)が適切に配置され部材に耐摩耗性や研削性能、熱伝導性等を付与することが可能なる複合材料およびかかる複合材料の製造方法を提供する。
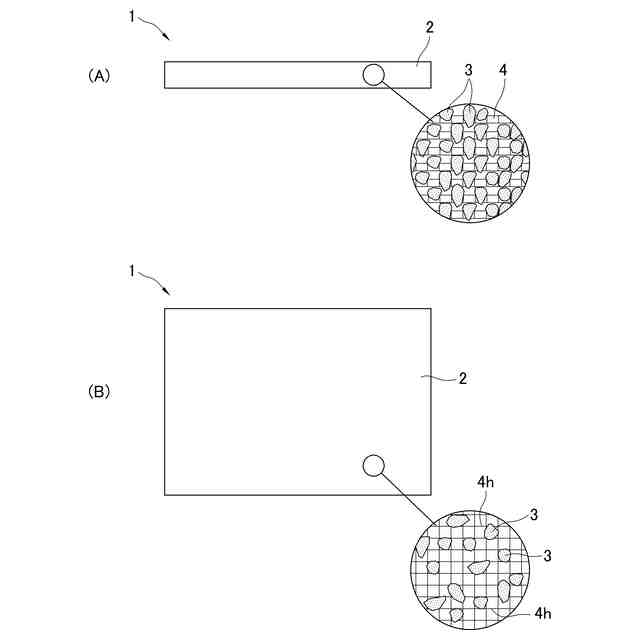
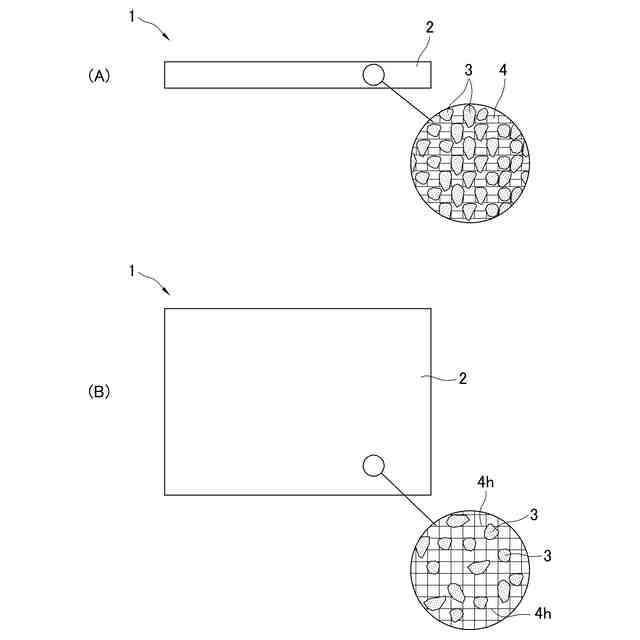
【解決手段】本体2と、本体2に埋設された多数の貫通孔4hを有するシート状部材4と、シート状部材4の貫通孔4hに配置された状態で本体2に埋設された複数の粒子3と、を有する複合材料1を、シート状部材4の貫通孔4hの所定の位置に複数の粒子3を配置した積層シート状部材Tに溶融した金属材料Mを流し溶融した金属材料Mを固化することによって製造する。複合材料1中に粒子3が適切に配置された複合材料1を効果的に製造することができるし、製造された複合材料1は、複合材料1中に粒子3が適切に配置されているので、複合材料1の研削性能や熱伝導性等を向上できる。
【選択図】図1
特許請求の範囲
【請求項1】
本体と、
該本体に埋設された多数の貫通孔を有するシート状部材と、
該シート状部材の貫通孔に配置された状態で前記本体に埋設された複数の粒子と、を有する
ことを特徴とする複合材料。
続きを表示(約 1,000 文字)
【請求項2】
前記複数の粒子の素材が、
前記本体の素材よりも硬度が高くかつ融点が前記本体の素材よりも融点の高い素材によって形成されている
ことを特徴とする請求項1記載の複合材料。
【請求項3】
前記複数の粒子の素材が、
前記本体の素材よりも融点が100℃以上高い素材によって形成されている
ことを特徴とする請求項1記載の複合材料。
【請求項4】
前記複数の粒子が、
超砥粒、金属炭化物粒子、超硬合金粒子のいずれか一つまたは複数の粒子を含む
ことを特徴とする請求項2記載の複合材料。
【請求項5】
前記複数の粒子の素材が、
前記本体の素材よりも熱伝導性が高い素材によって形成されている
ことを特徴とする請求項1記載の複合材料。
【請求項6】
前記複数の粒子が超砥粒であり、
前記本体の素材が銅であり、
前記複数のシート状部材が、
タングステン製のシート状部材およびモリブデン製のシート状部材のいずれか一つのまたは複数の網状を含む
ことを特徴とする請求項5記載の複合材料。
【請求項7】
多数の貫通孔を有するシート状部材の所定の位置に複数の粒子を配置し、シート状部材に溶融した金属材料を流し溶融した金属材料を固化する
ことを特徴とする複合材料の製造方法。
【請求項8】
隣接する多数の貫通孔を有する複数のシート状部材の間に、隣接するシート状部材の貫通孔の所定の位置に複数の粒子が配置された積層シート状部材を形成し、この積層シート状部材に溶融した金属材料を流し溶融した金属材料を固化する
ことを特徴とする請求項7記載の複合材料の製造方法。
【請求項9】
積層シート状部材を中空な空間を有する枠部材の中空な空間に配置し、
枠部材の中空な空間内の積層シート状部材に溶融した金属材料を流し込んで溶融した金属材料を固化する
ことを特徴とする請求項8記載の複合材料の製造方法。
【請求項10】
シート状部材の貫通孔の所定の位置に複数の粒子を配置する粒子配置工程と、
複数の粒子が配置されたシート状部材の上にシート状部材を重ねて配置するシート状部材積層工程と、を、繰り返して積層網状体を形成する
ことを特徴とする請求項8記載の複合材料の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合材料および複合材料の製造方法に関する。さらに詳しくは、ダイヤモンドを含有する複合材料および複合材料の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
石油、天然ガス、地熱等のエネルギー開発では地層に穴を形成するが、先端に掘削用ビットを取り付けた鋼管を回転させることによって掘削用ビットにより地層に掘削して穴を形成する。掘削用ビットには、岩石を掘削する機能と、掘削した孔の穴径を保持する機能とが求められる。かかる掘削用ビットとして、例えば、図6に示すような掘削用トリコンビットSBが使用される。かかる掘削用トリコンビットSBのゲージサーフェイスGSは、岩石から掘削荷重F1と抗壁圧力F2とを受けるが、岩石との摩擦でゲージサーフェイスGSが摩耗すれば掘削穴径が細径化する。ゲージサーフェイスGSの摩耗が生じれば掘削用トリコンビットSBを交換することになるが、摩耗による掘削穴径の細径化が生じれば、交換後の掘削用トリコンビットSBに加わる抗壁圧力F2が大きくなる。抗壁圧力F2はビット本体BDからビットカッターBCが抜け落ちる方向に作用するので、抗壁圧力F2が大きくなると、ビットカッターBCとビット本体BDとの間に設けられているベアリングBAやシー ルSLのダメージも大きくなる。すると、交換後の掘削用トリコンビットSBが短時間で損傷することになり、掘削用トリコンビットSBの交換までの時間が短くなるので、掘削用トリコンビットSBを頻繁に交換しなければならず、掘削効率の極端な低下を招く。かかる掘削用トリコンビットSBの交換には、一旦鋼管を孔から引き抜いて掘削用トリコンビットSBを交換し再度鋼管を孔に挿入する作業が必要であり、掘削用トリコンビットSBの取り換えには膨大な費用と時間が必要になる。したがって、掘削用トリコンビットSBの取り換えはできる限り少ない方が望ましく、耐久性が高い掘削用トリコンビットSBが求められている。
【0003】
ところで、掘削用トリコンビットSBのような耐摩耗性を必要とされる部材の耐摩耗性を向上させる方法として、部材の表面に超砥粒と自溶性合金の複合材料の層を設ける技術が開発されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特許第7014420号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかるに、特許文献1の場合、金属母材とカーボン型との間に超砥粒と自溶性合金とを充填して加熱することによって金属母材の表面に超砥粒を含む表層を形成することはできるものの、超砥粒を表層の所定の位置に配置することは難しい。しかも、超砥粒の位置を固定できないので、表層の厚さはそれほど厚くできず、十分な耐摩耗性を部材に付与できているとはいいがたく、超砥粒は小さい砥粒に限定され量的にも僅かである。何より自溶性合金が粘性を持った状態でありさらさらの液状にまでは完全溶融していないため、超砥粒と自溶性合金との接合が完全とは言えない。
【0006】
本発明は上記事情に鑑み、複合材料中に粒子(大きな粒子)が適切に配置された部材に耐摩耗性や研削性能、熱伝導性等を付与することが可能なる複合材料およびかかる複合材料の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
<複合材料>
本発明の複合材料は、本体と、該本体に埋設された多数の貫通孔を有するシート状部材と、該シート状部材の貫通孔に配置された状態で前記本体に埋設された複数の粒子と、を有することを特徴とする。
<複合材料の製造方法>
本発明の複合材料の製造方法は、多数の貫通孔を有するシート状部材の所定の位置に複数の粒子を配置し、シート状部材に溶融した金属材料を流し溶融した金属材料を固化することを特徴とする。
【発明の効果】
【0008】
<複合材料>
本発明の複合材料によれば、複合材料中に粒子が適切に配置されているので、複合材料を使用した部材の耐摩耗性や研削性能、熱伝導性等を向上できる。しかも、従来製造することが難しかったサイズの大きい粒子を有する複合材料を実用化できる。
<複合材料の製造方法>
本発明の複合材料の製造方法によれば、複合材料中に粒子が適切に配置された複合材料を効果的に製造することができる。
【図面の簡単な説明】
【0009】
本実施形態の複合材料1の概略説明図であって、(A)は側面図であり、(B)は平面図である。
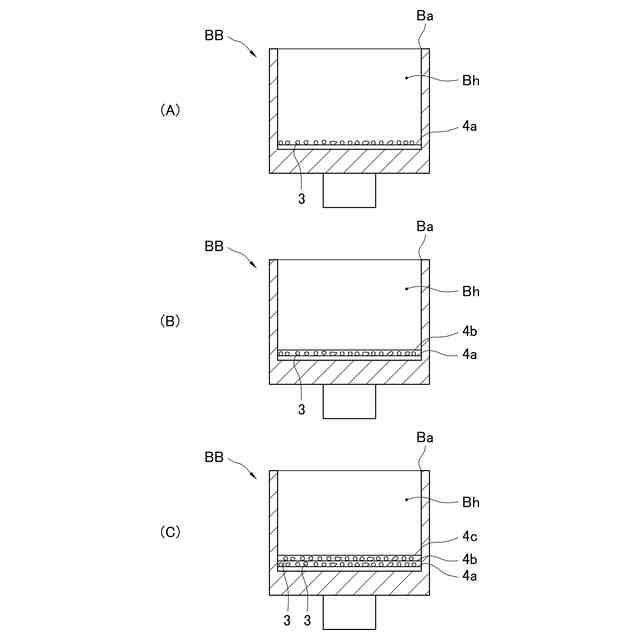
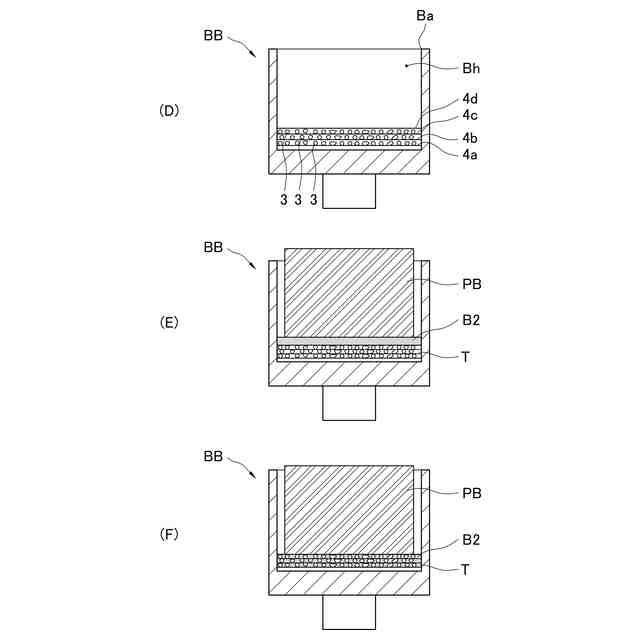
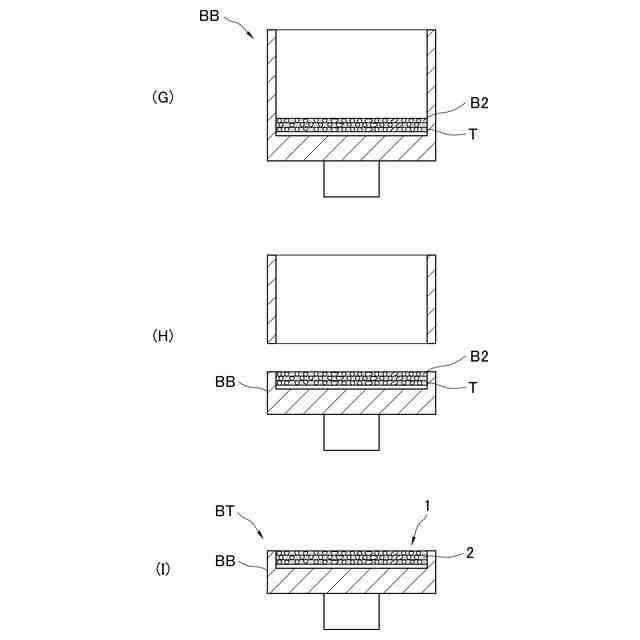
本実施形態の複合材料1を有する岩盤掘削用のビット用チップBTを製造する製造方法の概略説明図である。
本実施形態の複合材料1を有する岩盤掘削用のビット用チップBTを製造する製造方法の概略説明図である。
本実施形態の複合材料1を有する岩盤掘削用のビット用チップBTを製造する製造方法の概略説明図である。
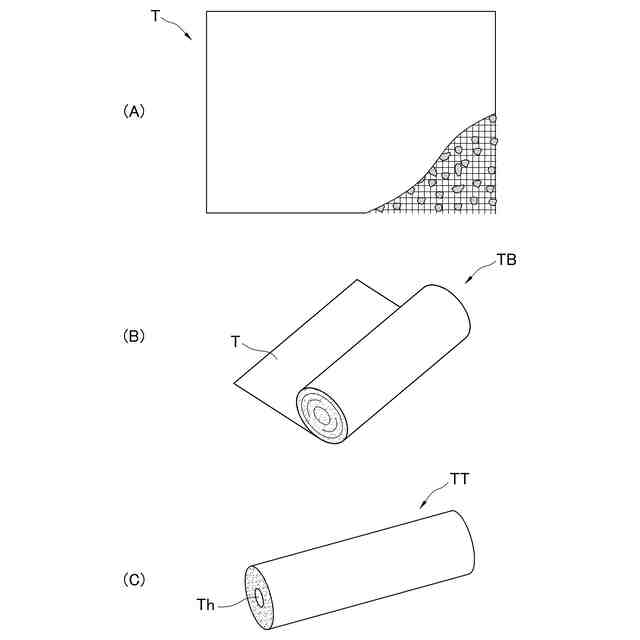
本実施形態の複合材料1として棒状のものを製造する方法の概略説明図である。
(A)は岩盤掘削用のビットの外観写真であり、(B)は岩盤掘削用のビットの概略断面図である。
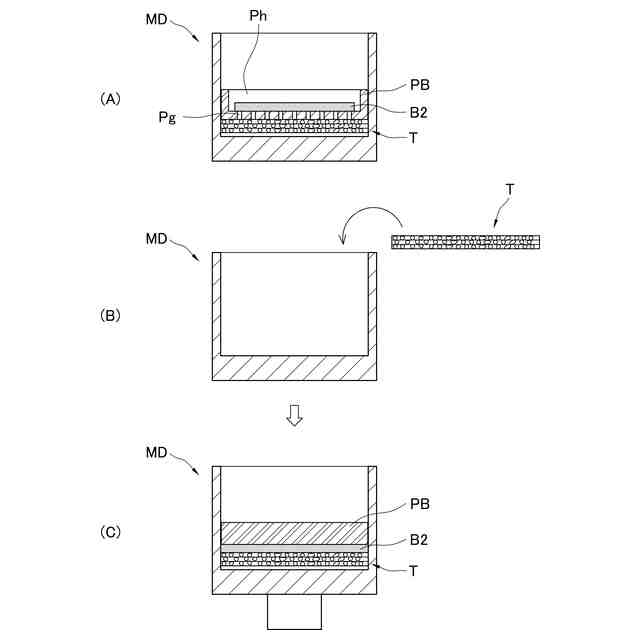
(A)は他の載置部材PBを使用して本実施形態の複合材料1を製造する場合の概略説明図であり、(B)は鋳型MDによって本実施形態の複合材料1を製造する場合の概略説明図である。
【発明を実施するための形態】
【0010】
本実施形態の複合材料は、複数の粒子を含有する材料であり、耐摩耗性や研削部材の材料として使用した場合に研削性能や熱伝導性等を向上できるようにしたことに特徴を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ