TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035443
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142487
出願日
2023-09-01
発明の名称
冷却器の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01L
23/36 20060101AFI20250306BHJP(基本的電気素子)
要約
【課題】使用時に冷媒を汚染し難い冷却器の製造方法を提供すること。
【解決手段】第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、前記金属材の凸部に選択的にフラックスを付着させる工程を含む、冷却器の製造方法、及び、第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、前記金属材の凹凸面に粉末状のフラックスを散布する工程と、散布後、第1金属板と金属材と第2金属板とを前記金属材の凸部で固定化する工程と、固定化後の凹部に気体を吹き付けて凹部に付着した前記フラックスを除去する工程と、を含む冷却器の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、
前記金属材の凸部に選択的にフラックスを付着させる工程を含む、冷却器の製造方法。
続きを表示(約 590 文字)
【請求項2】
前記金属材の凸部に選択的にフラックスを付着させる工程は、
前記金属材の凸部に選択的に溶媒を塗布する工程と、
前記金属材の凹凸面にフラックスを散布する工程と、
前記金属材の凹部に付着したフラックスを除去する工程と、
を含む、請求項1に記載の冷却器の製造方法。
【請求項3】
更に、前記除去する工程の後、前記第1金属板と前記金属材と前記第2金属板とを前記金属材の凸部で固定化する工程を含む請求項2に記載の冷却器の製造方法。
【請求項4】
第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、
前記金属材の凹凸面に粉末状のフラックスを散布する工程と、
散布後、前記第1金属板と金属材と第2金属板とを前記金属材の凸部で固定化する工程と、
固定化後の凹部に気体を吹き付けて凹部に付着した前記フラックスを除去する工程と、
を含む、冷却器の製造方法。
【請求項5】
前記固定化後の凹部に気体を吹き付けて凹部に付着した前記フラックスを除去する工程は、前記第1金属板又は前記第2金属板のいずれかを、板厚方向に0.1kPa~300kPaの圧力で加圧する工程を含む、請求項4に記載の冷却器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷却器の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、自動車用熱交換器として、軽量で、熱伝導性に優れるアルミニウム製のロールボンドパネル型冷却器が採用されている。
【0003】
かかる冷却器の製造方法においては、金属板同士を固定化する方法が採られている。固定化では、金属板同士の接合を促すため、フラックスと呼ばれる、金属板の表面に形成された酸化皮膜を除去するための薬剤が使用されることがある。
【0004】
特許文献1には、「ろう付けを行う部材にフラックスを塗布する方法において、前記部材を加熱した後、前記フラックスの混合液を前記部材に付着し、前記加熱でもたらされた前記部材の熱によって、前記混合液の液状成分を気化させることを特徴とするフラックスの塗布方法」が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2001-259522号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来の冷却器の製造方法では、フラックスは金属板の表面全体に塗布されるため、冷却器の製造後、冷却器内の冷媒流路にフラックスが残留し、冷媒の電気伝導率を上昇させる等、使用時に冷媒を汚染し易いという問題があった。
【0007】
そこで、本発明は、使用時に冷媒を汚染し難い冷却器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段には、以下の態様が含まれる。
<1>
第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、
前記金属材の凸部に選択的にフラックスを付着させる工程を含む、冷却器の製造方法。
<2>
前記金属材の凸部に選択的にフラックスを付着させる工程は、
前記金属材の凸部に選択的に溶媒を塗布する工程と、
前記金属材の凹凸面にフラックスを散布する工程と、
前記金属材の凹部に付着したフラックスを除去する工程と、
を含む、<1>に記載の冷却器の製造方法。
<3>
更に、前記除去する工程の後、前記第1金属板と前記金属材と前記第2金属板とを前記金属材の凸部で固定化する工程を含む<2>に記載の冷却器の製造方法
<4>
第1金属板と、凹凸構造を有する金属材と、第2金属板と、を前記金属材の凸部で固定化する冷却器の製造方法であって、
前記金属材の凹凸面に粉末状のフラックスを散布する工程と、
散布後、第1金属板と金属材と第2金属板とを前記金属材の凸部で固定化する工程と、
固定化後の凹部に気体を吹き付けて凹部に付着した前記フラックスを除去する工程と、
を含む冷却器の製造方法。
<5>
前記固定化後の凹部に気体を吹き付けて凹部に付着した前記フラックスを除去する工程は、前記第1金属板又は前記第2金属板のいずれかを、板厚方向に0.1kPa~300kPaの圧力で加圧する工程を含む、<4>に記載の冷却器の製造方法。
【発明の効果】
【0009】
本発明によれば、使用時に冷媒を汚染し難い冷却器の製造方法が提供される。
【図面の簡単な説明】
【0010】
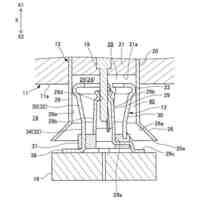
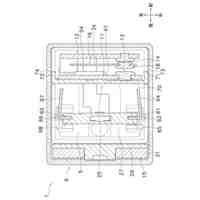
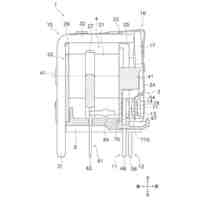
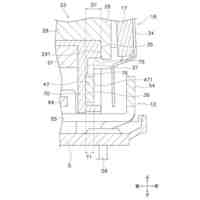
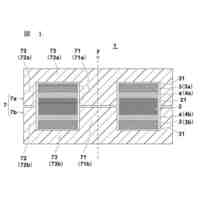
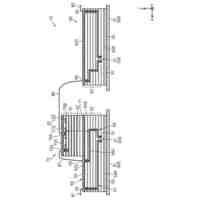
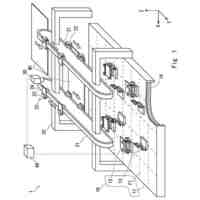
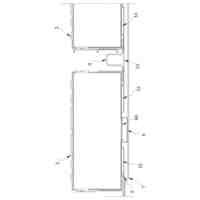
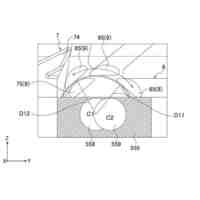
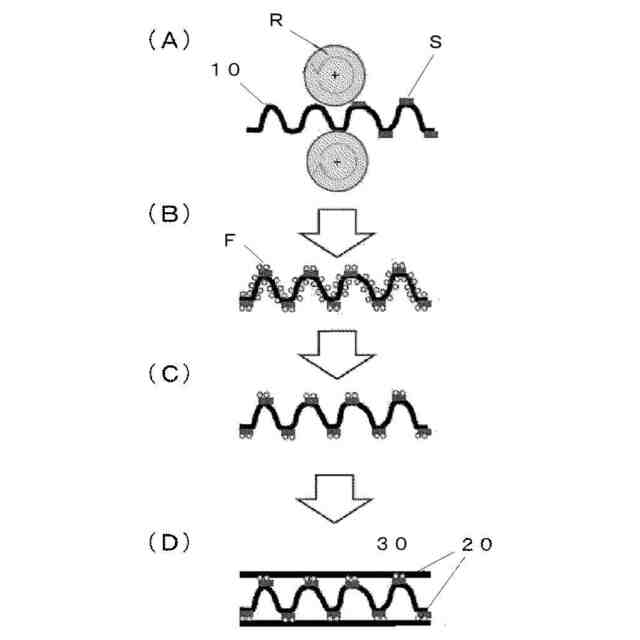
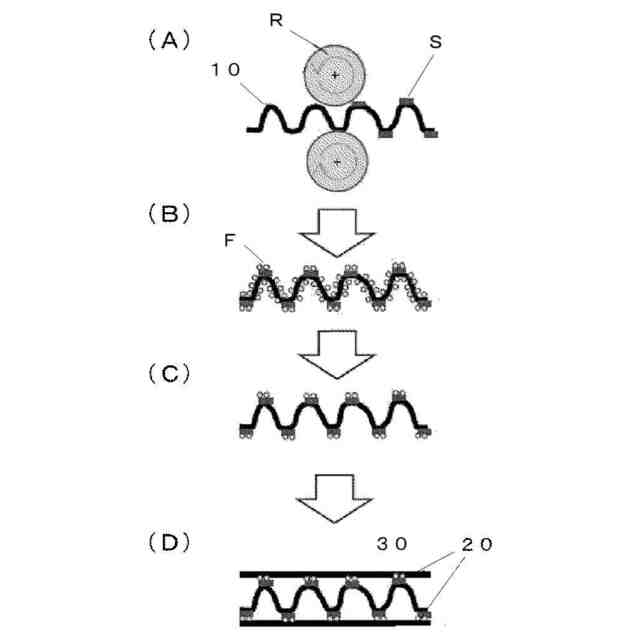
図1は、本発明の第1の態様に係る冷却器の製造方法の一例を示す概略工程図である。図1(A)は、本発明の第1の態様に係る冷却器の製造方法の塗布工程の一例を示す概略図である。図1(B)は、本発明の第1の態様に係る冷却器の製造方法の散布工程の一例を示す概略図である。図1(C)は、本発明の第1の態様に係る冷却器の製造方法の除去工程の一例を示す概略図である。図1(D)は、本発明の第1の態様に係る冷却器の製造方法の固定化工程の一例を示す概略図である。
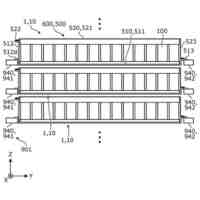
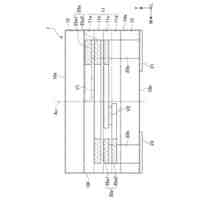
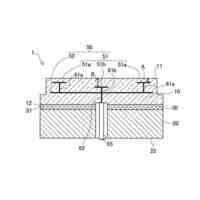
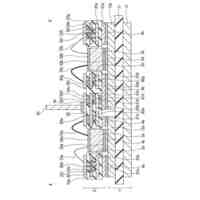
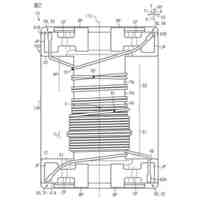
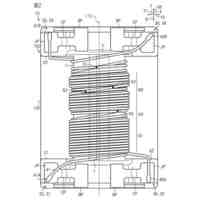
図2は、本発明の第2の態様に係る冷却器の製造方法の除去工程の一例を示す概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
21日前
ローム株式会社
保持具
7日前
CKD株式会社
巻回装置
20日前
CKD株式会社
巻回装置
20日前
個人
積層型電解質二次電池
13日前
イリソ電子工業株式会社
電子部品
24日前
株式会社GSユアサ
蓄電設備
今日
オムロン株式会社
電磁継電器
28日前
太陽誘電株式会社
コイル部品
28日前
オムロン株式会社
電磁継電器
28日前
オムロン株式会社
電磁継電器
28日前
太陽誘電株式会社
コイル部品
28日前
東レ株式会社
有機粒子およびフィルム
今日
国立大学法人信州大学
トランス
28日前
三菱電機株式会社
同軸フィルタ
10日前
日本特殊陶業株式会社
保持部材
20日前
協立電機株式会社
着磁器
6日前
ローム株式会社
半導体装置
21日前
ローム株式会社
半導体装置
6日前
ローム株式会社
半導体装置
6日前
ナカムラマジック株式会社
放熱器
15日前
トヨタ自動車株式会社
電極積層装置
今日
富士通株式会社
アンテナ装置
今日
富士電機株式会社
半導体装置
今日
トヨタバッテリー株式会社
二次電池
1日前
太陽誘電株式会社
コイル部品
今日
日新イオン機器株式会社
気化器、イオン源
21日前
トヨタバッテリー株式会社
二次電池
20日前
日本航空電子工業株式会社
コネクタ
21日前
ローム株式会社
半導体発光装置
27日前
株式会社AESCジャパン
電池パック
6日前
株式会社村田製作所
コイル部品
20日前
株式会社村田製作所
コイル部品
20日前
矢崎総業株式会社
端子台
20日前
トヨタバッテリー株式会社
電池パック
27日前
矢崎総業株式会社
端子台
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ