TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034340
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140656
出願日
2023-08-31
発明の名称
合成樹脂製ボトル
出願人
株式会社吉野工業所
代理人
個人
,
個人
主分類
B65D
1/02 20060101AFI20250306BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】座屈強度を低下させることなく、接地部に波打ち形状が生じることを防止し、自立安定性を向上させた合成樹脂製ボトルを創出することを課題とする。
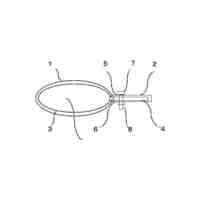
【解決手段】合成樹脂製ボトルにおいて、底部5が、径方向外側に所定の第1曲率半径R1の凸曲面を有して形成された上ヒール部6A及び該上ヒール部6Aの下方に所定の第2曲率半径R2の凸曲面を有して連設された下ヒール部6Bを備えたヒール部6と、接地部9を備えて下ヒール部6Bの下端6cに連設される底面壁7と、を有して形成され、上ヒール部6Aと下ヒール部6Bとを跨ぐように、径方向内側に向かって陥没形成され且つ周方向に等しい中心角度で並ぶ複数の凹部8が形成され、凹部下端8cから接地部9までの上下方向における高さ寸法Hが0.2~2.0mmの範囲に設定され、更に第2曲率半径R2が、第1曲率半径R1の1/10以下で形成された構成とする。
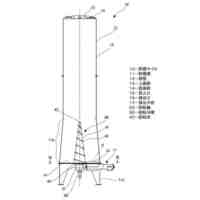
【選択図】図3
特許請求の範囲
【請求項1】
底部(5)に連設された胴部(4)の上端に肩部(3)を介して口筒部(2)が起立設された合成樹脂製ボトルであって、
前記底部(5)が、径方向外側に所定の第1曲率半径(R1)の凸曲面を有して形成された上ヒール部(6A)及び該上ヒール部(6A)の下方に所定の第2曲率半径(R2)の凸曲面を有して連設された下ヒール部(6B)を備えたヒール部(6)と、接地部(9)を備えて前記下ヒール部(6B)の下端(6c)に連設される底面壁(7)と、を有して形成され、
前記上ヒール部(6A)と前記下ヒール部(6B)とを跨ぐように、径方向内側に向かって陥没形成され且つ周方向に等しい中心角度で並ぶ複数の凹部(8)が形成され、
凹部下端(8c)から前記接地部(9)までの上下方向における高さ寸法(H)が0.2~2.0mmの範囲に設定され、
更に前記第2曲率半径(R2)が、前記第1曲率半径(R1)の1/10以下で形成されていることを特徴とする合成樹脂製ボトル。
続きを表示(約 520 文字)
【請求項2】
前記上ヒール部(6A)の上端(6a)と、前記上ヒール部(6A)と前記下ヒール部(6B)との境界部(6b)との間の上下方向の高さ寸法をL1とし、前記境界部(6b)と前記接地部(9)でもある前記下ヒール部(6B)の下端(6c)との間の上下方向の高さ寸法をL2としたときに、L2/L1が25%以下とされている請求項1記載の合成樹脂製ボトル。
【請求項3】
前記凹部下端(8c)と前記接地部(9)との間で且つ前記下ヒール部(6B)の外表面に沿う長さ(L3)が1.0~4.0mmの範囲設定されている請求項1又は2記載の合成樹脂製ボトル。
【請求項4】
前記凹部(8)が、中央の凹底壁部(8a)と、その周囲に枠状且つ前記凹底壁部(8a)に向かって傾斜状に設けられた凹傾斜壁(8b)とを有して形成されている請求項1記載の合成樹脂製ボトル。
【請求項5】
前記凹底壁部(8a)の中間高さ位置における幅寸法(W1)が、前記中間高さ位置と同じ高さ位置における前記凹傾斜壁(8b)の幅寸法(W2)よりも大きく且つ前記凹傾斜壁(8b)の幅寸法(W2)の3倍未満とする請求項4記載の合成樹脂製ボトル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合成樹脂製ボトルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
上下方向から荷重が加わった際に、座屈強度を高めてヒール部の変形を防止する手段として、ヒール部に複数の補強溝を形成するようにした合成樹脂製ボトル(プラスチックボトル)が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2013-203409号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の合成樹脂製ボトルは、縦溝状(凹状)から成る複数の補強溝36、37を接地部32に隣接して放射状に設けた構成であるが、これら複数の補強溝36、37よって接地部32に波打つような形状(波打ち形状)が発生して自立安定性が低下しやすくなる場合があった。
【0005】
特に、1リットル以上のPET樹脂などから成る比較的大型のボトルにおいては、使用する成形樹脂の減量による軽量化に伴ってボトルの重心は比較的高い位置に形成されることから、ベルトコンベア等を用いて充填を行う搬送ライン等でボトルが転倒しやすくなる傾向がある。このため、上記のように接地部に波打ち形状が生じる場合にあっては、更にボトルが転倒しやすいという問題があった。
【0006】
本発明は、上記した従来技術における問題点を解消すべく、座屈強度を低下させることなく、接地部に波打ち形状が生じることを防止し、自立安定性を向上させた合成樹脂製ボトルを創出することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段のうち、本発明の第1の手段は、
底部に連設された胴部の上端に肩部を介して口筒部が起立設された合成樹脂製ボトルであって、
前記底部が、径方向外側に所定の第1曲率半径の凸曲面を有して形成された上ヒール部及び該上ヒール部の下方に所定の第2曲率半径の凸曲面を有して連設された下ヒール部を備えたヒール部と、接地部を備えて前記下ヒール部の下端に連設される底面壁と、を有して形成され、
前記上ヒール部と前記下ヒール部とを跨ぐように、径方向内側に向かって陥没形成され且つ周方向に等しい中心角度で並ぶ複数の凹部が形成され、
凹部下端から前記接地部までの上下方向における高さ寸法が0.2~2.0mmの範囲に設定され、
更に前記第2曲率半径が、前記第1曲率半径の1/10以下で形成されていることを特徴とする、と云うものである。
【0008】
本発明の第2の手段は、上記第1の手段に、前記上ヒール部の上端と、前記上ヒール部と前記下ヒール部との境界部との間の上下方向の高さ寸法をL1とし、前記境界部と前記接地部でもある前記下ヒール部の下端との間の上下方向の高さ寸法をL2としたときに、L2/L1が25%以下とされている、との手段を加えたものである。
【0009】
本発明の第3の手段は、上記第1又は第2の手段に、前記凹部下端と前記接地部との間で且つ前記下ヒール部の外表面に沿う長さが1.0~4.0mmの範囲に設定されている、との手段を加えたものである。
【0010】
本発明の第4の手段は、上記第1乃至第3の手段に、前記凹部が、中央の凹底壁部と、その周囲に枠状且つ前記凹底壁部に向かって傾斜状に設けられた凹傾斜壁とを有して形成されている、との手段を加えたものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
箱
7か月前
個人
ゴミ箱
7か月前
個人
包装体
7か月前
個人
容器
4か月前
個人
段ボール箱
1か月前
個人
段ボール箱
1か月前
個人
ゴミ収集器
1か月前
個人
パウチ補助具
7か月前
個人
土嚢運搬器具
3か月前
個人
宅配システム
1か月前
個人
角筒状構造体
8日前
個人
折り畳み水槽
7か月前
個人
コード類収納具
2か月前
個人
ダンボール宝箱
7か月前
個人
閉塞装置
4か月前
個人
お薬の締結装置
19日前
個人
圧縮収納袋
8か月前
株式会社コロナ
梱包材
8日前
株式会社和気
包装用箱
3か月前
個人
貯蔵サイロ
1か月前
個人
ゴミ処理機
3か月前
株式会社新弘
容器
7か月前
個人
粘着テープ切断装置
9か月前
個人
輸送積荷用動吸振器
28日前
個人
包装箱
4か月前
株式会社新弘
容器
7か月前
株式会社イシダ
箱詰装置
10か月前
三甲株式会社
蓋体
2か月前
三甲株式会社
容器
19日前
三甲株式会社
容器
19日前
積水樹脂株式会社
接着剤
6か月前
三甲株式会社
容器
9か月前
株式会社イシダ
包装装置
7か月前
個人
袋入り即席麺
2か月前
個人
塗料容器用蓋
7か月前
三甲株式会社
蓋体
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ