TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031980
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2024230259,2024553237
出願日
2024-12-26,2024-03-06
発明の名称
蓄電デバイスの製造方法、および、蓄電デバイス
出願人
大日本印刷株式会社
代理人
個人
主分類
H01M
10/04 20060101AFI20250228BHJP(基本的電気素子)
要約
【課題】蓋体を備える蓄電デバイスを好適に製造できる蓄電デバイスの製造方法、および、蓄電デバイスを提供する。
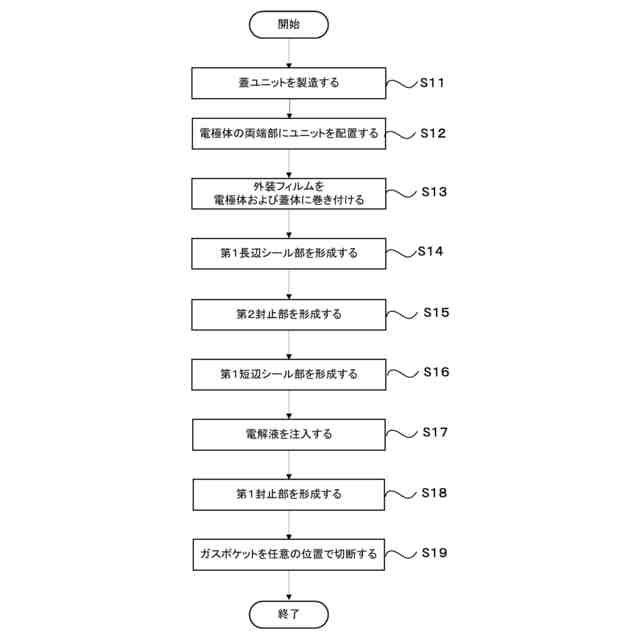
【解決手段】電極体と、前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、前記外装体は、開口部が形成されるように前記電極体を包む外装フィルムと、前記開口部に配置される蓋体と、前記蓋体と前記外装フィルムとが接合された封止部と、を含む。前記蓄電デバイスの製造方法は、シール装置を用いて前記封止部を形成する封止工程を含み、前記封止工程は、前記シール装置および前記蓋体の一方を他方に対して移動させながら前記封止部を形成する第1封止工程を含む。
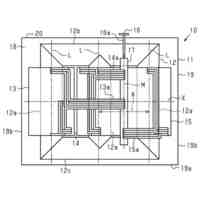
【選択図】図16
特許請求の範囲
【請求項1】
電極体と、
前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、
前記外装体は、
開口部が形成されるように前記電極体を包む外装フィルムと、
前記開口部を閉じる蓋体と、
前記蓋体と前記外装フィルムとが接合された封止部と、を含み、
前記蓄電デバイスの製造方法は、
シール装置を用いて前記封止部を形成する封止工程を含み、
前記封止工程では、前記外装フィルムおよび前記蓋体に対する前記シール装置の押し込み量を制御する
蓄電デバイスの製造方法。
続きを表示(約 870 文字)
【請求項2】
前記外装フィルムは、熱融着性樹脂層を含み、
前記シール装置の押し込み量は、前記熱融着性樹脂層の厚さの半分程度である
請求項1に記載の蓄電デバイスの製造方法。
【請求項3】
前記封止工程では、前記シール装置の押し込み量を電動シリンダによって制御する
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項4】
前記封止工程では、前記シール装置の押し込み量は、予め設定される押し込み量の位置に配置された規制部材によって制御される
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項5】
前記蓄電デバイスの中間体の周囲に前記押し込み量を制御するための規制部材を配置する工程を含む
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項6】
前記封止工程では、前記蓋体のシール面と、前記外装フィルムとの間にポリだまりを形成する
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項7】
前記封止工程では、前記外装フィルムによって包まれた前記蓋体および前記電極体の少なくとも一方を弾性体の上に配置した状態で前記封止部を形成する
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項8】
前記封止工程では、前記外装フィルムと前記シール装置との間に耐熱性を有する弾性体を挟んだ状態で前記封止部を形成する
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項9】
前記封止工程は、前記シール装置および前記蓋体の一方を他方に対して移動させながら前記封止部を形成する第1封止工程を含む
請求項1または2に記載の蓄電デバイスの製造方法。
【請求項10】
前記シール装置は、超音波シールシール装置または溶接機である
請求項1または2に記載の蓄電デバイスの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、蓄電デバイスの製造方法、および、蓄電デバイスに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
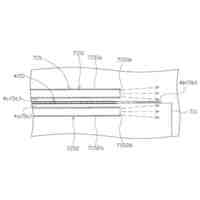
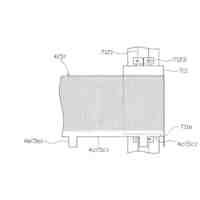
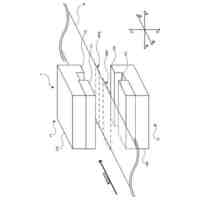
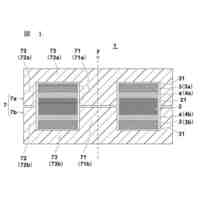
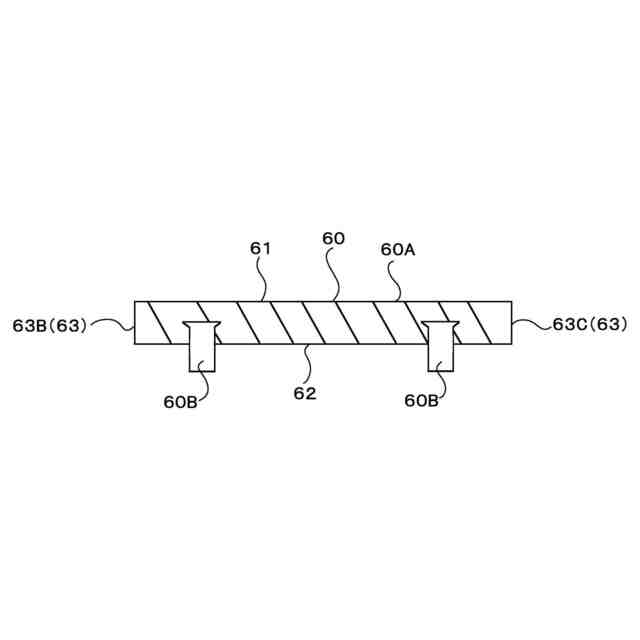
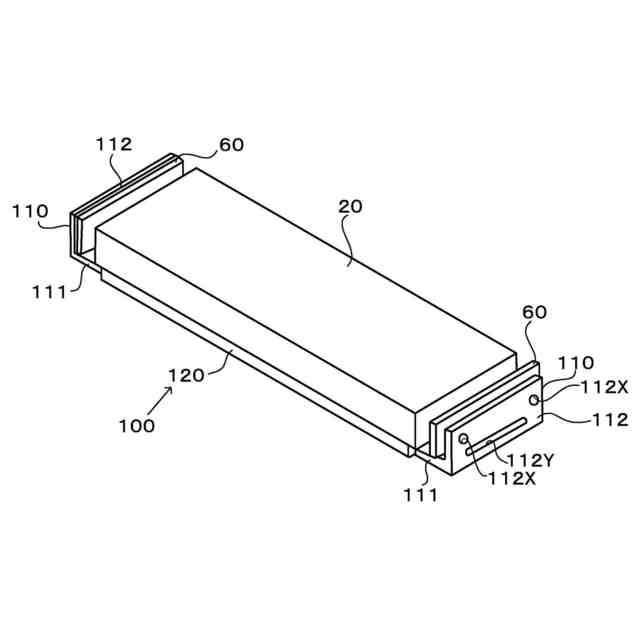
特許文献1は、蓄電デバイスの一例を開示している。この蓄電デバイスは、電極体と、電極体を封止する外装体と、を備える。外装体は、開口部が形成されるように電極体を包む外装フィルムと、前記開口部に配置される蓋体と、を含む。外装フィルムと蓋体とは、接合される。
【先行技術文献】
【特許文献】
【0003】
特開2022-123686公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記蓄電デバイスでは、例えば、蓋体の角部と外装フィルムとのシール性が低い等、様々な点において改善の余地がある。
【0005】
本発明は、蓋体を備える蓄電デバイスを好適に製造できる蓄電デバイスの製造方法、および、蓄電デバイスを提供することを目的とする。
【課題を解決するための手段】
【0006】
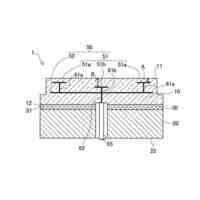
本発明の第1観点に係る蓄電デバイスの製造方法は、電極体と、前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、前記外装体は、開口部が形成されるように前記電極体を包む外装フィルムと、前記開口部に配置される蓋体と、前記蓋体と前記外装フィルムとが接合された封止部と、を含む。前記蓄電デバイスの製造方法は、シール装置を用いて前記封止部を形成する封止工程を含み、前記封止工程は、前記シール装置および前記蓋体の一方を他方に対して移動させながら前記封止部を形成する第1封止工程を含む。
【0007】
本発明の第2観点に係る蓄電デバイスの製造方法は、第1観点に係る蓄電デバイスの製造方法であって、前記第1封止工程の後に実施され、前記蓋体と前記外装フィルムとを再度シールする再封止工程をさらに含む。
【0008】
本発明の第3観点に係る蓄電デバイスの製造方法は、電極体と、前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、前記外装体は、開口部が形成されるように前記電極体を包む外装フィルムと、前記開口部を閉じる蓋体と、前記蓋体と前記外装フィルムとが接合された封止部と、を含み、前記蓋体は、前記蓋体は、前記外装フィルムと接合される複数のシール面を有する。前記蓄電デバイスの製造方法は、前記封止部を形成する封止工程を含み、前記封止工程では、前記複数のシール面のうち、隣り合うシール面を順次接合する。
【0009】
本発明の第4観点に係る蓄電デバイスの製造方法は、電極体と、前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、前記外装体は、開口部が形成されるように前記電極体を包む外装フィルムと、前記開口部を閉じる蓋体と、前記蓋体と前記外装フィルムとが接合された封止部と、を含む。前記蓄電デバイスの製造方法は、前記封止部を形成する封止工程を含み、前記蓋体は、前記封止工程よりも前に実施される工程において加熱される。
【0010】
本発明の第5観点に係る蓄電デバイスの製造方法は、電極体と、前記電極体を封止する外装体と、を備える蓄電デバイスの製造方法であって、前記外装体は、開口部が形成されるように前記電極体を包む外装フィルムと、前記開口部を閉じる蓋体と、前記蓋体と前記外装フィルムとが接合された封止部と、を含み、前記蓄電デバイスの製造方法は、シール装置を用いて前記封止部を形成する封止工程を含み、前記封止工程では、前記外装フィルムおよび前記蓋体に対する前記シール装置の押し込み量を制御する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
17日前
ローム株式会社
保持具
3日前
CKD株式会社
巻回装置
16日前
CKD株式会社
巻回装置
16日前
個人
積層型電解質二次電池
9日前
イリソ電子工業株式会社
電子部品
20日前
オムロン株式会社
電磁継電器
24日前
オムロン株式会社
電磁継電器
24日前
オムロン株式会社
電磁継電器
24日前
太陽誘電株式会社
コイル部品
24日前
太陽誘電株式会社
コイル部品
24日前
三菱電機株式会社
同軸フィルタ
6日前
株式会社ヨコオ
ソケット
1か月前
協立電機株式会社
着磁器
2日前
国立大学法人信州大学
トランス
24日前
日本特殊陶業株式会社
保持部材
16日前
日新電機株式会社
変圧器
1か月前
ローム株式会社
半導体装置
2日前
ナカムラマジック株式会社
放熱器
11日前
ローム株式会社
半導体装置
17日前
ローム株式会社
半導体装置
2日前
トヨタバッテリー株式会社
二次電池
1か月前
日本航空電子工業株式会社
コネクタ
17日前
日新イオン機器株式会社
気化器、イオン源
17日前
トヨタバッテリー株式会社
二次電池
16日前
矢崎総業株式会社
端子台
16日前
ローム株式会社
半導体発光装置
23日前
矢崎総業株式会社
端子台
16日前
ニデックモビリティ株式会社
トランス
2日前
株式会社村田製作所
コイル部品
16日前
住友電気工業株式会社
耐熱電線
24日前
株式会社ダイフク
搬送車
3日前
株式会社村田製作所
コイル部品
16日前
トヨタバッテリー株式会社
電池パック
23日前
矢崎総業株式会社
端子台
16日前
株式会社豊田自動織機
電子機器
2日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ