TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030625
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023136099
出願日
2023-08-24
発明の名称
押出成形装置
出願人
日東電工株式会社
代理人
弁理士法人青藍国際特許事務所
,
個人
,
個人
主分類
B29C
48/37 20190101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品の寸法のばらつきを低減する観点から有利な押出成形装置を提供する。
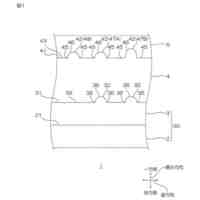
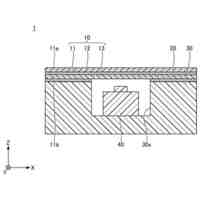
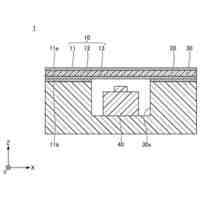
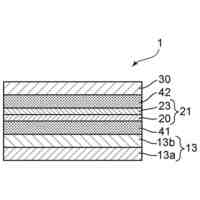
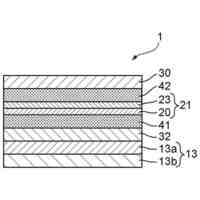
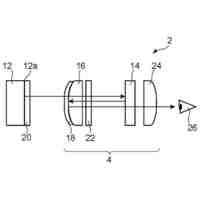
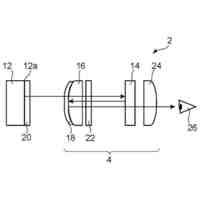
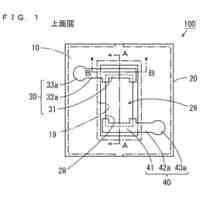
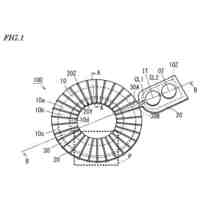
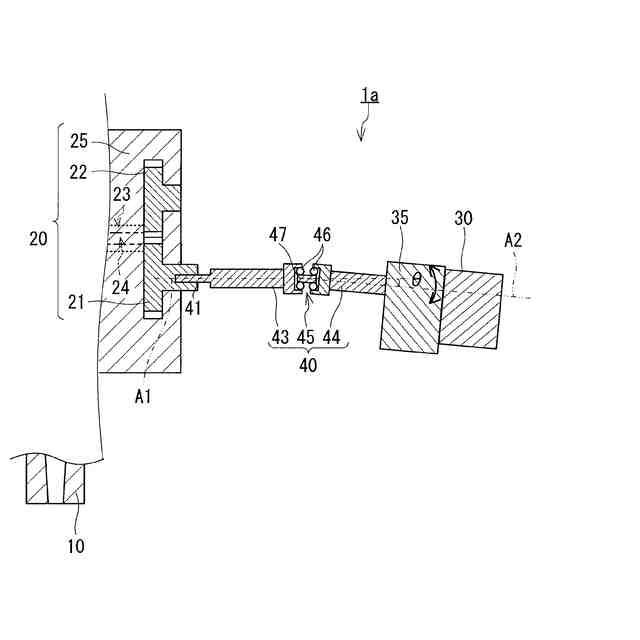
【解決手段】押出成形装置1aは、ダイ10と、ギアポンプ20と、モータ30と、動力伝達機構40とを備えている。ダイ10は、成形材料を成形するための部品である。ギアポンプ20は、駆動ギア21を含んでいる。ギアポンプ20は、駆動ギア21の回転により、成形材料をダイ10に向かって供給する。動力伝達機構40は、モータ30の動力を駆動ギア21に伝達する。動力伝達機構40は、第一軸線A1に対する第二軸線A2の傾斜角θが可変であるように、モータ30と駆動ギア21とを連結している。第一軸線A1は、駆動ギア21の回転軸線である。第二軸線A2は、モータ30の回転軸線である。
【選択図】図1
特許請求の範囲
【請求項1】
成形材料を成形するためのダイと、
駆動ギアを含み、前記駆動ギアの回転により成形材料を前記ダイに向かって供給するギアポンプと、
モータと、
前記モータの動力を前記駆動ギアに伝達する動力伝達機構と、を備え、
前記動力伝達機構は、前記駆動ギアの回転軸線である第一軸線に対する前記モータの回転軸線である第二軸線の傾斜角が可変であるように、前記モータと前記駆動ギアとを連結している、
押出成形装置。
続きを表示(約 770 文字)
【請求項2】
前記動力伝達機構は、前記第一軸線上に配置された第一シャフトと、前記第二軸線上又は前記第二軸線に平行に配置された第二シャフトと、前記第一シャフトと前記第二シャフトとを連結する連結器とを含み、
前記連結器は、少なくとも1つのボールベアリングを含む、
請求項1に記載の押出成形装置。
【請求項3】
前記動力伝達機構は、前記第一軸線上に配置された第一シャフトと、前記第二軸線上又は前記第二軸線に平行に配置された第二シャフトと、前記第一シャフトと前記第二シャフトとを連結する連結器とを含み、
前記連結器は、前記第一シャフト及び前記第二シャフトが前記傾斜角によらずに等速で回転するように前記第一シャフトと前記第二シャフトとを連結している、
請求項1に記載の押出成形装置。
【請求項4】
前記ギアポンプは、前記駆動ギアの1回転あたり3.0mL以下の吐出量を有する、
請求項1に記載の押出成形装置。
【請求項5】
前記成形材料は、熱可塑性樹脂を含む、
請求項1から4のいずれか1項に記載の押出成形装置。
【請求項6】
前記ダイは、前記成形材料をファイバに成形可能である、
請求項5に記載の押出成形装置。
【請求項7】
前記ファイバは、光ファイバである、
請求項6に記載の押出成形装置。
【請求項8】
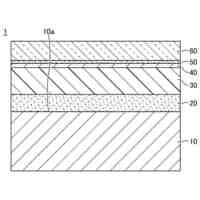
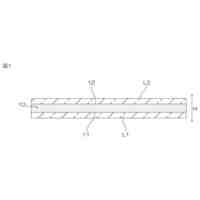
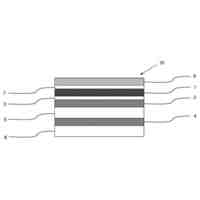
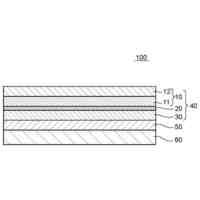
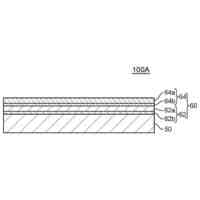
前記ファイバは、複数層が同心に配置された断面を有し、
前記断面は、前記ファイバの長さ方向に垂直である、
請求項6に記載の押出成形装置。
【請求項9】
前記複数層の少なくとも1つの層は、フッ素樹脂を含む、
請求項8に記載の押出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出成形装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、成形材料の供給のためのギアポンプを備えた押出成形装置が知られている。
【0003】
例えば、特許文献1には、ポリマーを溶融させるための押出機と、ギアポンプと、口金と、測定器と、演算器とを備えたシートの製造装置が記載されている。押出機にてポリマーを溶融させ、回転数を一定に制御したギアポンプによりこの溶融したポリマーを輸送して口金からシート状に押し出す。測定器は、搬送されている途中のシートの特性を測定する。演算器は、測定器の測定結果に基づいて前記押出機のスクリューの回転数および/または押出機のヒーター温度を制御する。
【0004】
特許文献2には、ゴム押出成形システムが記載されている。このゴム押出成形システムは、ゴム押出装置と、回転支持体と、厚みセンサと、制御部とを備えている。ゴム押出装置は、ギアポンプを備えている。制御部は、ゴム押出装置のゴム押出速度に基づいて、ギアポンプ内のギアの回転速度を設定する。
【0005】
特許文献3には、フレキシブルチューブ製造装置が記載されている。このフレキシブルチューブ製造装置は、第1の押出機と、第2の押出機と、成形装置と、第1のギヤポンプと、第2のギヤポンプとを備えている。第1の押出機は、第1の樹脂を押し出す。第2の押出機は、第1の樹脂より柔軟な第2の樹脂を押し出す。成形装置は、第1の押出機から第1の樹脂が供給される第1の樹脂供給路と、第2の押出機から第2の樹脂が供給される第2の樹脂供給路とを有し、供給された樹脂をブレード線の表面に押出成形する。第1のギヤポンプは、第1の樹脂供給路の途中に設けられている。第2のギヤポンプは、第2の樹脂供給路の途中に設けられている。
【先行技術文献】
【特許文献】
【0006】
特開2014-193604号公報
特開2021-30618号公報
国際公開第2021/024794号
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1から3に記載の通り、ギアポンプを備えた押出成形装置において、ギアポンプによって樹脂及びゴム等の成形材料が供給され、供給された成形材料が所定の形状に成形される。一方、特許文献1から3に記載の技術は、モータの動力をギアポンプに伝達してギアポンプを作動させて成形材料を供給する場合に成形品の寸法のばらつきを低減する観点から再検討の余地を有する。
【0008】
このような事情に鑑み、本発明は、モータの動力をギアポンプに伝達してギアポンプを作動させて成形材料を供給しつつ成形品の寸法のばらつきを低減する観点から有利な押出成形装置を提供する。
【課題を解決するための手段】
【0009】
本発明は、
成形材料を成形するためのダイと、
駆動ギアを含み、前記駆動ギアの回転により成形材料を前記ダイに向かって供給するギアポンプと、
モータと、
前記モータの動力を前記駆動ギアに伝達する動力伝達機構と、を備え、
前記動力伝達機構は、前記駆動ギアの回転軸線である第一軸線に対する前記モータの回転軸線である第二軸線の傾斜角が可変であるように、前記モータと前記駆動ギアとを連結している、
押出成形装置を提供する。
【発明の効果】
【0010】
上記の押出成形装置は、モータの動力をギアポンプに伝達してギアポンプを作動させて成形材料を供給しつつ成形品の寸法のばらつきを低減する観点から有利である。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
積層体
今日
日東電工株式会社
積層体
今日
日東電工株式会社
通気構造
15日前
日東電工株式会社
粘着シート
20日前
日東電工株式会社
複層構造体
1日前
日東電工株式会社
スイッチ装置
1日前
日東電工株式会社
スイッチ装置
1日前
日東電工株式会社
光学粘着シート
13日前
日東電工株式会社
光学粘着シート
6日前
日東電工株式会社
光学粘着シート
6日前
日東電工株式会社
ガラス樹脂複合体
1日前
日東電工株式会社
透明導電性フィルム
3日前
日東電工株式会社
分析システム、分析方法
13日前
日東電工株式会社
高分子分散型液晶フィルム
今日
日東電工株式会社
光学積層体および表示システム
8日前
日東電工株式会社
光学積層体および表示システム
8日前
日東電工株式会社
光学積層体および表示システム
14日前
日東電工株式会社
光学積層体および表示システム
14日前
日東電工株式会社
拡散フィルムおよび光拡散装置
今日
日東電工株式会社
アルコール剥離性光学粘着シート
6日前
日東電工株式会社
積層体、光学部材、及び光学装置
2日前
日東電工株式会社
積層体、光学部材、及び光学装置
2日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
22日前
日東電工株式会社
多孔質液晶ポリマーシートの製造方法
20日前
日東電工株式会社
反射防止フィルムおよび画像表示装置
9日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
22日前
日東電工株式会社
封止用樹脂シートおよび電子素子パッケージ
9日前
日東電工株式会社
配線回路基板および配線回路基板集合体シート
20日前
日東電工株式会社
熱電変換材料、熱電変換素子、体温計、及びセンサ
2日前
日東電工株式会社
センサ及び電気インピーダンストモグラフィシステム
22日前
日東電工株式会社
プリントコイル基板およびプリントコイル基板の製造方法
20日前
日東電工株式会社
インダクタ
今日
日東電工株式会社
積層体、光学部品、インプリント方法、及び光学部品の製造方法
1日前
日東電工株式会社
光学積層体の製造方法および該製造方法に用いられる中間積層体
今日
日東電工株式会社
表面保護フィルム付光学フィルムおよび光学フィルムの検査方法
8日前
日東電工株式会社
透明導電性フィルム
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ