TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025024750
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023128985
出願日
2023-08-08
発明の名称
筒状のコンクリート杭の製造方法
出願人
太平洋セメント株式会社
,
日本ヒューム株式会社
代理人
個人
,
個人
,
個人
主分類
B28B
21/34 20060101AFI20250214BHJP(セメント,粘土,または石材の加工)
要約
【課題】成形性に優れ、かつ、高い圧縮強度を有する筒状のコンクリート杭を製造することができる方法を提供する。
【解決手段】セメントとシリカフュームと無機粉末と細骨材と粗骨材とセメント分散剤と水を含み、かつ、セメント、シリカフューム及び無機粉末の合計量100体積%中、セメントの割合が55~65体積%、シリカフュームの割合が5~25体積%、無機粉末の割合が15~35体積%であり、水と、セメント、シリカフューム及び無機粉末の合計の質量比が0.11~0.16であり、粗骨材の割合が15~40体積%あるセメント組成物を、遠心成形用の型枠に供給した後、該型枠を振動させながら遠心成形する工程と、未硬化の成形体を封緘養生または気中養生した後脱型する工程と、硬化した成形体を蒸気養生して筒状のコンクリート杭を得る工程を含む筒状のコンクリート杭の製造方法。
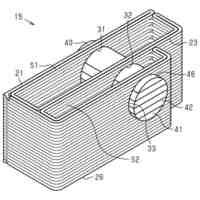
【選択図】図1
特許請求の範囲
【請求項1】
セメントと、BET比表面積が15~25m
2
/gであるシリカフュームと、50%体積累積粒径が0.8~5μmである無機粉末と、細骨材と、粗骨材と、セメント分散剤と、水を含むセメント組成物を、遠心成形用の型枠に供給した後、該型枠を振動させながら、上記セメント組成物を遠心成形することで、未硬化の筒状の成形体を得る成形工程と、
上記未硬化の筒状の成形体を、10~40℃で20時間以上、封緘養生または気中養生した後、上記型枠から脱型し、硬化した筒状の成形体を得る常温養生工程と、
上記硬化した筒状の成形体について、70℃以上100℃未満で12時間以上、蒸気養生して、筒状のコンクリート杭を得る蒸気養生工程、
を含み、
上記セメント組成物において、上記セメント、上記シリカフューム及び上記無機粉末の合計量100体積%中、上記セメントの割合が55~65体積%、上記シリカフュームの割合が5~25体積%、上記無機粉末の割合が15~35体積%であり、
上記水と、上記セメント、上記シリカフューム及び上記無機粉末の合計の質量比(水/(上記セメント、上記シリカフューム及び上記無機粉末の合計))が0.11~0.16であり、
上記セメント組成物中の上記粗骨材の割合が15~40体積%であることを特徴とする筒状のコンクリート杭の製造方法。
続きを表示(約 650 文字)
【請求項2】
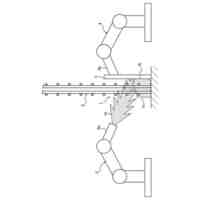
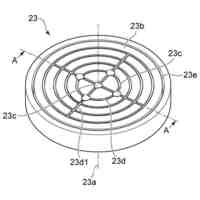
上記型枠が、該型枠の外周に設けられた複数の環状凸部を有し、
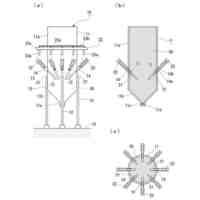
上記成形工程において、上記型枠の長手方向を軸として上記型枠を回転させながら、上記環状凸部の少なくとも一つの鉛直方向下部に配設された、上記型枠に振動を加えるための加振手段を用いて、上記型枠に、上記環状凸部を介して鉛直方向の振動を与える請求項1に記載の筒状のコンクリート杭の製造方法。
【請求項3】
上記成形工程において、上記型枠の長手方向を軸として上記型枠を10G以下の遠心加速度で回転させながら、上記型枠を振動させる請求項2に記載の筒状のコンクリート杭の製造方法。
【請求項4】
上記粗骨材の最大粒径が、10~25mmである請求項1又は2に記載の筒状のコンクリート杭の製造方法。
【請求項5】
上記筒状のコンクリート杭の、「JIS A 1136:2018(遠心力締固めコンクリートの圧縮強度試験方法)」に準拠して測定した圧縮強度が175N/mm
2
以上である請求項1又は2に記載の筒状のコンクリート杭の製造方法。
【請求項6】
上記筒状のコンクリート杭の、外径から内径を差し引いた値の半分(厚み)が30~300mmである請求項1又は2に記載の筒状のコンクリート杭の製造方法。
【請求項7】
上記筒状のコンクリート杭の外径が150~3,000mmである請求項1又は2に記載の筒状のコンクリート杭の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒状のコンクリート杭の製造方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
支持力杭を用いた工法として、先端支持力係数αが250以上である支持力杭を用いた高支持力工法が主流となっているが、近年、先端支持力係数αが1,000を超える支持力杭を用いた工法も開発されている。
既製の支持力杭に用いられるコンクリートの設計基準強度の主流は80~105N/mm
2
程度であるが、上記設計基準強度のコンクリートを用いた支持力杭の先端支持力係数αを大きくする(例えば、600を超える)には、支持力杭の厚みを大きくする必要がある。しかし、上記厚みを大きくした場合、掘削残土の増加や、支持力杭の物流コストの増大といった問題が発生する。このため、支持力杭の厚みを維持しつつ先端支持力係数αを大きくした支持力杭を製造しうる高強度のコンクリートが求められている。
【0003】
圧縮強度に優れた遠心成形コンクリート管の製造方法として、特許文献1には、粗骨材、細骨材、高強度化用微粒状混和材、減水剤及びセメントに水を加えて混練し、遠心成形することによりコンクリート管を成形する高強度遠心成形コンクリート管の製造方法であって、前記セメント又は、セメントと微粒状混和材からなる総紛体重量が650kg/m
3
以上であり、該総紛体重量に対する水の比率(水紛体比)が21重量%以下、総骨材容積に対する細骨材容積の比率(細骨材率s/a)が45%以下、セメントペーストの細骨材空隙に対する充填率を示すペースト細骨材比αが2.0<α<3.0、モルタルの粗骨材空隙に対する充填率を示すモルタル粗骨材比βが2.5<β<3.6であり、前記減水剤の添加量を調整することによりスランプフロー値を400mm~800mm、50cmスランプフロー時間を15秒以上、とすることを特徴としてなる高強度遠心成形コンクリート管の製造方法が記載されている。
また、高い圧縮強度を有する材質からなる杭として、特許文献2には、セメント質硬化体からなる杭であって、上記セメント質硬化体が、セメント、BET比表面積が15~25m
2
/gのシリカフューム、50%体積累積粒径が0.8~5μmの無機粉末、最大粒径が1.2mm以下の骨材A、高性能減水剤、消泡剤及び水を含み、かつ上記セメント、上記シリカフューム及び上記無機粉末の合計量100体積%中、上記セメントの割合が55~65体積%、上記シリカフュームの割合が5~25体積%、上記無機粉末の割合が15~35体積%であるセメント組成物の硬化体であることを特徴とする杭が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-32246号公報
特開2017-95914号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、成形性に優れ、かつ、高い圧縮強度を有する筒状のコンクリート杭を製造することができる方法を提供することである。
【課題を解決するための手段】
【0006】
本発明者は、上記課題を解決するために鋭意検討した結果、セメント、シリカフューム、無機粉末、細骨材、粗骨材、セメント分散剤、及び水を含むセメント組成物を、遠心成形用の型枠に供給した後、該型枠を振動させながら遠心成形する工程と、未硬化の成形体を封緘養生または気中養生した後、型枠から脱型する工程と、筒状の成形体を蒸気養生して、筒状のコンクリート杭を得る工程を含み、セメント、シリカフューム及び無機粉末の合計量100体積%中、セメントの割合が55~65体積%、シリカフュームの割合が5~25体積%、無機粉末の割合が15~35体積%であり、(水/(セメント、シリカフューム及び無機粉末の合計))が0.11~0.16であり、セメント組成物中の粗骨材の割合が15~40体積%である製造方法によれば、上記目的を達成できることを見出し、本発明を完成した。
すなわち、本発明は、以下の[1]~[7]を提供するものである。
[1] セメントと、BET比表面積が15~25m
2
/gであるシリカフュームと、50%体積累積粒径が0.8~5μmである無機粉末と、細骨材と、粗骨材と、セメント分散剤と、水を含むセメント組成物を、遠心成形用の型枠に供給した後、該型枠を振動させながら、上記セメント組成物を遠心成形することで、未硬化の筒状の成形体を得る成形工程と、上記未硬化の筒状の成形体を、10~40℃で20時間以上、封緘養生または気中養生した後、上記型枠から脱型し、硬化した筒状の成形体を得る常温養生工程と、上記硬化した筒状の成形体を、70℃以上100℃未満で12時間以上、蒸気養生して、筒状のコンクリート杭を得る蒸気養生工程、を含み、上記セメント組成物において、上記セメント、上記シリカフューム及び上記無機粉末の合計量100体積%中、上記セメントの割合が55~65体積%、上記シリカフュームの割合が5~25体積%、上記無機粉末の割合が15~35体積%であり、上記水と、上記セメント、上記シリカフューム及び上記無機粉末の合計の質量比(水/(上記セメント、上記シリカフューム及び上記無機粉末の合計))が0.11~0.16であり、上記セメント組成物中の上記粗骨材の割合が15~40体積%であることを特徴とする筒状のコンクリート杭の製造方法。
【0007】
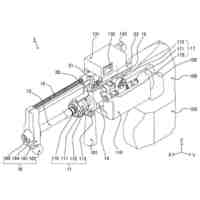
[2] 上記型枠が、該型枠の外周に設けられた複数の環状凸部を有し、上記成形工程において、上記型枠の長手方向を軸として上記型枠を回転させながら、上記環状凸部の少なくとも一つの鉛直方向下部に配設された、上記型枠に振動を加えるための加振手段を用いて、上記型枠に、上記環状凸部を介して鉛直方向の振動を与える前記[1]に記載の筒状のコンクリート杭の製造方法。
[3] 上記成形工程において、上記型枠の長手方向を軸として上記型枠を10G以下の遠心加速度で回転させながら、上記型枠を振動させる前記[2]に記載の筒状のコンクリート杭の製造方法。
[4] 上記粗骨材の最大粒径が、10~25mmである前記[1]~[3]のいずれかに記載の筒状のコンクリート杭の製造方法。
[5] 上記筒状のコンクリート杭の、「JIS A 1136:2018(遠心力締固めコンクリートの圧縮強度試験方法)」に準拠して測定した圧縮強度が175N/mm
2
以上である前記[1]~[4]のいずれかに記載の筒状のコンクリート杭の製造方法。
[6] 上記筒状のコンクリート杭の、外径から内径を差し引いた値の半分(厚み)が30~300mmである前記[1]~[5]のいずれかに記載の筒状のコンクリート杭の製造方法。
[7] 上記筒状のコンクリート杭の外径が150~3,000mmである前記[1]~[6]のいずれかに記載の筒状のコンクリート杭の製造方法。
【発明の効果】
【0008】
本発明の筒状のコンクリート杭の製造方法によれば、遠心成形時の成形性に優れ、かつ、高い圧縮強度を有する筒状のコンクリート杭を製造することができる。
【図面の簡単な説明】
【0009】
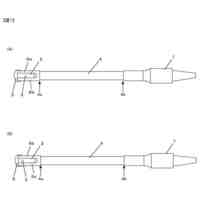
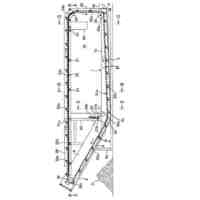
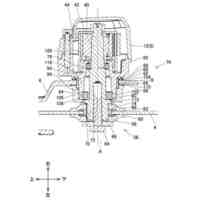
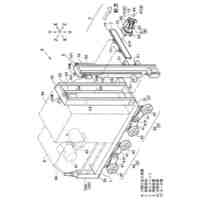
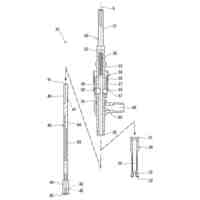
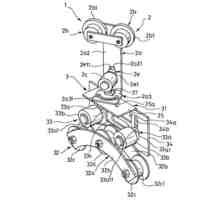
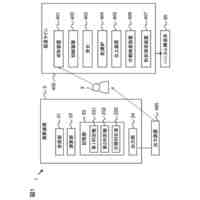
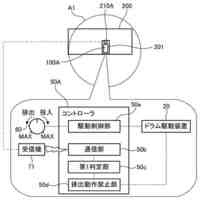
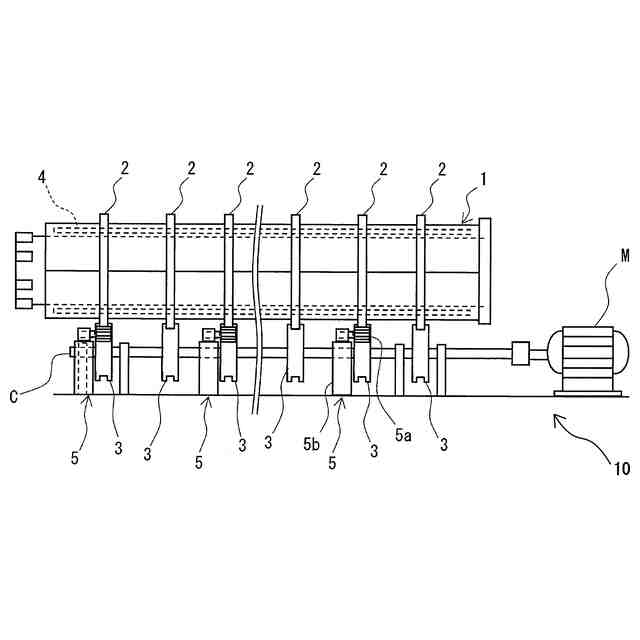
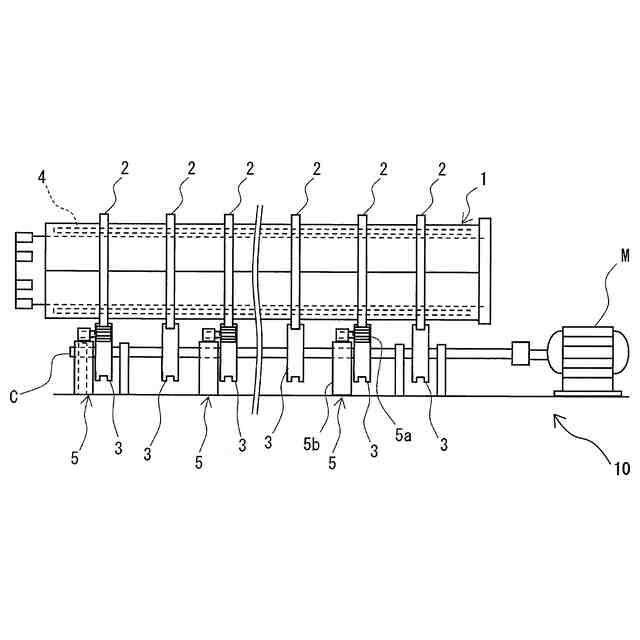
本発明で用いられる振動遠心成形装置の一例の長手方向の側面図である。
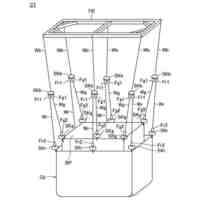
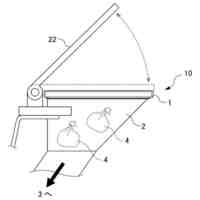
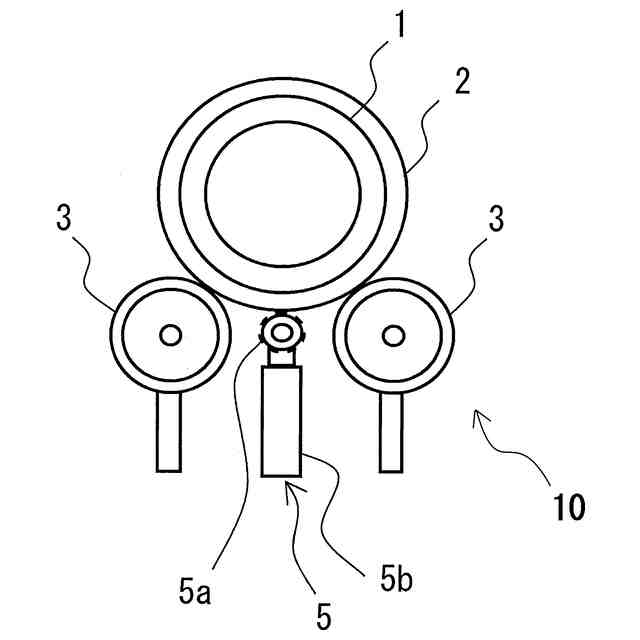
本発明で用いられる振動遠心成形装置の一例の長手方向に垂直な方向の正面図である。
【発明を実施するための形態】
【0010】
本発明の筒状のコンクリート杭の製造方法は、セメントと、BET比表面積が15~25m
2
/gであるシリカフュームと、50%体積累積粒径が0.8~5μmである無機粉末と、細骨材と、粗骨材と、セメント分散剤と、水を含むセメント組成物を、遠心成形用の型枠に供給した後、該型枠を振動させながら、セメント組成物を遠心成形することで、未硬化の筒状の成形体を得る成形工程と、未硬化の筒状の成形体を、10~40℃で20時間以上、封緘養生または気中養生した後、型枠から脱型し、硬化した筒状の成形体を得る常温養生工程と、硬化した筒状の成形体を、70℃以上100℃未満で12時間以上、蒸気養生して、筒状のコンクリート杭を得る蒸気養生工程、を含み、セメント組成物において、セメント、シリカフューム及び無機粉末の合計量100体積%中、セメントの割合が55~65体積%、シリカフュームの割合が5~25体積%、無機粉末の割合が15~35体積%であり、水と、セメント、シリカフューム及び無機粉末の合計の質量比(水/(上記セメント、シリカフューム及び無機粉末の合計))が0.11~0.16であり、セメント組成物中の粗骨材の割合が15~40体積%であるものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
10か月前
峰岸株式会社
ドリルビット
6か月前
株式会社大林組
形成方法
7か月前
株式会社丸高工業
湿式穿孔工具
5か月前
太平洋マテリアル株式会社
モルタル調製方法
10か月前
株式会社大林組
構造物形成方法
10か月前
ジャパンライフ株式会社
段差形成治具
9か月前
株式会社大林組
形成方法及び形成装置
6か月前
株式会社コンセック
ワイヤーソー装置
8か月前
株式会社大林組
構造体の製造方法
2か月前
株式会社シブヤ
穿孔装置
26日前
株式会社大林組
構造体の製造方法
2か月前
株式会社エアテックジャパン
粗面加工工具
9か月前
モリ技巧株式会社
コンクリートスラリー処理装置
8か月前
セレンディクス株式会社
建築物の製造方法
1日前
第一セラモ株式会社
セッター及び焼結体の製造方法
10か月前
株式会社奥村組
積層コンクリート集合体の養生方法
3か月前
株式会社マキタ
作業機
7か月前
芝浦メカトロニクス株式会社
基板分離装置
3か月前
シンクス株式会社
室内ボード面の穴開け加工装置
9か月前
株式会社Polyuse
構造物の製造方法
6か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
10か月前
株式会社ミヤナガ
拡径部削成装置
11か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
2か月前
株式会社Polyuse
造形物の製造方法
6か月前
本多産業株式会社
コンクリート離型剤
23日前
株式会社Polyuse
ホースホルダおよび3Dプリンタ
12か月前
株式会社エンプラス
流体取扱装置
8か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
3か月前
カヤバ株式会社
ミキサドラム制御装置
7か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
1か月前
株式会社大林組
構造物形成方法及び構造物形成システム
2か月前
日本碍子株式会社
分類方法
10か月前
カヤバ株式会社
ミキサドラムの制御装置
4か月前
株式会社ディスコ
板状物の加工方法
10か月前
株式会社ディスコ
板状物の加工方法
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ