TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025024499
公報種別
公開特許公報(A)
公開日
2025-02-20
出願番号
2023128663
出願日
2023-08-07
発明の名称
研削支援装置、表示装置、及びプログラム
出願人
住友重機械工業株式会社
代理人
個人
主分類
B24B
49/16 20060101AFI20250213BHJP(研削;研磨)
要約
【課題】比研削エネルギの実験値を用いることなく、種々の研削条件に応じて接線抵抗を求めることが可能な研削支援装置を提供する。
【解決手段】砥石を回転させながら、被削材に砥石を切込量だけ切り込ませ、砥石に対して被削材を相対的に移動させながら研削を行うときの研削条件を指定する情報、及び被削材の物性値を指定する情報が入力部に入力される。入力部に入力された研削条件及び被削材の物性値を指定する情報に基づいて、演算部が砥石の作業面の周方向に加わる接線抵抗を計算し接線抵抗予測値を求める。演算部によって求められた接線抵抗予測値を表す情報が出力部から出力される。
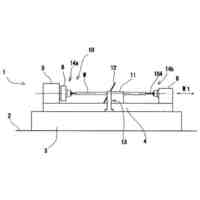
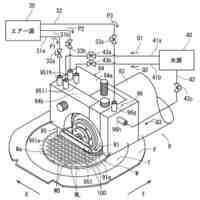
【選択図】図1
特許請求の範囲
【請求項1】
砥石を回転させながら、被削材に前記砥石を切込量だけ切り込ませ、前記砥石に対して前記被削材を相対的に移動させながら研削を行うときの研削条件を指定する情報、及び前記被削材の物性値を指定する情報が入力される入力部と、
前記入力部に入力された前記研削条件及び前記被削材の物性値を指定する情報に基づいて、前記砥石の作業面の周方向に加わる接線抵抗を計算し接線抵抗予測値を求める演算部と、
前記演算部によって求められた前記接線抵抗予測値を表す情報を出力する出力部と
を備えた研削支援装置。
続きを表示(約 1,100 文字)
【請求項2】
前記演算部は、前記接線抵抗予測値から、前記砥石の作業面の法線方向に加わる法線抵抗を計算し、法線抵抗予測値を求め、
前記出力部は、前記演算部によって求められた前記法線抵抗予測値を出力する請求項1に記載の研削支援装置。
【請求項3】
前記入力部に入力される前記被削材の物性値は、前記被削材の引張強度またはせん断強度、及び伸びを含み、
前記演算部は、
前記入力部に入力された前記被削材の引張強度またはせん断強度の値と、前記被削材の伸びの値とに基づいて等価せん断応力を求め、
前記研削条件から、前記砥石が回転して前記砥石の最下点が前記被削材の表面まで移動する期間に、前記被削材をせん断するせん断面積を求め、
前記等価せん断応力と前記せん断面積とを乗じることにより、前記接線抵抗予測値を求める請求項1または2に記載の研削支援装置。
【請求項4】
前記入力部に入力される前記研削条件に、前記砥石の切込量、研削幅、前記砥石の直径、前記砥石の回転数、及び前記砥石に対する前記被削材の移動速度を表す情報が含まれる請求項3のいずれか1項に記載の研削支援装置。
【請求項5】
前記演算部は、前記砥石の最下点から前記被削材の表面までの前記砥石の作業面の周方向の長さである接触弧長さと、前記砥石が回転して前記砥石の最下点が前記被削材の表面まで移動する期間に、前記砥石に対して前記被削材が移動する長さとの和に、前記研削幅を乗じて、前記せん断面積を求める請求項4に記載の研削支援装置。
【請求項6】
砥石を回転させながら、被削材に前記砥石を切込量だけ切り込ませ、前記砥石に対して前記被削材を相対的に移動させながら研削を行うときの研削条件を指定する情報、及び前記被削材の物性値を指定する情報の入力を促すメッセージと、
入力された前記研削条件及び前記被削材の物性値を指定する情報に基づいて、前記砥石の作業面の周方向に加わる接線抵抗を計算して求められた接線抵抗予測値を表す情報を表示する表示装置。
【請求項7】
砥石を回転させながら、被削材に前記砥石を切込量だけ切り込ませ、前記砥石に対して前記被削材を相対的に移動させながら研削を行うときの研削条件、及び前記被削材の物性値を指定する情報を取得する機能と、
前記研削条件及び前記被削材の物性値を指定する情報に基づいて、前記砥石の作業面の周方向に加わる接線抵抗の予測値を求める機能と、
前記接線抵抗の予測値を出力する機能と
をコンピュータに実現させるプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削支援装置、表示装置、及びプログラムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
研削加工の加工条件を決める際には、粗さ、うねり、幾何精度、加工時間等の要求仕様を持たし、研削盤で加工可能な条件を探索しなければならない。従来、蓄積された加工データ、熟練工のノウハウ、砥石及び研削盤の製造業者や大学等の研究機関の知見を総動員して決められた加工条件で試験的な加工を行い、試行錯誤することにより最適な加工条件を決定している。
【0003】
研削時に発生する研削抵抗は、砥石の作業面(外周面)の接線方向に作用する接線抵抗と、砥石の作業面の法線方向に作用する法線抵抗とで表される。特に、接線抵抗は研削盤の主軸動力(砥石を回転させる動力)に直結し、接線抵抗の大きさによって現有の研削盤で加工が可能か否かが判定される。また、接線抵抗は、加工エネルギ効率を左右する。
【0004】
また、研削抵抗の一部は熱エネルギに変化し、研削熱となる。研削熱は、研削割れや研削反り等の不具合発生の要因になる。ところが、研削抵抗は、被削材の材質、砥石の切込量、砥石の回転数、砥石に対する被削材の移動速度等の研削条件によって大きく変化し、予測することは困難である。
【0005】
従来の研削抵抗の予測式について説明する。
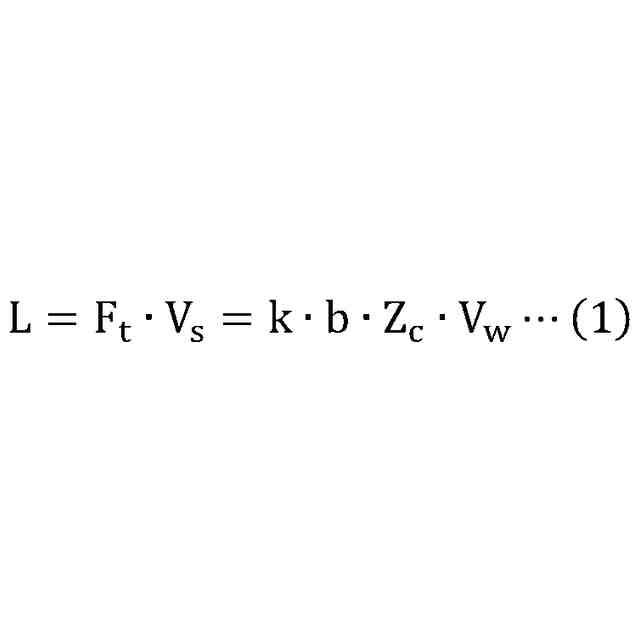
砥石が被削材に行った仕事量は、被削材の除去体積に依存する。この除去体積は、砥石が被削材に加えたエネルギに比例する。これを単位時間で考えると、砥石出力L[kW]は、除去体積速度q[mm
3
/s]に比例することになる。砥石出力Lは、砥石周速V
s
と接線抵抗F
t
との積である。除去体積速度qは、研削幅bと切込量Z
c
と被削材の移動速度V
w
との積である。砥石出力Lと除去堆積速度qとの比例定数をkと標記すると、以下の式が成り立つ。
TIFF
2025024499000002.tif
14
122
【0006】
式(1)を変形することにより、以下の式が得られる。
TIFF
2025024499000003.tif
18
122
式(2)から、接線抵抗F
t
は被削材の移動速度V
w
に比例し、砥石周速V
s
に反比例することがわかる。
【0007】
比例定数kは、単位体積当たりの研削エネルギ[J/mm
3
]であり、比研削エネルギと呼ばれる。特許文献2に、円錐砥粒モデルを用い、比研削エネルギから接線抵抗F
t
を求める方法が示されている。
【先行技術文献】
【非特許文献】
【0008】
市原浩一、多条ドレス砥石の研削メカニズムの研究 第2報:研削効率の評価方法と被削材質の影響、ABTEC2020
庄司克雄、研削加工工学、養賢堂(2004)、第5章第88頁
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献2に示された方法で、比研削エネルギから接線抵抗F
t
を計算することができるが、比研削エネルギに関するデータが無い被削材を研削加工するときの接線抵抗を予測することはできない。
【0010】
式(1)、式(2)、及び非特許文献2に示された方法においては、消費された研削エネルギは除去体積のみに比例し、削り方による効率の違いが説明できない。例えば、切込量10μmで1回の研削を行う場合と、切込量1μmで10回の研削を行う場合とで、除去体積は同一であるが、実際の研削加工においては、消費される研削エネルギは、切込量1μmで10回の研削を行う方が大きくなることが知られている。これは、切り屑のサイズが小さくなるほど、単位体積当たりの切断される表面積が切り屑サイズに反比例して増加し、切り屑のせん断エネルギが増加するためと理解できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
個人
研削盤のワーク支持装置
4か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
5日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
2日前
トヨタ自動車株式会社
バリ取り装置
13日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
1日前
NTN株式会社
加工装置
27日前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ツガミ
円筒研削盤
4か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
1日前
株式会社マキタ
サンダ
27日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
今日
株式会社トクピ製作所
研削方法
3か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
26日前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
加工装置
4か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ