TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025020877
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124502
出願日
2023-07-31
発明の名称
平角絶縁電線の製造方法
出願人
SWCC株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
H01B
13/16 20060101AFI20250205BHJP(基本的電気素子)
要約
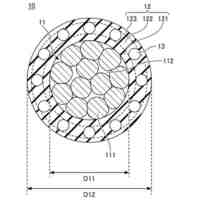
【課題】角部の曲率半径が小さい平角絶縁電線を製造することができる平角絶縁電線の製造方法を提供すること。
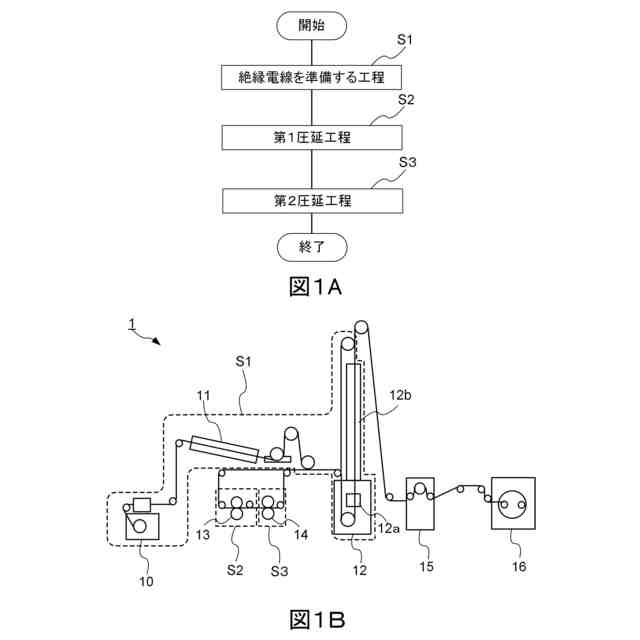
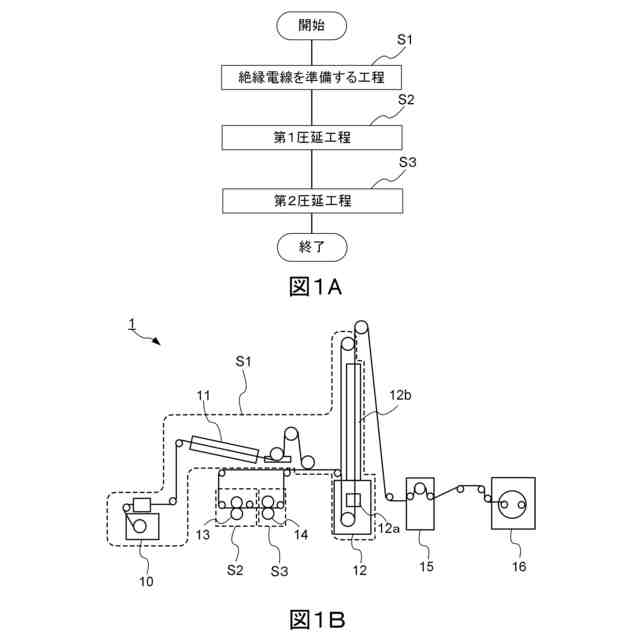
【解決手段】導体および前記導体を被覆する絶縁層を有する絶縁電線を準備する工程と、前記絶縁電線の横断面が第1方向について長くなるように前記絶縁電線を圧延する第1圧延工程と、前記第1圧延工程の後に、前記横断面が前記第1方向について短くなり、かつ前記第1方向に垂直な第2方向についても短くなるように前記絶縁電線を圧延する第2圧延工程と、を含むことを特徴とする、平角絶縁電線の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
導体および前記導体を被覆する絶縁層を有する絶縁電線を準備する工程と、
前記絶縁電線の横断面が第1方向について長くなるように前記絶縁電線を圧延する第1圧延工程と、
前記第1圧延工程の後に、前記横断面が前記第1方向について短くなり、かつ前記第1方向に垂直な第2方向についても短くなるように前記絶縁電線を圧延する第2圧延工程と、
を含むことを特徴とする、平角絶縁電線の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の平角絶縁電線の製造方法であって、
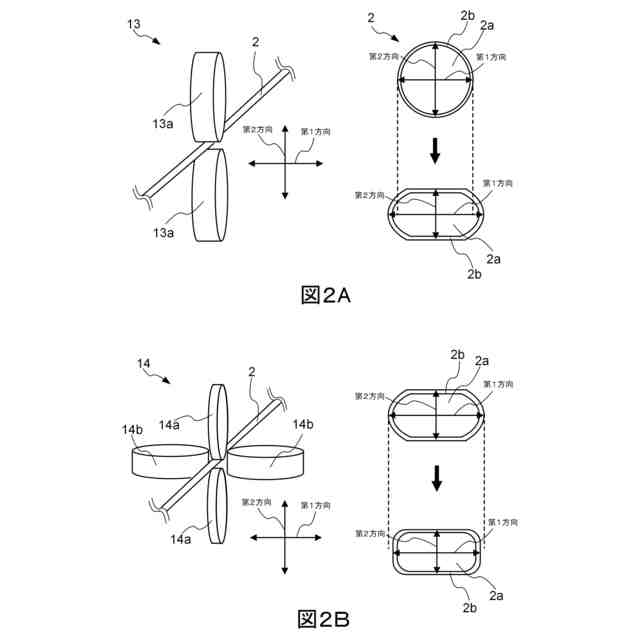
前記第1圧延工程は、前記第2方向において互いに対向して配置された2つの圧延ローラの間に前記絶縁電線を通すことで行われ、
前記第2圧延工程は、前記第2方向において互いに対向して配置された2つの圧延ローラの間、および前記第1方向において互いに対向して配置された2つの圧延ローラの間に前記絶縁電線を通すことで行われることを特徴とする、平角絶縁電線の製造方法。
【請求項3】
請求項1に記載の平角絶縁電線の製造方法であって、
前記第2圧延工程で得られる前記平角絶縁電線の横断面における、前記導体の前記第1方向の最大長さを1としたとき、前記第1圧延工程で得られる前記絶縁電線の横断面における、前記導体の前記第1方向の最大長さは1.05以上で1.2以下であることを特徴とする、平角絶縁電線の製造方法。
【請求項4】
請求項1に記載の平角絶縁電線の製造方法であって、
前記第1圧延工程から前記第2圧延工程に至る、下記式の圧延率は5%以上で20%以下であることを特徴とする、平角絶縁電線の製造方法。
圧延率[%]
=((第1圧延工程後の絶縁電線の横断面における第1方向の長さ)-(第2圧延工程後の平角絶縁電線の横断面における第1方向の長さ))/(第1圧延工程後の絶縁電線の横断面における第1方向の長さ)×100
【請求項5】
請求項1に記載の平角絶縁電線の製造方法であって、
前記絶縁電線を準備する工程で得られる絶縁電線から前記第2圧延工程で得られる平角絶縁電線に至る、下記式の減面率は10%以上で20%以下であることを特徴とする、平角絶縁電線の製造方法。
減面率[%]
=((平角絶縁電線の横断面における導体の断面積)-(絶縁電線の横断面における導体の断面積))/(絶縁電線の横断面における導体の断面積)×100
【請求項6】
請求項1に記載の平角絶縁電線の製造方法であって、
前記第2圧延工程で得られる平角絶縁電線の横断面において、前記導体の角部の曲率半径は0.15mm以下であることを特徴とする、平角絶縁電線の製造方法。
【請求項7】
請求項1に記載の平角絶縁電線の製造方法であって、
前記第2圧延工程で得られる平角絶縁電線の横断面において、前記導体の前記第2方向の長さを1としたときの前記第1方向の長さは、1.15以上で4以下であることを特徴とする、平角絶縁電線の製造方法。
【請求項8】
請求項1~7のいずれか一項に記載の平角絶縁電線の製造方法であって、
前記絶縁電線は、丸エナメル線であり、
前記平角絶縁電線は、平角エナメル線であることを特徴とする、平角絶縁電線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、平角絶縁電線の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
平角線において、横断面の角部の曲率半径が小さいものが求められることがある。このような平角線の製造は、ダイスに線状体を通過させて形をととのえるダイス引きで行うのが一般的である。しかし、細い平角線の製造の場合、ダイス引きの回数が多くなり、工程が複雑化するためコスト高となることがある。
【0003】
これに対して、例えば特許文献1は、ダイス引きを用いない平角線の製造方法を開示している。この特許文献1では4方向から同時にローラ加圧可能な圧延ローラを用いて平角線を製造している。
【先行技術文献】
【特許文献】
【0004】
特許第4954570号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、上記の様な4方向からローラ加圧可能な圧延ローラを用いて、横断面の角部の曲率半径が小さい平角絶縁電線を製造することを試みた。しかしながら、この方法では、角部の曲率半径が小さい平角絶縁電線を製造することができなかった。
【0006】
本発明の主な目的は、角部の曲率半径が小さい平角絶縁電線を製造することができる平角絶縁電線の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の一態様によれば、
導体および前記導体を被覆する絶縁層を有する絶縁電線を準備する工程と、
前記絶縁電線の横断面が第1方向について長くなるように前記絶縁電線を圧延する第1圧延工程と、
前記第1圧延工程の後に、前記横断面が前記第1方向について短くなり、かつ前記第1方向に垂直な第2方向についても短くなるように前記絶縁電線を圧延する第2圧延工程と、
を含むことを特徴とする、平角絶縁電線の製造方法が提供される。
【発明の効果】
【0008】
本発明によれば、角部の曲率半径が小さい平角絶縁電線を提供することができる。
【図面の簡単な説明】
【0009】
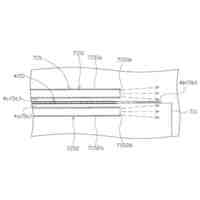
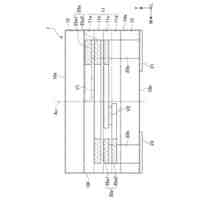
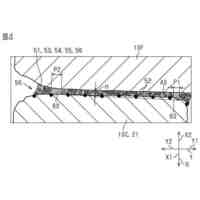
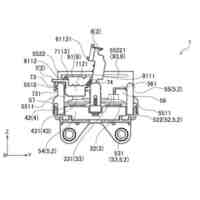
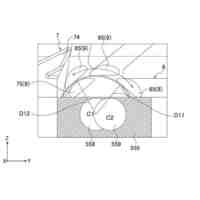
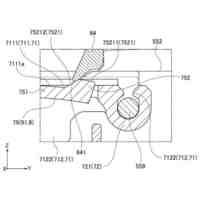
図1Aは、本発明の実施の形態に係る平角絶縁電線の製造方法の工程を示す図であり、図1Bは、当該製造方法を実施するための製造装置の例を示す図である。
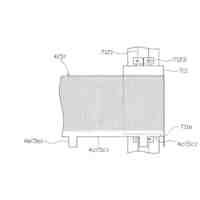
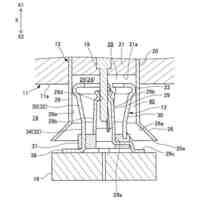
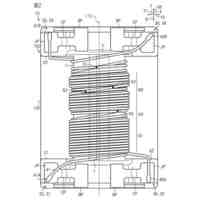
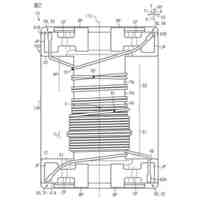
図2Aは、第1圧延工程を説明するための図であり、図2Bは、第2圧延工程を説明するための図である。
【発明を実施するための形態】
【0010】
以下、本発明の好ましい実施の形態に係る平角絶縁電線の製造方法について説明する。しかし、本発明は以下の実施の形態に係る平角絶縁電線の製造方法に限定されるわけではない。本明細書中、数値範囲を示す「~」には上限値および下限値がその範囲に含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
7日前
CKD株式会社
巻回装置
6日前
CKD株式会社
巻回装置
6日前
イリソ電子工業株式会社
電子部品
10日前
太陽誘電株式会社
コイル部品
14日前
太陽誘電株式会社
コイル部品
14日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
株式会社半導体エネルギー研究所
電池
27日前
株式会社ヨコオ
ソケット
21日前
日本特殊陶業株式会社
保持部材
6日前
国立大学法人信州大学
トランス
14日前
日新電機株式会社
変圧器
22日前
ナカムラマジック株式会社
放熱器
1日前
ローム株式会社
半導体装置
7日前
日本航空電子工業株式会社
コネクタ
7日前
トヨタバッテリー株式会社
二次電池
21日前
トヨタバッテリー株式会社
二次電池
6日前
日新イオン機器株式会社
気化器、イオン源
7日前
矢崎総業株式会社
端子台
6日前
ローム株式会社
半導体発光装置
13日前
株式会社村田製作所
コイル部品
20日前
シャープ株式会社
アンテナ装置
21日前
トヨタバッテリー株式会社
電池パック
13日前
株式会社村田製作所
コイル部品
6日前
株式会社村田製作所
コイル部品
6日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
トヨタ自動車株式会社
電池モジュール
6日前
株式会社ダイヘン
リユース方法
6日前
住友電気工業株式会社
耐熱電線
14日前
河村電器産業株式会社
接続装置
22日前
河村電器産業株式会社
接続装置
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ