TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017066
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023119943
出願日
2023-07-24
発明の名称
アトマイズ装置における熔融金属の遮断機構
出願人
住友金属鉱山株式会社
代理人
個人
,
個人
主分類
B22F
9/08 20060101AFI20250129BHJP(鋳造;粉末冶金)
要約
【課題】アトマイズ装置における熔融金属の流出を迅速に停止するアトマイズ装置の熔融金属の遮断機構を提供する。
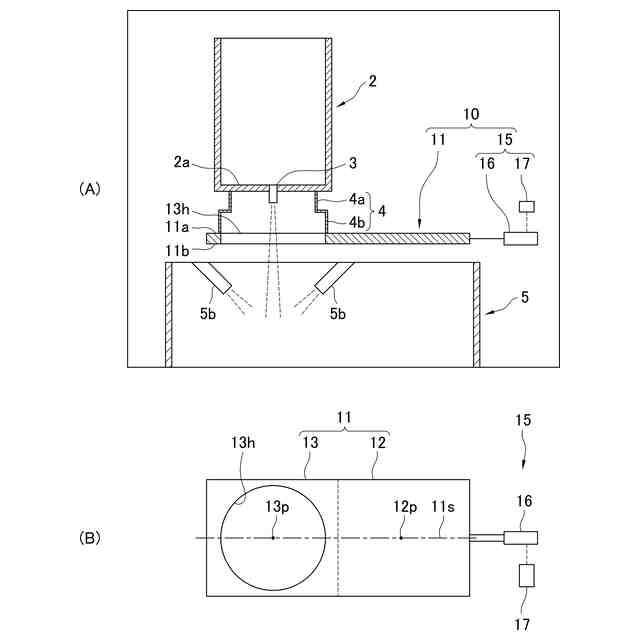
【解決手段】貯留容器2に底部2aに設けられた排出ノズル3から流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置1における熔融金属の遮断機構であって、アトマイズ装置1は、排出ノズル3が内部に配置される排出ノズル室4と、排出噴き付けノズル室5の下方に設けられ熔融金属に高圧の流体を噴きつける噴き付けノズル室5と、を備えており、遮断機構10は、排出ノズル室4と噴き付けノズル室5との間に設けられ、両者間から退避した退避位置と、両者間に位置する遮断位置と、の間で移動する遮断部材11を備えており、遮断部材11は、遮断位置に配置されると、排出ノズル室4内と外部との間を遮断するように設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
貯留容器に底部に設けられた排出ノズルから流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置における熔融金属の遮断機構であって、
前記アトマイズ装置は、
前記排出ノズルが内部に配置される排出ノズル室と、
該排出ノズル室の下方に設けられ熔融金属に高圧の流体を噴きつける噴き付けノズル室と、を備えており、
該遮断機構は、
前記排出ノズル室と前記噴き付けノズル室との間に設けられ、両者間から退避した退避位置と、両者間に位置する遮断位置と、の間で移動する遮断部材を備えており、
該遮断部材は、
前記遮断位置に配置されると、該排出ノズル室内と外部との間を遮断するように設けられている
ことを特徴とするアトマイズ装置における熔融金属の遮断機構。
続きを表示(約 580 文字)
【請求項2】
前記遮断部材は、
前記遮断部材が前記遮断位置に配置されると前記排出ノズル室の下方に位置する遮断部と、
前記遮断部材が前記退避位置に配置されると前記排出ノズル室の下方に位置する連通部と、を有しており、
前記連通部には、
前記排出ノズル室側の面と前記噴き付けノズル室側の面とを貫通する貫通孔が形成されている
ことを特徴とする請求項1記載のアトマイズ装置における熔融金属の遮断機構。
【請求項3】
前記遮断機構は、
前記遮断部材を移動させる移動機構を備えており、
該移動機構は、
通常は前記遮断部材を前記退避位置に配置し、前記排出ノズル室内への熔融金属の漏出が検出されると前記遮断部材を前記遮断位置に配置するように作動が制御されている
ことを特徴とする請求項2記載のアトマイズ装置における熔融金属の遮断機構。
【請求項4】
前記移動機構は、
前記排出ノズル室の軸方向と直交する方向に沿って前記遮断部材を直線的に移動させるものであり、
前記遮断部材は、
前記連通部と前記遮断部とが該遮断部材の移動方向に沿って並ぶように設けられている
ことを特徴とする請求項2または3記載のアトマイズ装置における熔融金属の遮断機構。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アトマイズ装置における熔融金属の遮断機構に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
含油軸受等の機械部品では、粉体を焼結して得られる焼結金属に潤滑油を含侵させて製造される。かかる焼結金属に使用される金属粉末を製造する方法としてアトマイズ装置を用いた金属粉末の製造方法が使用される(特許文献1参照)。例えば、水アトマイズ装置を用いた金属粉末の製造では、以下の方法で金属粉(アトマイズ粉)が製造される。まず、金属材料を溶かした金属の液体(以下熔融金属という)を水アトマイズ装置の容器(るつぼ)に供給する。るつぼの底部には、熔融金属を流出するノズルが設けられており、このノズルから熔融金属を流出させて流出した熔融金属に高圧水を噴射衝突させる。すると、高圧水が衝突した熔融金属は細かな金属粉(アトマイズ粉)となるので、この金属粉を水とともに回収ポットに回収すれば、金属粉末を得ることができる。
【先行技術文献】
【特許文献】
【0003】
特開2000-273505号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述したような水アトマイズ装置において、るつぼに設けられたノズルが損傷し想定以上の熔融金属が流出するような状態になると、ノズルが損傷した箇所から流出した熔融金属が水と接触する可能性がある。かかる流出した熔融金属と水との接触が生じると水蒸気爆発が発生する可能性があるため、熔融金属の流出を迅速に停止する必要がある。しかし、現状では、このような場合に熔融金属の流出を停止する装置や機構は開発されておらず、かかる熔融金属の流出を迅速に停止する装置や機構が求められている。
【0005】
本発明は上記事情に鑑み、アトマイズ装置における熔融金属の流出を迅速に停止するアトマイズ装置における熔融金属の遮断機構を提供することを目的とする。
【課題を解決するための手段】
【0006】
第1発明のアトマイズ装置における熔融金属の遮断機構は、貯留容器に底部に設けられた排出ノズルから流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置における熔融金属の遮断機構であって、前記アトマイズ装置は、前記排出ノズルが内部に配置される排出ノズル室と、該排出ノズル室の下方に設けられ熔融金属に高圧の流体を噴きつける噴き付けノズル室と、を備えており、該遮断機構は、前記排出ノズル室と前記噴き付けノズル室との間に設けられ、両者間から退避した退避位置と、両者間に位置する遮断位置と、の間で移動する遮断部材を備えており、該遮断部材は、前記遮断位置に配置されると、該排出ノズル室内と外部との間を遮断するように設けられていることを特徴とする。
第2発明のアトマイズ装置における熔融金属の遮断機構は、第1発明において、前記遮断部材は、前記遮断部材が前記遮断位置に配置されると前記排出ノズル室の下方に位置する遮断部と、前記遮断部材が前記退避位置に配置されると前記排出ノズル室の下方に位置する連通部と、を有しており、前記連通部には、前記排出ノズル室側の面と前記噴き付けノズル室側の面とを貫通する貫通孔が形成されていることを特徴とする。
第3発明のアトマイズ装置における熔融金属の遮断機構は、第2発明において、前記遮断機構は、前記遮断部材を移動させる移動機構を備えており、該移動機構は、通常は前記遮断部材を前記退避位置に配置し、前記排出ノズル室内への熔融金属の漏出が検出されると前記遮断部材を前記遮断位置に配置するように作動が制御されていることを特徴とする。
第4発明のアトマイズ装置における熔融金属の遮断機構は、第1発明において、前記移動機構は、前記排出ノズル室の軸方向と直交する方向に沿って前記遮断部材を直線的に移動させるものであり、前記遮断部材は、前記連通部と前記遮断部とが該遮断部材の移動方向に沿って並ぶように設けられていることを特徴とする。
【発明の効果】
【0007】
第1、第2発明によれば、遮断部材を遮断位置に配置すれば排出ノズル室内を外部から遮断した状態に維持できるので、排出ノズルから流出した熔融金属を排出ノズル室内に保持しておくことができる。すると、熔融金属が一定量以上排出ノズル室内に保持されれば、排出ノズルから熔融金属が流出できなくなるので、熔融金属の流出を停止することができる。
第3発明によれば、熔融金属の漏出が生じた場合に、熔融金属の流出を確実に停止することができる。
第4発明によれば、遮断部材により迅速に排出ノズル室内を外部から遮断することができる。
【図面の簡単な説明】
【0008】
(A)は熔融金属の遮断機構10を設けた本実施形態のアトマイズ装置1の部分拡大図であり、(B)は熔融金属の遮断機構10の概略平面図である。
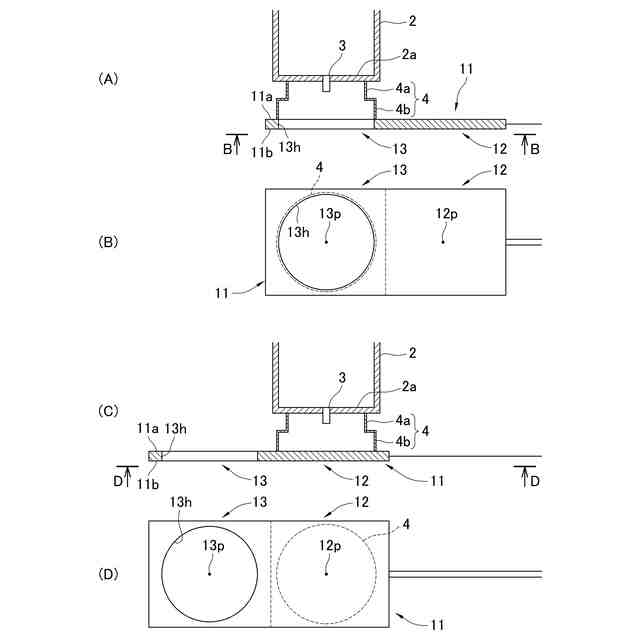
(A)は遮断部材11を退避位置に配置した状態の概略説明図であり、(B)は(A)のB-B線矢視図であり、(C)は遮断部材11を遮断位置に配置した状態の概略説明図であり、(D)は(B)のD-D線矢視図である。
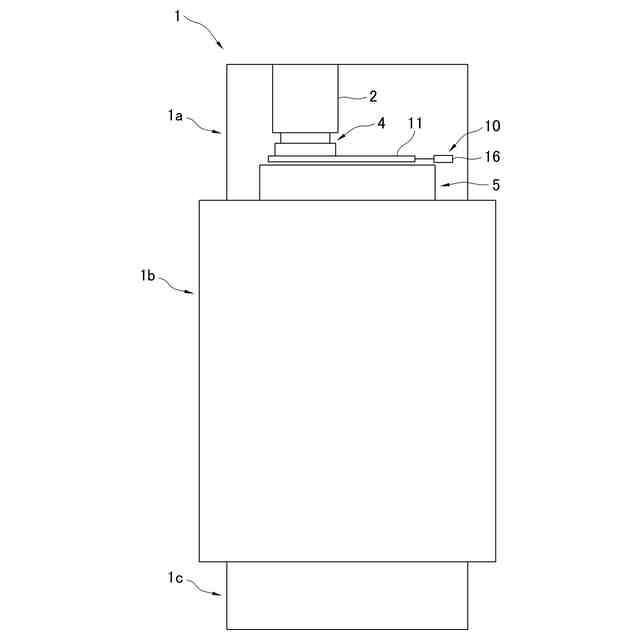
熔融金属の遮断機構10を設けた本実施形態のアトマイズ装置1の概略説明図である。
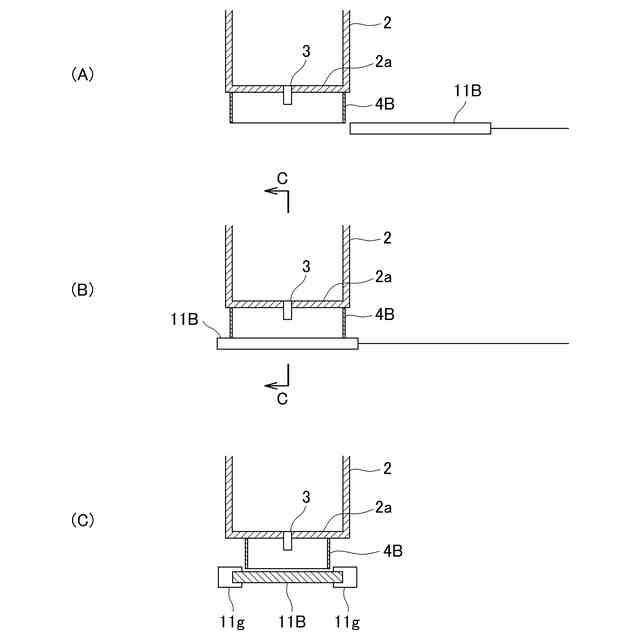
(A)は遮断部材11Bを退避位置に配置した状態の概略説明図であり、(B)は遮断部材11Bを遮断位置に配置した状態の概略説明図であり、(C)は(B)のC-C線断面矢視図である。
【発明を実施するための形態】
【0009】
本実施形態のアトマイズ装置における熔融金属の遮断機構は、アトマイズ装置において熔融金属の漏出を防止する装置であって、熔融金属の漏出を確実かつ安全に防止することができるようにしたことに特徴を有している。
【0010】
本実施形態のアトマイズ装置で製造される粒状体はとくに限定されない。例えば、銅や錫などの合金等の金属粉等を挙げることができる。なお、以下では、本実施形態のアトマイズ装置で製造される粒状体を、単に金属粉という場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
5か月前
株式会社松風
歯科用埋没材
4か月前
日本鋳造株式会社
鋳造方法
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
1か月前
マツダ株式会社
鋳造装置
2か月前
三菱電機株式会社
三次元造形装置
24日前
三菱マテリアル株式会社
粉末材料
5か月前
株式会社 寿原テクノス
金型装置
21日前
日本製鉄株式会社
棒状部材
4か月前
株式会社エスアールシー
インゴット
1か月前
日本製鉄株式会社
モールドパウダー
5か月前
芝浦機械株式会社
成形機
5か月前
個人
透かし模様付き金属板の製造方法
17日前
ノリタケ株式会社
ニッケル粉末
5か月前
東洋機械金属株式会社
ダイカストマシン
21日前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
株式会社クボタ
弁箱用の消失模型
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
本田技研工業株式会社
金型装置
5か月前
オークマ株式会社
ワークの加工方法
5か月前
新東工業株式会社
粉末除去装置
1か月前
株式会社瓢屋
押湯空間形成部材
6か月前
旭化成株式会社
焼結体の製造方法
4か月前
株式会社昭工舎
焼結体の製造方法
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
株式会社リコー
焼結体の製造方法
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
新東工業株式会社
測定装置
2か月前
ポーライト株式会社
焼結部品の製造方法
10日前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
株式会社エフ・シー・シー
ダイカスト金型
5か月前
ノリタケ株式会社
粉体材料およびその利用
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































