TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016969
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023119819
出願日
2023-07-24
発明の名称
電池用端子、電池及び電池用端子の製造方法
出願人
高橋金属株式会社
代理人
個人
,
個人
主分類
H01M
50/562 20210101AFI20250129BHJP(基本的電気素子)
要約
【課題】溶接技術を用いることなく製造可能な電池用端子を提供する。
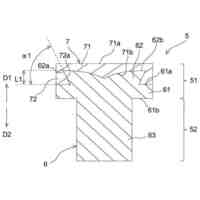
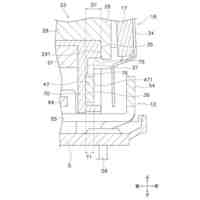
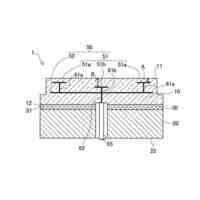
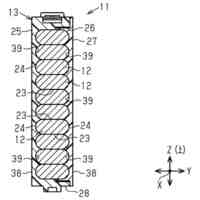
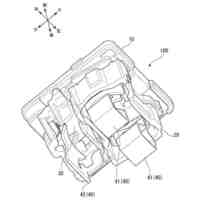
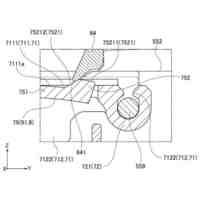
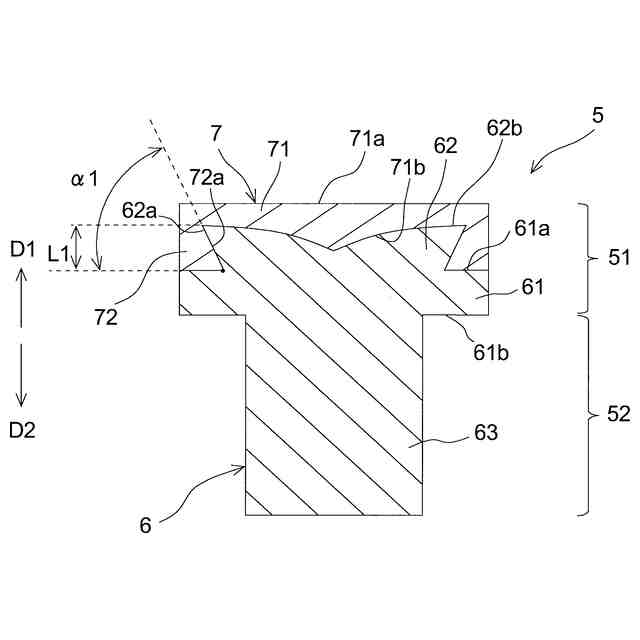
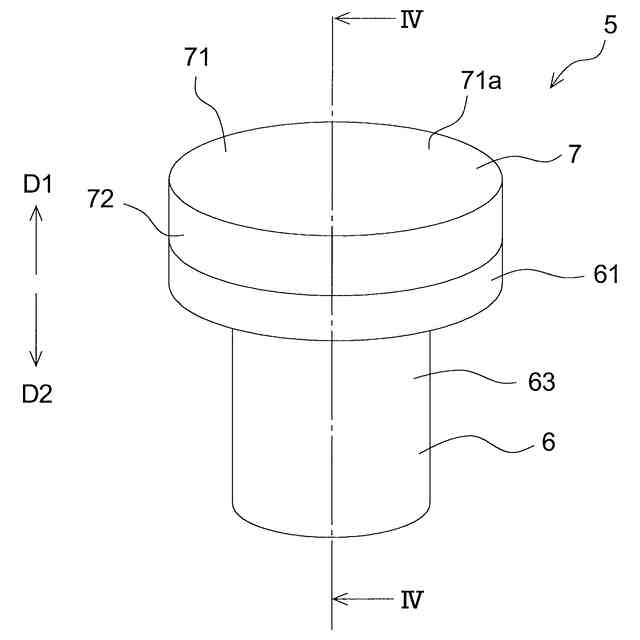
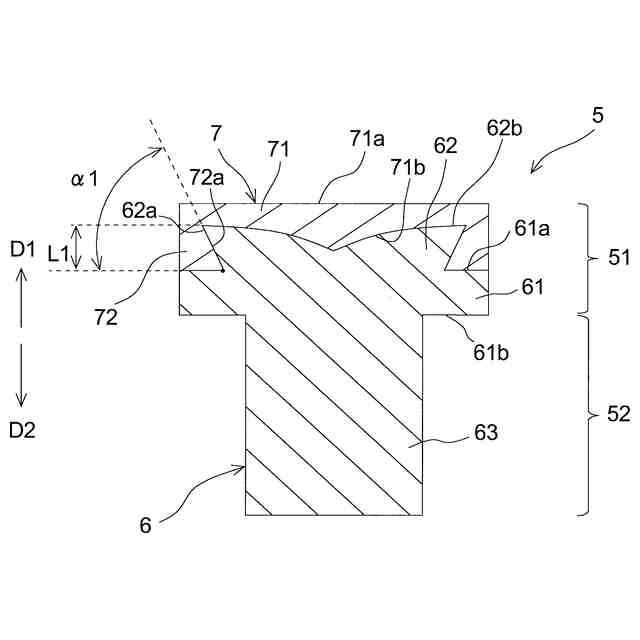
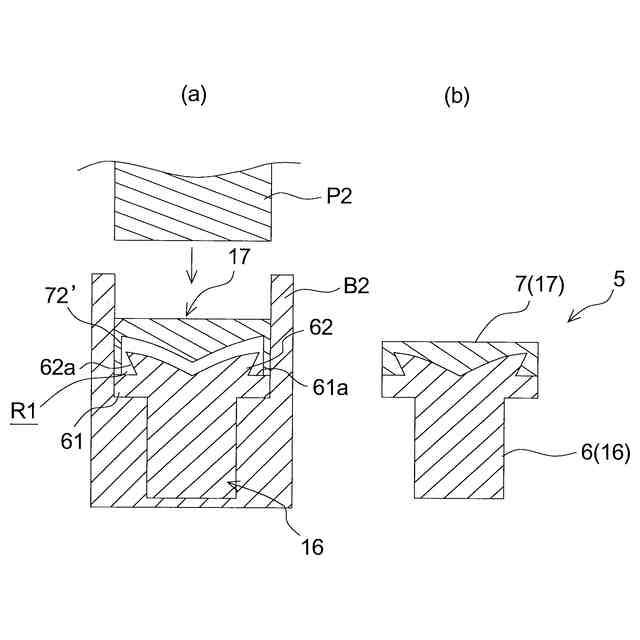
【解決手段】 負極用端子5は、第1金属からなる第1金属部6と、第1金属とは異なる第2金属から成る第2金属部7と、を備える。第1金属部6は、胴部61と、胴部61から第1方向D1に向かって延出する係合部62と、を有し、第2金属部7は、基部71と、基部71から第2方向D2に向かって延出する被係合部72と、を有し、係合部62と被係合部72とは、カシメにより接合されている。
【選択図】図4
特許請求の範囲
【請求項1】
第1金属からなる第1金属部と、
前記第1金属とは異なる第2金属から成る第2金属部と、を備え、
前記第1金属部は、胴部と、前記胴部から第1方向に向かって延出する係合部と、を有し、
前記第2金属部は、基部と、前記基部から前記第1方向とは反対の第2方向に向かって延出する被係合部と、を有し、
前記係合部と前記被係合部とは、カシメにより接合されている電池用端子。
続きを表示(約 900 文字)
【請求項2】
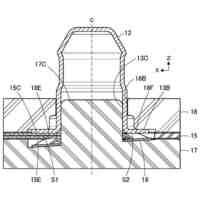
前記係合部の外周面は前記第1方向に向かうに従い径方向外方に向かって傾斜し、
前記被係合部は環形状であって、前記被係合部の内周面は前記第2方向に向かうに従い径方向内方に向かって傾斜し、
前記係合部の前記外周面は、前記被係合部の前記内周面と面接触している請求項1に記載の電池用端子。
【請求項3】
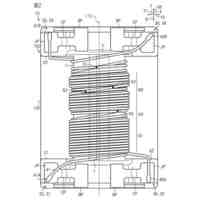
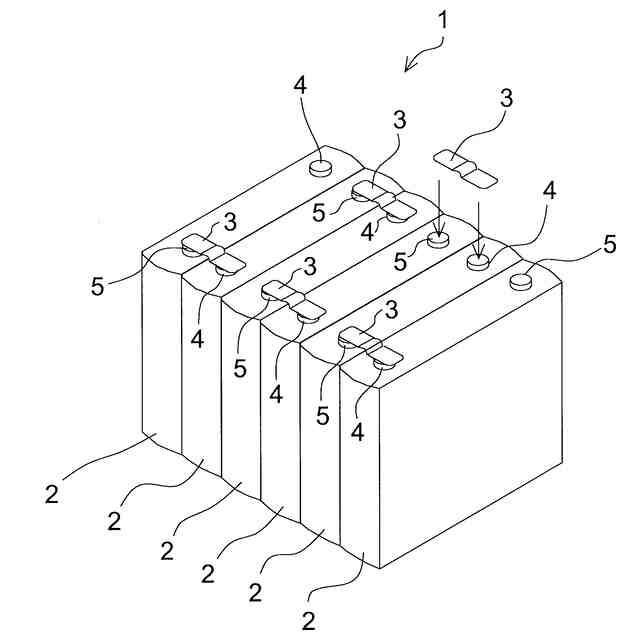
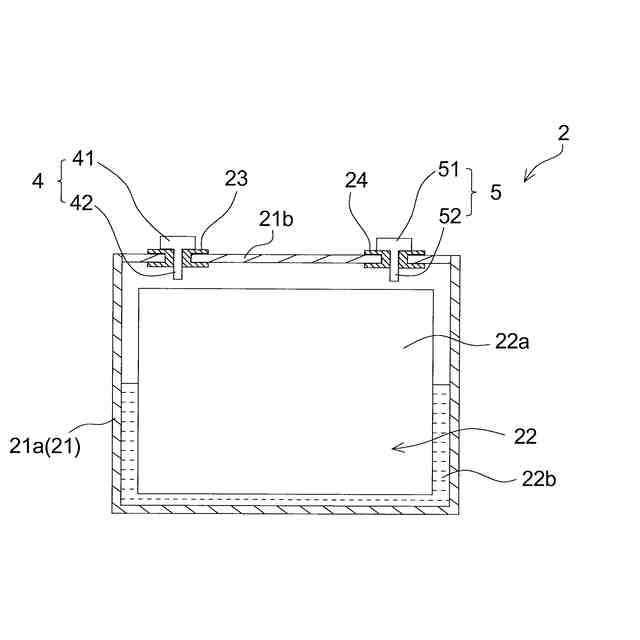
電極体と、
前記電極体を収容する筐体と、
前記電極体と電気的に接続された正極端子と、
前記電極体と電気的に接続された負極端子と、を備え、
前記負極端子は請求項1又は2に記載の電池用端子である電池。
【請求項4】
第1金属からなる第1金属部と、前記第1金属とは異なる第2金属から成る第2金属部と、を有する電池用端子の製造方法であって、
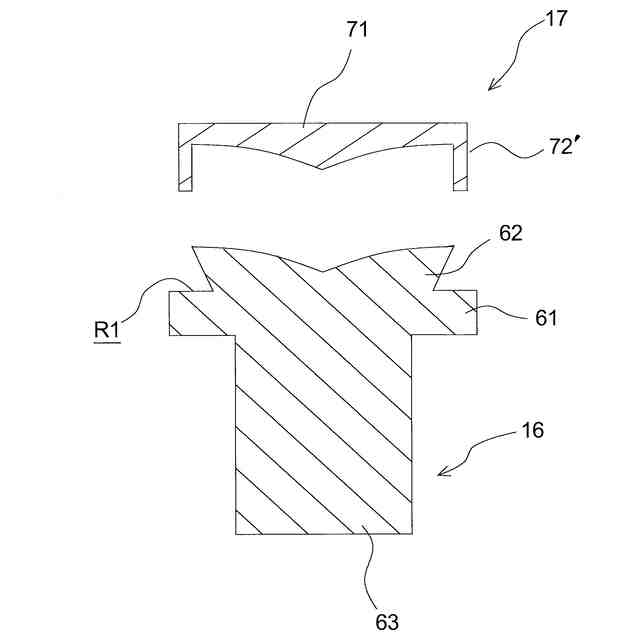
前記第1金属からなる第1の部品を前記第2金属からなる第2の部品に接合させる接合工程を含み、
前記第1の部品は、胴部と、前記胴部から第1方向に向かって延出する係合部と、を有し、
前記係合部の外周面は前記第1方向に向かうに従い径方向外方に向かって傾斜し、
前記第2の部品は、基部と、前記基部の外周縁から延出する環状の被係合部と、を有するキャップ形状であり、
前記接合工程では、前記第1の部品の前記係合部に前記第2の部品を被せ、前記被係合部を径方向内方へ塑性変形させることで、前記被係合部を前記係合部にカシメて接合する電池用端子の製造方法。
【請求項5】
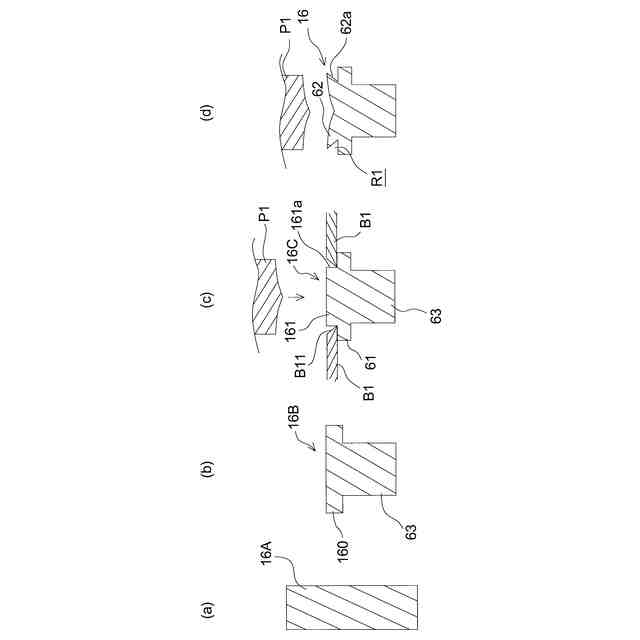
前記第1の部品を成形する成形工程を更に含み、
前記成形工程は、
棒状の素材に据え込み加工を施すことにより、頭部と脚部を有する第1中間部品を成形する工程と、
前記第1中間部品に後方押出し加工を施すことにより、前記頭部が前記胴部と突部へ変形された第2中間部品を成形する工程と、
第2中間部品に側方押出し加工を施すことにより、前記突部の外周面を斜めに塑性変形させて前記係合部を成形する工程と、を含む請求項4に記載の電池用端子の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電池用端子、電池及び電池用端子の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来より、複数の電池から成る組電池が広く用いられている。そして、電気自動車のように高い出力電圧が必要とされる場合には、隣接する電池の正極端子と負極端子とをバスバー(金属プレート)を介して電気的に接続することにより、複数の電池が直列に接続される。
【0003】
ところで、電池には、正負の電極端子が異種金属により形成されるものがある。例えば、リチウムイオン電池では、正極端子はアルミニウムからなり、負極端子は銅からなり、これによって電池容量を増している。このような電池を用いた組電池では、アルミニウム製のバスバーを用いるのが一般的であるが、アルミニウム製のバスバーを各電極端子に対してレーザ溶接により接続しようとすると、バスバーと負極端子との溶接は異種金属同士の溶接となる。また、バスバーはアルミニウム製のものに限定されず、銅製や真鍮製のものが用いられることもあり、バスバーの選定によっても異種金属接合となることがある。この異種金属同士の溶接の場合、母材よりも硬く脆い金属間化合物が生成されることから、接合強度が低くなるという問題があった。
【0004】
そこで、ボルトを用いてバスバーと負極端子を接続する方式が一般的に行われているが、ボルトの使用は組電池の軽量化の妨げとなっていた。
【0005】
この点、特許文献1に開示の負極端子は、上部がアルミ合金により形成され、下部が銅合金により形成されており、アルミ合金と銅合金とは超音波溶接、抵抗溶接、又は摩擦攪拌スポット溶接により接合されている。負極端子の上部(アルミ合金)には、アルミ合金製のバスバーがレーザ溶接により接合される。
【先行技術文献】
【特許文献】
【0006】
特開2023-27989号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、自動車においてはEV化に合わせて自動運転化が進められているが、自動運転技術を実現するためにはセンサー等の様々な追加部品が必要となり、車両重量が増加する傾向にある。これは、電費(燃費)向上への足かせとなっており、自動車メーカーとしては、機能向上と電費向上が必須であり、価格も抑制する必要がある。そのためには、部品点数の削減や接合の簡易化、接合工程の削減、材料歩留まりの向上等が求められる。
【0008】
特許文献1に開示の負極端子であれば、バスバーとの接続にボルトを用いる必要がないことから、組電池の軽量化が可能となる。しかしながら、超音波接合や摩擦撹拌接合、抵抗溶接には、それぞれ次の様な問題があった。
【0009】
まず、超音波接合による異種金属接合は、当初は十分な接合強度を達成できたとしても摩耗により接合強度が徐々に低下してしまう虞があった。また、接合下面には凹凸ができる為、通電する面としては面積が安定しない。
【0010】
次に、摩擦攪拌接合については、特許文献1でも指摘されているように、ワーク表面に凹みが生じるため、これを埋める必要が生じる。また、ワークに回転ツールを押し込むことから、ワーク全体が変形したり、バリが発生したりする。このため、ワーク形状の修正作業やバリ除去作業が必要となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
高橋金属株式会社
電池用端子、電池及び電池用端子の製造方法
18日前
個人
トイレ用照明スイッチ
3日前
CKD株式会社
巻回装置
2日前
CKD株式会社
巻回装置
2日前
三洋化成工業株式会社
軟磁性材料
24日前
イリソ電子工業株式会社
電子部品
6日前
太陽誘電株式会社
コイル部品
10日前
太陽誘電株式会社
コイル部品
10日前
オムロン株式会社
電磁継電器
10日前
オムロン株式会社
電磁継電器
10日前
オムロン株式会社
電磁継電器
10日前
日本特殊陶業株式会社
保持装置
24日前
国立大学法人信州大学
トランス
10日前
日本特殊陶業株式会社
保持部材
2日前
株式会社ヨコオ
ソケット
17日前
日新電機株式会社
変圧器
18日前
株式会社半導体エネルギー研究所
電池
23日前
三洲電線株式会社
撚線導体
24日前
TDK株式会社
コイル部品
1か月前
住友電装株式会社
コネクタ
1か月前
ローム株式会社
半導体装置
3日前
日新イオン機器株式会社
気化器、イオン源
3日前
トヨタバッテリー株式会社
二次電池
17日前
大和電器株式会社
コンセント
1か月前
トヨタバッテリー株式会社
二次電池
2日前
三洋化成工業株式会社
リチウムイオン電池
24日前
日本航空電子工業株式会社
コネクタ
3日前
株式会社村田製作所
コイル部品
2日前
トヨタ自動車株式会社
電池モジュール
2日前
矢崎総業株式会社
端子台
2日前
矢崎総業株式会社
端子台
2日前
トヨタバッテリー株式会社
電池パック
9日前
ローム株式会社
半導体発光装置
9日前
株式会社村田製作所
電池パック
24日前
矢崎総業株式会社
端子台
2日前
矢崎総業株式会社
端子台
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ