TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016646
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024191595,2023061169
出願日
2024-10-31,2018-02-26
発明の名称
軽量コンポーネントの経済的製造法
出願人
イノマック 21 ソシエダ リミターダ
代理人
弁理士法人ITOH
主分類
B22F
3/15 20060101AFI20250128BHJP(鋳造;粉末冶金)
要約
【課題】本発明は、達成可能な形状において高い柔軟性を備えた軽量構造コンポーネントの経済的な製造方法に関する。
【解決手段】特定の組成のマグネシウム含有合金、および該マグネシウム含有合金を含む材料。
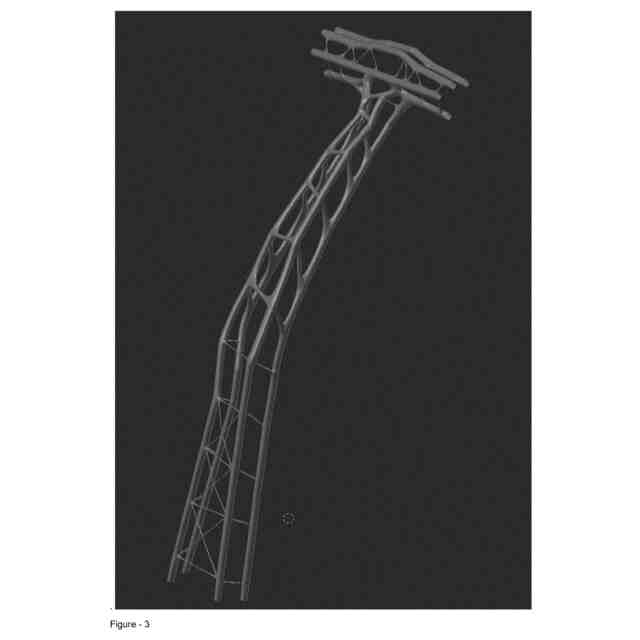
【選択図】図3
特許請求の範囲
【請求項1】
材料を成形する方法であって、
(1)材料を取得するステップと、
(2)成形技術を用いて前記材料を成形するステップと、
(3)前記(2)のステップで成形された材料を、55MPaを超える圧力および0.45×Tmを超える温度を含むプロセスに供するステップであって、前記Tmは、前記材料の無機部分における関連するコンポーネントまたは相の中で最も低い融点を有する、相またはコンポーネントの融点である、ステップと、
を有し、
さらに、必要な場合、
(4)前記ステップ(3)において得られた成形された材料を脱バインダプロセスに供するステップと、
(5)前記ステップ(3)または(4)において得られた前記成形された材料を固化プロセスに供するステップと、
を有する、方法。
続きを表示(約 740 文字)
【請求項2】
前記成形技術は、ポリマー成形技術、金属射出成形(MIM)技術、粒子射出成形(PIM)法、射出成形法、圧縮成形法、熱成形法、または付加製造法から選択される、請求項1に記載の方法。
【請求項3】
前記ステップ(1)で採取された材料は、前記材料の重量に対して、少なくとも1.2%の量の要素を含み、該要素は、融点が580℃未満である、請求項1または2に記載の方法。
【請求項4】
前記ステップ(1)で採取された材料は、少なくとも一つのコンポーネントを含む有機部分、および少なくとも一つのコンポーネントを含む無機部分を有する、請求項1乃至3のいずれか一項に記載の方法。
【請求項5】
前記ステップ(1)で採取された材料は、少なくとも一つのコンポーネントを含む有機部分、および少なくとも一つのコンポーネントを含む無機部分を有し、
前記有機部分のコンポーネントは、0.46MPa(66psi)の荷重でASTMD648-07試験に従って測定されたたわみ温度が、前記材料の前記無機部分の関連コンポーネントの融点よりも0.45倍超高い、請求項1乃至4のいずれか一項に記載の方法。
【請求項6】
前記材料の前記無機部分は、前記材料の重量に対して少なくとも52重量%である、請求項1乃至5のいずれか一項に記載の方法。
【請求項7】
当該方法を適用した後、前記材料中に残留する前記有機部分の体積は、24%未満である、請求項1乃至6のいずれか一項に記載の方法。
【請求項8】
前記得られた成形された材料の密度は、理論密度の96%を超える、請求項1乃至7のいずれか一項に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軽金属基材コンポーネントの経済的な製造方法に関する。高温下でも高い機械的特性を備えた軽量コンポーネントを製造できるため、本製造法は構造コンポーネントの製造に特に適する。これらのコンポーネントは高い耐環境性と耐燃焼性を備えて製造することも可能である。また、金属間化合物も本発明のある態様において適する場合がある。
続きを表示(約 53,000 文字)
【発明の概要】
【0002】
素材特性は工学的進化の主な制限の1つであることは間違いない。多くの場合、他の特性とともに機械的抵抗の高い素材が推奨される。金属、それらの合金、および金属基複合材の場合、製造法の進化は、合金化の効果の理解を改善することによって達成される場合がほとんどである。また、微細構造は、熱機械的処理を介して達成可能であり、最近では製造プロセスの改善によりさらに向上している。可動構造コンポーネントでは、多くの場合、できるだけ軽量であることが望ましい。多くの場合、特定のアプリケーションに必要なプロパティは多少矛盾する。つまり、双方のプロパティ共に高いレベルを求められるが、一方の上昇は他方の減少をもたらす。このような場合、適切な妥協案の発見が重要である。このような場合のよく知られた例の1つとして、機械的抵抗と多かれ少なかれ関連する特性(耐摩耗性、貫通抵抗…)と靭性関連特性(破壊靭性、伸び、弾力性…)との対立が挙げられる。これらのプロパティのより良い妥協点は、とりわけ上記の戦略を通じて達成可能である。
金属の延性と損傷耐性または金属基材に関連するその他の特性に関する場合、軽量構造、コンポーネントの構造的設計の最適化、および素材工学的な素材の設計を併用することが望ましい。実現可能性を含んだ、または経済的に実行可能な設計の多くは、利用可能な製造方法の柔軟性によって制限される。
軽金属基材が望ましい時、多くの場合では、チタン、アルミニウム、マグネシウム、リチウム、さらには非常に高強度の鋼の合金が利用される。一部のアプリケーションでは、他の機械的特性とのバランスが取れている場合に限り、ある支配的機械的特性と密度の比を最適化されることが推奨される。構造コンポーネントの例としては、降伏強度/密度、弾性率/密度、弾性率/密度の二乗、疲労強度/密度が挙げられる。意外なことに、非常に高い密度の素材が最適な比率を達成可能にすることがあり、コンポーネントの薄肉化により重量が節約されることが珍しくない。
一部のアプリケーション、特に付加製造(AM)やMIMなどの成形技術の構築の柔軟性を使用できる場合、過度の薄型化は有用性が低い。このような場合かつ軽量構造が求められる場合、利用される素材の密度はさらに重要になる。
実際、AM技術には、i)バインダー噴射、ii)指向性エネルギー付与、iii)素材押出成形、iv)素材噴射、v)パウダーベッドフュージョン、vi)シート積層、vii)バット光重合など、多種多様な技術が含まれる。3Dプリンティング、インクジェット、S‐プリント、M‐プリントテクノロジー、レーザーを使用して原料(粉末またはワイヤ素材)を堆積させる溶融プールを集中エネルギーが生成する技術(レーザー堆積およびレーザー固化)、アークまたは電子ビーム熱源(直接金属堆積および電子ビーム直接溶融)、溶融堆積モデリング(FDM)、素材噴射、直接金属レーザー焼結(DMLS)、選択的レーザー溶融(SLM)、電子ビーム溶融(EBM)、選択レーザー焼結(SLS)、ステレオリソグラフィー、デジタル光処理(DLP)など、これに限らず、この分類は多種多様な技術を要約している。
マイクロラティス材の場合のように、非常に軽い構造を構築するには、数十ナノメート順に非常に薄い壁を構築する実現性が求められることがある。現時点では、この実現は電着可能な、限られた金属素材に限定される。
軽量構造はコストが高くなることが多く、これはより広範な実装にとって障害となることがある。コストは特定のテクノロジーの実装にとって強力な推進力となることが多い。
一部の軽量コンポーネントでは、機械的特性だけでなく、環境への耐性も考慮される必要がある。ほとんどの軽合金は、酸素(多くの場合、高温でさらに高く)および他の多くの薬剤に対して非常に反応性が高い。これは、その軽合金の用途では重大な欠点となることが多い。
また、軽金属合金の炎に晒された際の燃焼傾向が、その用途の対する大きな障害となることもある。リチウム、マグネシウム、およびそれらの合金は、非常に有用な機械的特性を備えた最軽量の金属合金であるが、残念ながら、非常に低い温度での酸素や窒素との強力な反応により、応用が困難である。
良好な耐クリープ性を保持し、高温でも高い弾性率、耐環境性を必要とする構造コンポーネント、または他の種類のコンポーネントについては、一部の金属間化合物(gTiAlのような)が非常に適切な候補になりうる。しかし、これは低温脆性も示すため複雑な形状への成形が非常に困難である。また、一部の金属間化合物は不純物拡散速度が特に遅いため、一部の金属間コンポーネントは、不純物拡散速度が特に遅いため、コンポーネントの接合に関連する拡散も多少困難になる。
高い剛性、機械的強度、さらに衝突時のエネルギー吸収を必要とするアプリケーションでは、強化ポリマーは優れた技術的解決策になる場合が多い。障害のいくつかは、コスト面、異方性、信頼性(例えば、長期の環境条件による特性の劣化による)、電気伝導率と熱伝導率、そして場合によっては圧縮と疲労(負荷モードに依存)性能に関わる。
記載の通り、構造コンポーネントの主な負荷に関して、異なる負荷シナリオがある。高性能と軽量化の恩恵を受ける多くのコンポーネントもあり、これらは本発明の用途からの恩恵を受けることが可能である。以下は数例に過ぎないが、機械的強度、弾性率、降伏強度、耐環境性、高温での耐酸化性、耐クリープ性、耐圧縮性、圧縮下の降伏、疲労強度、衝突時のエネルギー吸収能力、電気伝導、誘電特性、熱伝導性など、異なるアプリケーションに関連する特性になりえ、一度に全てを最大化できることはほとんどなく、よって最適な妥協点が推奨される。
アプリケーション設計において、本発明が重量対性能比の改善に貢献する場合がある。また、異なる特性を持つ基材の組み合わせが役立つ。
本発明は、安価に、優れた重量対性能比を有する部品の製造を可能にする。また、特に少なくともある金属または金属間化合物が含有される場合に、異なる素材の特性をより有効に活用することを可能にする。
技術的現状
金属コンポーネントの製造は、付加製造技術にとって常に課題であり、機械的特性の不足と高コストがその展開の主な障害として継続的に指摘されてきた。Bamptonらは、混合粉末の過渡液体焼結による選択的レーザー結合を使用した金属コンポーネントの自由形状製造に関する発明(US5745834)を発表した。その発明で使用される混合粉末は、母材または卑金属合金(75‐85%)、低融点金属合金(5‐15%)および高分子バインダ(5‐15%)を含む。検討された卑金属は、ニッケル、鉄、コバルト、銅、タングステン、モリブデン、レニウム、チタン、アルミニウムなどの金属元素である。低融点金属合金に関しては、これは、基合金の融点を約300°‐400°C下げるために、融点降下剤(ホウ素、シリコン、炭素、またはリン)を含む基金属から選択可能である。本発明で考慮されるSLSの方法および他の粉末ベースのAM技術は、粉末特性に強く依存する。米国特許出願公開第2006/0251535 A1号でPfeifer&Shenによって報告された発明と同様、プラスチック、金属またはセラミック粒子は、接着および焼結可能、またはガラスを形成する微粒子素材によってコーティングすることができる。その特許出願では、微粒子素材(プラスチック、金属、セラミックのサブマイクロメートルまたはナノ粒子)は、親水性が低く、粉末素材が100°Cである場合の温度差を考慮した有機または有機金属高分子化合物でコーティングされている。金属粉末素材の場合、微粒子素材は、元素Cu、Sn、Zn、Al、Bi、FeまたはPbから成る金属または合金から形成されることが好ましい。接着剤の活性化は、焼結するよう、または少なくとも焼結か隣接する隣接する粉末粒子間の焼結またはガラスブリッジの形成による部分的融解するよう設計されたレーザー照射により起こり得る。熱処理が粉末素材のガラス形成温度または焼結温度未満で行われる場合、完全体または圧粉体の焼結収縮は実質的に発生しない。直接的FDM方式プリンティング用プリント塗料についてのDE102013004182におけるWalter Lengauerによる研究のように、緑色成分は他の3Dプリンティング技術によっても得られる。プリント塗料は、1つまたは複数のポリマーの有機バインダ成分、および金属、バインダ金属を含む硬質素材、またはセラミック素材からなる無機粉末成分で組成される。形成された圧粉体は、その後、最終部品を製造のための焼結プロセスにかけることができる。FDMプロセスや、直接金属加工などの他の3Dプリンティングのバリエーションでは、コンポーネントの解像度とサイズが制限される。この態様において、Canzonaらは、相対密度が少なくとも96%の金属部品を形成するための直接金属製造の方法(US2005/0191200 A)を提示した。その研究で提示された粉末混合物は、母材合金、粉末化された低融点合金、および2つの有機ポリマーバインダ(熱可塑性および熱硬化性有機ポリマー)で組成されている。この粉末ブレンドは、超固相線液相焼結が行われる選択的レーザー焼結など、他の粉体層関連の方法で使用可能である。Bamptonが発表した研究のように、低融点合金は、共晶形成元素として少量のホウ素を合金に導入することで製造される。スカンジウムもまた、共晶形成元素として考慮される。
セラミック粒子充填樹脂のレーザー光造形法による重合によって行われるセラミック部品の付加製造においては、とりわけ大型の部品が割れやすいため、小型部品のみ製造可能である。
熱硬化性ポリマーバインダは、熱可塑性バインダが再溶融する前に硬化する。それにより、金属同士の粉末焼結(粉末接触点でのネック形成)が開始して圧粉体の強度を高める温度まで加熱しながら、圧粉体形状の重要な支持を提供する。
発明の明細
経済的価格で多くの用途で望まれる非常に軽い構造を実現するために、異なる素材の特性を組み合わせることが非常に興味深い場合が多く、金属を含む組み合わせが最適である場合が非常に多い。合金化システムが適切な場合、一部のアプリケーションでは単一金属構造も考慮に値する場合もある。また、設計の自由度が大きいほど、重量の最適化の可能性が大きくなる。しかしながら、慣例上設計の自由はコスト面を犠牲にしなければならなくなっている。
付加製造法(AM)はここ数年で劇的に進化し、数十年間に比較的安価になった。しかしなら、最も高度で費用対効果の高いAM成形技術は、ポリマーを使用した製造を可能とするのものである。また、強化ポリマー複合材などの金属とポリマーの特性を兼ね備えている素材が考慮に値する素材である場合がある。設計柔軟性の大きい金属合金の製造方法は、普通ポリマーの低い分解温度と相性が良くない。このため、一部では金属合金を用いた複雑な形態の製造の方法の開発が重要視されているが、それでもそれらの融点よりはるかに低温である。
工学関連または潜在的なすべての軽金属合金の中で、発明者は非常に興味深い特性の組み合わせがマグネシウム合金で達成できることを発見した。ほとんどのポリマーの分解温度と比較して融点が非常に高いため、一見、条件を達し得ないように見える。マグネシウムとその知られている合金のほとんどは、酸素と非常に激しく反応し、多数の作用剤とも反応してしまう。この腐食傾向は様々なアプリケーションで障害となる。また、これらはかなり高い発熱で燃焼する傾向があり、これも多くのアプリケーションで非常に有害な特性である。さらに、多くのマグネシウム合金は溶接が非常に困難であり、これは他と比べても、多くの構造的用途における障害となる。したがって、したがって、低密度と比較的高い存在量にもかかわらず、マグネシウム合金が使用されるアプリケーションはかなり少ない。
リチウムはマグネシウムよりもはるかに軽いが、かなりの係数の低さが構造コンポーネントとしては大きな障害になる。さらに、酸素との反応性がマグネシウムよりも大きい。
マグネシウムリチウム合金はマグネシウム合金よりも軽量である。驚くべきことに、合金化が適切に選択されると、構造構造マグネシウムおよびアルミニウム合金の大きさ順に、適切な弾性率値に到達可能である。残念なことに、リチウムは、特に腐食、酸化、燃焼傾向、溶接の難易度などの点で、マグネシウム合金のいくつかの重要な障害をさらに悪化させる。大量のリチウムを含むマグネシウム合金は、融点が低くなる場合があるが、弾性率、機械的強度、特に耐クリープ性の値は、構造アプリケーションにおいて、もしくはほとんどすべての種類のアプリケーションで明らかに低すぎる。
特に正規化された値(特性の値を合金の密度で割った値として)を見た場合の、高弾性率、機械的強度、耐クリープ性などの機械的特性のバランスが十分に取れている場合でも、十分に低い温度でマグネシウム合金を処理することが可能であり、これによってポリマーによる形状保持が可能あることがわかった。さらに驚くべきことに、この合金は、良好な耐環境性と燃焼に対する耐性を示す。マグネシウム含有量がかなり高い合金とリチウムも適切に合金化および処理した場合、非常に低い密度を提示しながら、このような驚くべき動作を実現することも可能である。
このシステムでは、マグネシウムの融点よりはるかに低い温度で微粒子を固めることが可能である。
ある特定の態様において、粒子状のマグネシウム合金が少なくとも2種類あることは考慮に値すると発見した。ある特定の実施形態では、リチウムを含む粒子状のマグネシウム合金の少なくとも1つあることが考慮に値する。他の実施形態では、リチウムを含む粒子状のマグネシウム合金の少なくとも1つがリチウムを36重量%超、もしくは42重量%超、52重量%超、62重量%超、72重量%超、もしくは81重量%、超含有することが推奨される。さらに、ある態様では、、十分に低い融点を有する粒子状のマグネシウム合金の少なくとも1つあることが考慮に値すると発見した(特に明記しない場合、本明細では液化が始まる温度を融点とする)。異なる実施形態において、粒子形態のマグネシウム合金の少なくとも1つは、390℃未満、340℃未満、290℃、240℃未満、さらには190℃未満の融点を有する。テスト条件は、本明細の最後に示す。
融点は、ASTM E794‐06(2012)に従って測定した。あるいは、本開示を再現する技術専門家は、自らの裁量で、熱重量測定法または他の任意の特性決定技術を使用して、融点を得ることができる。この温度の決定における典型的な偏差はそれほど重大ではないため、2017年1月27日に利用可能な最新版のソフトウェアであるThermo‐Calc(2016年11月にリリースされたThermo‐Calc 2016b)を内蔵するCALPHADタイプのソフトウェアによって決定される温度と同様、対応する状態図の固相線によって決定される温度は十分に近似であると言える。あるいは、本発明を再現する技術専門家は、独自の裁量で、熱重量測定またはその他の特性評価技術を使用して、融点を取得したり、DSC、DTA、またはSTAを使用したDTAによる非常に簡単な方法でもこの温度を実験的に決定することができる。
ある態様は、重量パーセンテージで示した以下の組成マグネシウム合金を参照する。
%Si:0‐15; %Cu:0‐30; %Mn:0‐15; %Be:0‐15;
%Zn:0‐15; %Li:0.6‐70; %Sc:0‐20; %Fe<30;
%Pb:0‐10; %Zr:0‐10; %Cr:0‐15; %V:0‐10;
%Ti:0‐20; %Bi:0‐20; %Ga:0‐20; %N:0‐2;
%B:0‐5; %Al:0‐60; %Ni:0‐40; %Mo:0‐15;
%W:0‐30; %Ta:0‐5; %Hf:0‐5; %Nb:0‐10;
%Co:0‐30; %Ce:0‐15; %Ge:0‐20; %Ca:0‐15;
%In:0‐20; %Cd:0‐20; %Sn:0‐40; %Cs:0‐20;
%Se:0‐10; %Te:0‐10; %As:0‐10; %Sb:0‐20;
%Rb:0‐20; %La:0‐15; %C:0‐5; %O:0‐15;
%Y:0‐30; %Nd:0‐30; %Tm:0‐15; %Tb:0‐15;
%Gd:0‐20; %Dy:0‐15; %Yb:0‐15; %Er:0‐15;
%Sm:0‐15; %Pr:0‐15; %Ho:0‐25; %Lu:0‐15;
%Th:0‐15;
上式で%Gd+%Nd+%Sm+%Y+%Pr+%Sc+%Pm+%Eu+%Tb+%Dy+%Ho+%Er+%Tm+%Yb+%Lu+%Th=0.002‐34;and%Zr+%Zn+%Mn+%Y+%Ce+%La+%Ca+%Sc=0.002‐34
残りはマグネシウムと微量元素で組成され、%Mg>12%。
言うまでもなく、組成は100%にしか添加できず、これは明らかな条件であるため条件として含まれない。これにより、合計が100%を超える範囲内の組成は自動的に除外される(ある実施形態において、条件は例えば以下のようになる。原子番号103を超える元素が開示された合金においてわずかな意義しかないアプリケーションでは、上式で%H+%He+%Li+“….“+%Md+%No+%Lr<=100%。ここで“….”は原子番号4~100の周期表の元素の合計を表す)(ある実施形態においては、上記の条件は以下のようにもなる。原子番号118以下のすべての元素の合計が100%に等しいことを特徴とする)。
言うまでもなく、範囲が0で始まる元素、または組成範囲が(%Element<XX.X)未満と表現される元素は任意であり、一般的な状況でそのような元素が含まれないことを意味する。例えば、組成範囲が、%Cu=0‐30%で、重量%Fe<30重量%である場合、%Feと%Cuの両方が存在しないの実施形態の場合と、意図的に添加されていない実施形態の場合が多い(そのため、この規準組成は0%またはその元素が存在しないことを表す。ただし、これらは、スクラップの純度、または合金化元素、溶解レシピエントの汚染、および合金の製造中の他の可能な汚染源に応じて、微量元素として存在可能である。)一方のみが存在しない、もしくは望ましくないが、もう一方はそうではない実施形態も多いだろう。%Feおよび%Cuで例示されたものは、他のどの元素にも応用可能である。
本明細書で表される規準組成は、より高い体積分率を有する粒子または合金の一般的な最終組成を指し得る。セラミック強化材(特に粒子、繊維、ウィスカーなど)、グラフェン、ナノチューブ(多くの場合カーボンナノチューブ)、繊維(SiC、SiN、炭素、アラミド、玄武岩、ガラスなど)などの不混和性粒子の存在下では、これらは規準組成には含まれない。高拡散率または低融点粒子が使用される態様および実施形態では、いくつかの考慮に値する実施形態についてはこの組成範囲内で選択することもでき得るが、本明細で後述するように、そうでない場合も多い。本明細で後述するように、一部のコンポーネントは、成形された有機部分と無機部分を含む素材を使用して製造される。ある実施形態では、次の段落で説明する潜在的な制限がある上記の組成は、素材の無機部分に含まれる金属相の全体的な一般組成を指す。次の段落で説明する潜在的な制限がある上記の組成は、素材の無機部分に含まれるすべての金属相の全体的な一般組成を指す。重量比%Mg>12%、%Mg>22%、および%Mg>62%である実施形態である場合もある。別の実施形態では、次の段落で説明する潜在的な制限がある上記の組成物は、ポリマー(素材の有機部分がポリマーを含む)を金属相で満たした瞬間に最高の体積分率を持つ金属相の粒子を指す。ある実施形態では、次の段落で説明する潜在的な制限がある上記の組成物は、主に素材の有機部分を異なる粒子と強化材で満たした瞬間に最も高い体積分率を持つ金属粒子を指す。
特に明記されていない限り、微量元素はいくつかの元素を指す。ただし、文脈が特に明らかでない場合、H、He、Xe、F、Ne、Na、P、S、Cl、Ar、K、Br、Kr、Sr、Tc、Ru、Rh、Pd、Ag、I、Ba、Pm、Eu、Re、Os、Ir、Pt、Au、Hg、Tl、Po、At、Rn、Fr、Ra、Ac、Pa、U、Np、Pu、Am、Cm、Bk、Cf、Es、Fm、Md、No、Lr、Rf、Db、Sg、Bh、Hs、Mtを含むがこれに限定されない。一部のアプリケーションでは、微量元素の含有量を、重量比1.8%未満、0.8%未満、0.1%未満、さらには0.03%未満に単独または組成の上で制限することが重要だと発見した。ある実施形態では、望ましくない不純物として存在する元素は微量元素である。
【図面の簡単な説明】
【0003】
本発明の一実施形態である。
本発明の一実施形態である。
4つの主要な管状部品を備えたbピラーの1:2スケールである。
【0004】
TIFF
2025016646000002.tif
9
114
上式で、
R
T
‐熱衝撃に対する耐性、
K‐熱伝導率、
【0005】
TIFF
2025016646000003.tif
2
114
‐ポワソン係数、
σ
T
‐機械的抵抗、
a‐熱膨張係数、
E‐ヤング率。
したがって、高い耐火構造を追求する場合、高いポアソン係数、熱膨張係数、弾性率とともに高い熱伝導率と機械抵抗を要求される。ある実施形態において、ポアソンの係数は、ASTM E132‐04に準拠して測定できる弾性的に伸びた素材のサンプルにおける、横方向の測定値の比例減少と長さの比例増加の比である。同様に、関連性を持つ特性が正しい特性である必要がある。驚くべきことに、ほとんどの実施形態において、これは体積弾性率を除くすべての特性および関連する特性に当てはまるように見える。体積弾性率は、表面全体に均一に作用する単位圧縮応力または引張応力によって生じる物体の体積の相対的変化である。いくつかの実施形態において、驚くべきことに、ほとんどのマグネシウム合金のヤング率と体積弾性率の明確な傾向関係にもかかわらず、高い体積弾性率をもたらす微細構造は、耐火構造に明白に有効であることを発見した。実施形態によっては、破断時における延長が十分に高い場合に限り当てはまる。事実、室温(23℃)での体積弾性係数がASTM E8/8M‐16aの測定において、35GPa超、42GPa超、52GPa超、62GPa超、72GPa超、76GPa超、82GPa超、さらには102GPa超であるマグネシウム合金のみが推奨される。また、別の実施形態では、上記の体積弾性率の値は、このような体積弾性率の第一原理シミュレーションにつながる範囲内の組成を指す。別の実施形態においては、上記の体積弾性率の値がシミュレートされている。また、別の実施形態では、上記の体積弾性率の値は20℃でシミュレートされている。また、別の実施形態において、高温下(300℃)での体積弾性係数が、ASTME21‐09の測定において、16GPa超、28GPa超、41GPa超、58GPa超、66GPa超、71GPa超、79GPa超、さらには94GPa超であるマグネシウム合金のみが推奨されるアプリケーションもある。すでに記載したように、破断時における延長が十分に高いことが求められる。いくつかのアプリケーションにおいて、高い破断時における延長とは、異なる実施形態において、室温(23℃)、ASTM E8/8M‐16aの測定において、1.6%超、2.2%超、5.6%超、10.2%超、16%超、さらに26%超であるものを指す。また、別のアプリケーションにおいて、高い破断時における延長とは、異なる実施形態において、高温下(300℃)、ASTM E21‐09の測定において、0.8%超、1.4%超、3.1%超、8.2%超、12%超、さらに17%超であるものを指す。
ある実施形態において、652℃超、672℃超、682℃超、692℃超、712℃超、もしくは852℃超の融点(Tm)を持つマグネシウム合金かつ前述の制限のいくつかを使用することによって、融解に対する高い構造抵抗が実現可能であることを発見した。検証条件は、本明細の最後に開示する。
ある実施形態では、別の実施形態において、2.89mm/year以下、2.47mm/year以下、1.89mm/year以下、1.45mm/year以下、0.89mm/year以下、0.67mm/year以下、0.48mm/year以下、0.28mm/year以下、もしくは0.08mm/year以下の、測定によってパラメータ化された耐食性を持つマグネシウム合金かつ前述の制限のいくつかを使用することによって、融解に対する高い構造抵抗が実現可能であることを発見した。耐食性マグネシウム合金とは、ASTM B117‐16に基づく200時間の5%中性塩水噴霧試験に合格する合金を指す。
これまでマグネシウム合金の耐食性は、特定の合金化規則と熱機械処理によってのみ可能であると信じられ、これらは常に密度の増加に直接または間接的に関連していた。いくつかの実施形態において、純粋なMgの耐食性の明確な向上が達成されたが、多くの実施形態では、耐食性が改善された従来のマグネシウム合金よりも密度を低レベルに抑えられている。本明細では、特に明記されていない限り、合金の耐食性は、合金のバルク耐食性を指す。耐食性が驚くほど低い合金で達成される実施形態もある。耐食性マグネシウム合金は、さまざまな実施形態において、1.79g/cm
3
以下、1.74g/cm
3
以下、1.72g/cm
3
以下、1.68g/cm
3
以下、1.62g/cm
3
以下、1.58g/cm
3
以下、1.52g/cm
3
以下、または1.44g/cm
3
以下、の密度(20℃および1気圧)を有する合金である。
いくつかの実施形態では、素材の無機部分は、少なくとも1つの低融点の金属相を含む。また、いくつかの実施形態では、少なくとも1つの主に金属の低融点の微粒子が含有される(本明細では、微粒子または粉末でも合金または相と呼ぶ)。低融点相または合金はマグネシウムリチウム合金である場合の実施形態もある。いくつかの実施形態においては、低融点相または合金はリチウム合金である。また、合金中の%Alの割合が高いいくつかの実施形態では、低融点アルミニウムリチウム合金である。また、いくつかの実施形態では、この低融点相は基本的に微量元素を含むリチウムである。
別の態様は低融点マグネシウム合金を指す。この意味で、一実施形態は、以下の組成を有する低融点マグネシウムリチウム合金を指し、これについてのすべて割合は重量比である。
%Si:0‐15; %Cu:0‐30; %Mn:0‐15; %Be:0‐15
%Zn:0‐15; %Li:16‐100; %Sc:0‐20; %Ni<30;
%Pb:0‐10; %Zr:0‐10; %Cr:0‐15; %V:0‐10;
%Ti:0‐20; %Bi:0‐20; %Ga:0‐20; %N:0‐2;
%B:0‐5; %Al:0‐60; %Ni:0‐40; %Mo:0‐15;
%W:0‐30; %Ta:0‐5; %Hf:0‐5; %Nb:0‐10;
%Co:0‐30; %Ce:0‐15; %Ge:0‐20; %Ca:0‐30;
%In:0‐20; %Cd:0‐20; %Sn:0‐40; %Cs:0‐20;
%Se:0‐10; %Te:0‐10; %As:0‐10; %Sb:0‐20;
%Rb:0‐20; %La:0‐15; %C:0‐5; %O:0‐15;
%Y:0‐30; %Nd:0‐30; %Tm:0‐15; %Tb:0‐15;
%Gd:0‐20; %Dy:0‐15; %Yb:0‐15; %Er:0‐15%
%Sm:0‐15; %Pr:0‐15; %Ho:0‐25; %Lu:0‐15;
%Th:0‐15;
残りは、マグネシウムと微量元素で構成され、合金の融点(Tm)は495℃以下である。
マグネシウム合金の組成物の各元素について前述した内容と同じ内容は、特に、本明細のマグネシウム合金について前述に開示された元素の重量パーセントに関する実施形態について、本明細においての低融点マグネシウムリチウム合金に同様に適用することができる。また、それらのいくつかについて開示されている固溶体の割合、これらの元素のいくつかの合計の重量パーセンテージ、微量元素およびその微量元素の割合、およびリチウム(%Li)を除いて相互に排他的でない限り、その他の制限もこれに適用する。明らかに、本明細におけるマグネシウムリチウム合金については、(一部の実施形態の場合のように、CALPHADシミュレーションを使用している場合であっても)Tmの条件を満たす必要がある。これについて、特定の元素および特定の元素の組み合わせの最大量に対して非常に強い制限が課せられる。この制限により、明細されている一部の量を満たすことができないことは明らかである。たとえば、合金の残りの組成に関係なく、10%を超える%Wの含有を満たすことは非常に困難である。
低融点マグネシウムリチウム合金は高いリチウム(%Li)含有量からメリットを受けられるアプリケーションもある。%Liは、合金の一部の機械的特性の改良に役立つ実施形態もある。特に、他の合金元素と適切に組み合わせた場合、驚くべきことに、%Liは(弾性率*破断時の延長/密度)の比の増加に寄与する。さらに驚くことに、これは弾性率および破断時の延長の同時増加である。後述するが、これは最終的にその態様が適切に実装されたかどうかを決定する要因となる。%Liが合金の主要な元素になる可能性をもつ実施形態もある。そのため、その合金は、最終的には、マグネシウムリチウム合金ではなく、リチウム合金と厳密に見なされるべきとも考えられる。実際、いくつかの実施形態では、呼び値100%のかなり純粋な%Liを使用することが考慮に値する場合がある。後述するが、通常、10重量%を超える%Liの含有量は、成形性を高めるため、合金を少なくとも部分的に立方体にするためにのみ使用される。このため、粉末冶金工順がニアネットシェイプであるがゆえに、原則としてこのような高い%Li含有量の粉末を製造することは意味がない。しかし、後述するが、驚くべきことに、%Liの含有量が高い粒子状のマグネシウム合金を製造することは完全に理にかなっている実施形態もある。この態様では、合金の融点が非常に低いため、この粉末の取得が特に困難になる。別の実施形態で、%Liは16.8重量%超、19.5重量%超、もしくは21.3重量%超である。前述の特性をさらに強調するためのいくつかの実施形態、および腐食をさらに最小限に抑えるために特別な注意が払われるいくつかのアプリケーション、および求められるの融点を固定する他の合金元素に応じて、異なる%Liの含有量が推奨される。別の実施形態では、%Liは、22重量%超、26重量%超、32重量%超、36重量%超、41重量%超、42重量%超、46重量%超、52重量%超、56重量%超、62重量%超、重量%超、69重量%超、さらには72重量%超であることが推奨される。すでに述べたように、%Liは合金の過半数元素であり得る実施形態もある。別の実施形態では、%Liは、76重量%超、78重量%超、82重量%超、86重量%超、92重量%超、さらには97重量%超であることが推奨される。したがって、いくつかの実施形態では、マグネシウムリチウム合金はリチウム合金と見なすことができる。%Liの総量が確実に過剰ではないことを制御する必要がある実施形態もある。%Liの総量が過剰である場合、耐食性と機械的特性の不都合な妥協が生じる可能性が生じることを発見した。別の実施形態では、%Liは、94重量%未満、88重量%未満、84重量%未満、79重量%未満、74重量%未満、69重量%未満、49重量%未満、38重量%未満、さらには29重量%未満であることが推奨される。アプリケーションによっては、水素化リチウムの形成を避けるために特別な注意を払わなければならない。したがって、ある実施形態においては、合金は水素化リチウムを含まない。
ここでも適用される前述に開示された微量元素とその含有についての内容に加え、低融点マグネシウムリチウム合金中のアルカリ金属不純物の含有は機械的特性に対して障害となることが発見された。%Na、%K、%Rb、または%Csの含有は特に悪影響を及ぼすアプリケーションがある。別の実施形態において、%Na、%K、%Rbまたは%Csの含有量は180重量ppm未満、74重量ppm未満、36重量ppm未満、12重量ppm未満、8重量ppm未満、2.8重量ppm未満、0.7重量ppm未満、0.4重量ppm未満、0.009重量ppm未満、または0.001重量ppm未満に抑える必要がある。別の実施形態では、上記で開示されたパーセンテージは、%Na+%K+%Rb+%Csの合計を指す。また、別の実施形態においても、これらの含有は推奨されない。さらに、低融点マグネシウム‐リチウム合金中のハロゲン不純物の存在は、いくつかの実施形態では機械的特性に対して障害となる。%F、%Cl、%Br、%I、または%Atの含有は特に悪影響を及ぼすアプリケーションがある。別の実施形態において、%F、%Cl、%Br、%I、または%Atの含有量は180重量ppm未満、74重量ppm未満、36重量ppm未満、12重量ppm未満、8重量ppm未満、2.8重量ppm未満、0.7重量ppm未満、0.4重量ppm未満、0.009重量ppm未満、または0.001重量ppm未満に抑える必要がある。上記で開示されたパーセンテージは、%F+%Cl+%Br+%Atの合計を指す。また、別の実施形態においても、これらの含有は推奨されない。
ほとんどのアプリケーションにおいて、低融点マグネシウムリチウム合金の最も重要な態様は、本明細で定義されているように、融点(Tm)で直接評価可能である。別の実施形態において、マグネシウムリチウム合金の融点は520℃未満、495℃未満、455℃未満、430℃未満、395℃未満、390℃未満、345℃未満、340℃未満、324℃未満、295℃未満、290℃未満、269℃未満、245℃未満、240℃未満、219℃未満、195℃未満、190℃未満、145℃未満、もしくは95℃未満であることが推奨される。検証条件は本明細の最後に開示する。
マグネシウムリチウム合金中にマグネシウム、およびリチウム以外の元素が含まれる場合の機械的特性のバランスを取るための実施形態のいくつについて、この合金の融点は、別の実施形態において、マグネシウムおよびリチウムのみを含有するリチウムを同量含有する合金の融点に対して、20%超、30%超、40%超、50%超、もしくは60%超を超過してはならない。検証条件は本明細の最後に開示する。
ある実施形態において、低融点マグネシウムリチウム合金は粒子状であり、またある実施形態においては、粉末状である。
ある実施形態において、以下の低融点マグネシウムリチウム合金の組成の選択的範囲が優先される。すべての割合の表記は重量比である。
%Si:0‐2; %Cu:0‐2; %Mn:0‐2; %Be:0‐3;
%Zn:0‐2; %Li:16‐100; %Sc:0‐1; %Ni:0‐1;
%Pb:0‐2; %Zr:0‐0.5; %Cr:0‐1; %V:0‐0.5;
%Ti:0‐0.5; %Bi:0‐3; %Ga:0‐9; %N:0‐0.5;
%B:0‐0.5; %Al:0‐10; %Ni:0‐1; %Mo:0‐0.5;
%W:0‐0.2; %Ta:0‐0.5; %Hf:0‐0.1; %Nb:0‐0.5;
%Co:0‐2; %Ce:0‐2; %Ge:0‐1; %Ca:0‐10;
%In:0‐4; %Cd:0‐2; %Sn:0‐4; %Cs:0‐4;
%Se:0‐0.5; %Te:0‐0.5; %As:0‐0.5; %Sb:0‐0.5;
【0006】
別の態様は、後に本文書おいて開示される任意の方法などの成形技術を用いて要素を製造することがある、有機的な部分および非有機的な部分を備える材料について言及する。発明者は、いくつかの実施形態においては、ある特性温度が適切に選ばれる限り、有機的な要素と非有機的な要素の混合を成形することが可能であること発見した。一実施形態において、非有機的な部分の少なくとも一つの要素の融点と熱たわみ温度のような有機的な部分における少なくとも一つの要素の特性温度との関係の場合にとりわけ、ガラス転移点、除去温度、または劣化温度は、後に本文書おいて開示されるように適切に選択される。一実施形態において材料は成形可能な材料である。一実施形態において材料は成形されるための材料である。いくつかの実施形態において有機的な部分はあくまで望ましい形状に達するまでの一過性のものであり、さらに少なくとも部分的に除去される。いくつかの実施形態において、有機的な部分は成形された材料において機能性を有し、従って少なくとも部分的に保持される。
成形されるための材料の有機的な部分は一つまたは複数の相および/または要素を備えてよい。一実施形態において有機的な部分は有機的な相を備える。異なる実施形態において、材料の有機的な部分は少なくとも一つの要素、少なくとも二つの要素、少なくとも一つの関連する要素、およびさらに少なくとも二つの関連する要素を備える。一実施形態において有機的な相は少なくともポリマーを備える。異なる実施形態において、ポリマーは感光性樹脂、熱硬化性重合体、熱可塑性ポリマー、およびさらにエラストマー重合体である。発明者は、いくつかの実施形態において、成形された材料の所要の機械的特性を得るためには、ポリマーは結晶高分子であってはならないことを発見した。一実施形態において、後に本文書おいて開示されるように「適切な放射」にさらされる場合、成形方法は「硬化する」要素を備える材料の有機的な部分を積層造形する少なくとも一つのステップを備える。さらに、異なる実施形態において、「硬化する」材料はさらに反応促進剤、「適切な放射」にさらされる場合に感作できるフォトクロミック化合物(アゾベンゼン、スピロピラン、スチルベン、フルギト類、ジアリールエテンなど)、「適切な放射」にさらされる場合に熱を発生できる発色団、そしてさらに熱開始剤を備えてもよい。
いくつかの実施形態において、有機的な部分が少なくとも部分的に保持されるいくつかの要素が製造される場合の例のように、およびまた関連する相の中で最も低い融点の金属相がやや高い融点を有する金属相を持ついくつかの要素における別の例のように、発明者は0.46MPa[66psi]の荷重で米国材料試験協会D648‐07に従って計測される120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃,を超える、430℃を超える、そしてさらに505℃を超える異なる実施形態でのたわみ温度を有する有機的な相を選ぶことがきわめて重要であることを発見した。一代替実施形態において上で開示されたたわみ温度の値はISO75‐1、0.45MPaの荷重での2013方法Bテストに従って計測される。発明者は、いくつかの応用においては1.82MPaの荷重で米国材料試験協会D648‐07に従って計測される81℃を超える、123℃を超える、153℃を超える、173℃を超える、188℃を超える、203℃を超える、237℃を超える、273℃を超える、287℃を超える、そしてさらに320℃を超える異なる実施形態でのたわみ温度を有する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。一代替実施形態において、有機的な相は、1.82MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、5.0MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、8.0MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、さらにまたは1.8MPaの荷重でISO75‐1:2013方法Aテストによるかのいずれかによって得られる40℃を超える、61℃を超える、76℃を超える、94℃を超える、102℃を超える、118℃を超える、137℃を超える、143℃を超える、そしてさらに168℃を超えるたわみ温度を有する。いくつかの応用において、発明者は120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃を超える、430℃を超える、そしてさらに505℃を超えるビカー軟化温度を有する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。たわみ温度とビカー軟化温度の検査条件は本文書の最後の部分で開示する。
いくつかの材料では、ある程度の要素または相は材料の有機的な部分の中で非常に少量で存在することがあり、いくつかの例ではその存在は意図しないもので、ゆえに関連しないが、別の例ではその存在は明確な機能性があり、ゆえにいくつかの特性に対し関連するが他の特性に対しては再び関連しない。いくつかの実施形態において、有機的な部分の中のそのような種類の量に関して、有機的な部分の相または要素の関連性を定義することが可能である。材料の有機的な部分の中の関連する要素または相は、異なる実施形態において材料の有機的な部分に関して重量で少なくとも0.06%、少なくとも0.6%、少なくとも1.2%、少なくとも2.6%、少なくとも6%、少なくとも11%、少なくとも21%、およびさらに36%である要素または相である。代替実施形態において上で開示された割合は材料の重量に関する重量割合をさす。一代替実施形態において上で開示された割合は体積による。
いくつかの実施形態において、上記のものはいくつかの要素の製造物であり、材料が成形された後に材料の有機的な部分は少なくとも部分的に保持され、また別の例として、材料の非有機的な部分の金属相を有するいくつかの製造された要素において、関連する相の中で最も低い融点の金属相が他の関連する金属相と比較してやや高い融点を有し、発明者はいくつかの応用において、0.46MPa[66psi]の荷重で米国材料試験協会D648‐07方法に従って計測される120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃を超える、430℃を超える、そしてさらに505℃を超える異なる実施形態でのたわみ温度(HDT)を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。たわみ温度を特定する検査条件は本文書の最後の部分で開示する。一代替実施形態において上で開示されたたわみ温度の値は0.45MPaの荷重でのISO75‐1:2013方法Bテストに従って計測される。発明者は、いくつかの応用においては1.82MPaの荷重で米国材料試験協会D648‐07に従って計測される81℃を超える、123℃を超える、153℃を超える、173℃を超える、188℃を超える、203℃を超える、237℃を超える、273℃を超える、287℃を超える、そしてさらに320℃を超える異なる実施形態でのたわみ温度を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。たわみ温度を特定する検査条件は本文書の最後の部分で開示する。代替実施形態において、1.82MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、5.0MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、8.0MPaの荷重で米国材料試験協会D648‐07の検査条件に従うか、さらにまたは1.8MPaの荷重でISO75‐1:2013方法Aテストによるかのいずれかによって得られる40℃を超える、61℃を超える、76℃を超える、94℃を超える、102℃を超える、118℃を超える、137℃を超える、143℃を超える、そしてさらに168℃を超えるたわみ温度を有する関連する要素を備える有機的な相が好ましい。発明者は、いくつかの応用で異なる実施形態において、ポリフェニレンスルホン(PPS)、芳香族ポリイミド(PI)、ポリエーテルスルホン(PES)、ポリエーテルイミド(PEI)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、エチレンプロピレンジエンモノマー(EPDM)、ポリスルホン(PSU)、ポリアクリルアミド(PAM)、ポリカーボネート(PC)、ポリエーテルエーテルケトン(PEEK)、ポリテトラフルオロエチレン(PTFE)、ポリイミド(PI)、ポリエチレンナフタレート(PEN)、ABS樹脂(ABS)、ポリメチルメタクリレート(PMMA)、ポリフェニレンスルファイド(PPS)、ポリエチレンテレフタラート(PET)、ポリブチレンテレフタレート(PBT)、ポリアミド(PA66、PA610、PA6、PA12)、ポリプロピレン(PP)、フェノールホルムアルデヒド樹脂(PF)、エポキシ樹脂(EP)、ポリウレタン(PUR)、ポリエステル樹脂(UP)、ポリメチルシロキサン(PDMS)、ポリベンゾイミダゾール(PBI)、ポリベンゾイミダゾール芳香族派生物、ポリヒドロキシ基を有するメタクリル酸、ポリ(ヒドロキシブチル)メタクリル酸である関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見し、発明者は、異なる実施形態において、環状ブチレンテレフタレート(CBT)およびさらにアニオン性ポリアミド(APA‐6)を備える有機的な相を選ぶことは有益であることを発見した。いくつかの応用では、とりわけ風車ブレードおよび他の大型の要素を製造する際に、熱硬化性重合体(エポキシ樹脂など)または粉末状の熱可塑性ポリマーなどのポリマー材料を使用することは有益である。大型の要素の製造において、発明者は、超音波、抵抗または誘導その他などによって接合できる熱可塑性ポリマーを使用する場合、本文書の開示に従って得られる成形された材料を使用するとき、驚くべきことに接合部分における金属相の間の連続接合も含む連続性へ到達できることを発見した。ポリヒドロキシエチルメタクリレート(PHEMA)、フタロニトリル、ベンゾキサジン、ビスマレイミド、シアン酸エステル、ポリエステルファイバーグラスシステム、成形コンパウンド、バルク成形コンパウンド、ポリウレタン、断熱材、マットレス、コーティング、接着剤、印刷ローラー、靴底、床材、合成繊維、ポリウレタンポリマー、加硫ゴム、ベークライト、電気絶縁体およびプラスチック製品に使用されるフェノールホルムアルデヒド樹脂、デュロプラスト、ベニヤ板、パーティクルボードおよび中質繊維板に使用される尿素ホルムアルデヒド材、メラミン樹脂、フタル酸ジアリル(DAP)、態様エポキシ樹脂、ポリイミド、ポリシアヌレート、型または型ランナー、およびさらにポリエステル樹脂などである。製造のために発明者はいくつかの応用においては120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃を超える、430℃を超える、そしてさらに505℃を超える異なる実施形態での劣化温度を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。劣化温度を特定する検査条件は本文書の最後の部分で開示する。代替実施形態において、劣化温度は選択的に重量で10%、20%、25%、45%、65%、およびさらに65%を超える質量損失に相当する米国材料試験協会E1131‐08の検査条件に従って得られた温度をさすことができる。発明者はいくつかの応用においては120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃を超える、430℃を超える、そしてさらに505℃を超える異なる実施形態での除去温度を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。除去温度を特定する検査条件は本文書の最後の部分で開示する。代替実施形態において、除去温度は選択的に米国材料試験協会E1131‐08の検査条件に従って、だが0.5℃/minの加熱/冷却速度で得られた温度をさすことができ、初期重量に関して異なる実施形態における残りの有機的な相の重量は49%未満、重量で34%未満、24%未満、14%未満、9%未満、4%未満、2%未満、およびさらに0.4%未満である。一代替実施形態において、上で開示された割合は体積によるもので、有機的な相における体積損失をさす。発明者は、いくつかの応用においては、異なる実施形態において材料の非有機的な部分にある関連する要素/相の間の最も低い融点を有する相または要素の融点(0.45*Tmで温度はセ氏である)の0.45倍を十分に超える、0.65*Tmを十分に超える、0.75*Tmを十分に超える、0.85*Tmを十分に超える、およびさらにTmを十分に超える(Tmは、平衡条件下で最初の液体が形成される絶対温度であり、本文書の残りの部分においては、他の指示がない限りまたは明確な場合、同様に平衡条件が適用される)たわみ温度を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。たわみ温度は0.46MPa[66psi]の荷重で米国材料試験協会D648‐07に従って計測される。発明者はいくつかの応用においては42℃を超える、86℃を超える、106℃を超える、128℃を超える、164℃を超える、192℃を超える、221℃を超える、260℃を超える、292℃を超える、そしてさらに320℃を超える異なる実施形態でのガラス転移点を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。発明者はいくつかの応用においては、異なる実施形態において165℃を超える、196℃を超える、218℃を超える、236℃を超える、254℃を超える、286℃を超える、319℃を超える、354℃を超える、386℃を超える、そしてさらに410℃を超える融点を有する熱可塑性ポリマーである関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。いくつかの応用において、発明者は120℃を超える、185℃を超える、230℃を超える、260℃を超える、282℃を超える、305℃を超える、355℃を超える、410℃を超える、430℃を超える、そしてさらに505℃を超えるビカー軟化温度を有する関連する要素を備える有機的な相を選ぶことがきわめて重要であることを発見した。ビカー軟化温度を特定する検査条件は本文書の最後の部分で開示する。いくつかの実施形態において発明者は相について前述したことは部分へも応用できることを発見した。材料中に備えることができる有機的な相/要素のより多くの実施形態は本文書において後に開示する。検査条件は本文書の最後の部分で開示する。
人は、製造したい要素、および同様にそのような要素の数と経済に関連する他の問題に応じて、プラスチックまたは高分子システムの所与のタイプに対し使用する成形技術の種類を決定するであろう、それはまた要素の形状、他の経済的な側面およびいくつかの他の条件にも関連し、および同様に彼が必要とする部品の機能性と寸法公差にも関連し、このシナリオにおいて彼にとって明らかなことは、一つまたはいくつかの可能な成形技術を持つことになることであり、彼にとってこれらが明らかな場合、一つまたはいくつかの可能な成形技術を持つことになり、この範囲の中で一つまたはいくつかの成形技術を持つことになり、いくつかの可能なポリマーを使うことができ、そこで彼が選択した成形技術を介して、そして理解する全ての他の条件とともに、形を与えるためにポリマーに対しどれが関連する温度であるかが分かるとき、ゆえに使用するべきであるおよびポリマーの劣化に関連する成形技術の種類が分かり、それによりどの温度が関連しているかを疑いなく知ることができ、それを決めたとき、本文書で説明されている手段で材料に求めるべき温度への関係の種類を本開示に従って知ることができる。
いくつかの実施形態において、材料の有機的な部分が過剰量でないことは非常に重要である。異なる実施形態において、有機的な部分は材料の重量に関して重量で68%以下、48%以下、態様38%以下、34%以下、28%以下、24%以下、18%以下、14%以下、およびさらに8%以下であるべきである。他の実施形態において、成形後の機能性を確保するために材料の有機的な部分は十分に存在すべきであり、のみならず特に成形された材料中に有機的な部分が高い割合で残される応用ではそうあるべきである。異なる実施形態において、材料の有機的な部分は材料の重量に関して重量で12%以上、16%以上、22%以上、26%以上、32%以上、42%以上、52%以上、62%以上、72%以上、82%以上、およびさらに92%以上であるべきである。代替実施形態において、関連するのは体積分率である。いくつかの実施形態において、材料の有機的な部分が過剰量でないことは非常に重要である。異なる実施形態において、有機的な部分は材料の体積に関して体積で68%以下、48%以下、38%以下、34%以下、28%以下、24%以下、18%以下、14%以下、8%以下であるべきである。異なる実施形態において、材料の有機的な部分は材料の体積に関して体積で12%以上、16%以上、22%以上、26%以上、32%以上、42%以上、52%以上、62%以上、72%以上、82%以上、およびさらに92%以上であるべきである。
材料の非有機的な部分は一つまたは複数の相および/または要素を備えてよく、いくつかの実施形態にあっても材料は非有機的な部分のみを備えてもよい。異なる実施形態において、材料の非有機的な部分は少なくとも一つの要素、少なくとも二つの要素、少なくとも一つの関連する要素、およびさらに少なくとも二つの関連する要素を備える。異なる実施形態において非有機的な部分は金属、金属合金、少なくとも一つの金属間相、任意のマグネシウム系合金など本文書で開示される合金、任意のマグネシウム‐リチウム合金、および/または任意のアルミニウム‐リチウム合金、および/または任意の低い融点のマグネシウム‐リチウム合金、および/または本文書で前に開示された任意の低い融点のアルミニウム‐リチウム合金、セラミック、粒子、硬い粒子、およびさらに強化繊維を備える。異なる実施形態において非有機的な部分の大部分は金属で、大部分は任意のマグネシウム系合金など本文書で開示される任意の合金、および/または任意のマグネシウム‐リチウム合金、および/または任意のアルミニウム‐リチウム合金、および/または任意の低い融点のマグネシウム‐リチウム合金、および/または本文書で前に開示された任意の低い融点のアルミニウム‐リチウム合金、およびさらに大部分はセラミックである。異なる実施形態において、材料の非有機的な部分は金属マトリックス複合材料、金属間化合物、およびさらに金属間化合物マトリックス複合材料である。本文書で開示されるマグネシウム系合金および/または低い融点のマグネシウム‐リチウム合金の任意の実施形態は、提供される任意の組み合わせの材料の非有機的な部分に言及する任意の実施形態との組み合わせが可能で、それらは互いに排他しない。
本文書において、他の指示がない限り「大部分」という言葉は記載された部分での主要な要素をさす(有機的な部分、非有機的な部分、金属の部分、セラミックの部分など、つまり、例えば、材料は90%の有機的な部分および10%の非有機的な部分からなることがあり、非有機的な部分が25%のセラミック、25%の金属間化合物、本文書で前に開示された任意のマグネシウム系合金および/または本文書で前に開示された任意の低い融点のマグネシウム‐リチウム合金などの本文書で開示された任意の合金の金属合金30%および、本文書で前に開示された任意のマグネシウム系合金および/または本文書で前に開示された低い融点のマグネシウム‐リチウム合金など本文書で開示された合金を大部分有する非有機的な部分を有する旨いくつかの実施形態において記載されうる材料などの他の金属要素20%を有しうることがあり、しかしながらそのような金属の総数が材料においてわずか3%しか達しなくても、非有機的な部分内では主要な要素である)。異なる実施形態において、記載された部分の主要な要素となるには不十分だが、体積で最小限で35%、最小限で46%、最小限で52%、最小限で62%、最小限で77%、最小限で86%、およびさらに最小限で96%示されていなくてはならない。一代替実施形態において、上で開示された割合は重量による。材料の非有機的な部分の間の関連する要素または相は、異なる実施形態において材料の非有機的な部分に関して重量で少なくとも0.06%、少なくとも0.6%、少なくとも1.2%、少なくとも2.6%、少なくとも6%、少なくとも11%、少なくとも21%、およびさらに36%である要素または相である。一代替実施形態において上で開示された割合は材料の重量に関する重量による割合をさす。一代替実施形態において上で開示された割合は体積による。
発明者は、いくつかの実施形態において材料の非有機的な部分が本文書で開示されたマグネシウム系合金の少なくとも一つ、一実施形態において本文書で開示されたマグネシウム‐リチウム合金の一つ、一実施形態において本文書で開示された任意のアルミニウム‐リチウム合金、一実施形態において本文書で開示された低い融点のアルミニウム‐リチウム合金、一実施形態において本文書で開示された低い融点のマグネシウム‐リチウム合金の少なくとも一つ、を備えることは有益であることを発見した。一実施形態においてマグネシウム系合金は微粒子状である。一実施形態において微粒子状は粉末状をさす。一実施形態において低い融点のリチウム‐マグネシウム合金は微粒子状である。一実施形態において微粒子状は粉末状をさす。一つの特定の態様において、発明者は材料の非有機的な部分が材料の非有機的な部分に少なくとも二つの異なるマグネシウム合金を備えることは有益であることを発見した。異なる実施形態において、少なくともマグネシウム合金の一つは重量で21%を超える、36%を超える、42%を超える、52%を超える、62%を超える、72%を超える、およびさらに81%を超えるリチウム含有量を有する。一代替実施形態において上で開示された割合は体積による。
いくつかの実施形態において、特に材料の非有機的な部分が低い融点の金属粉末を備える場合、発明者は材料の非有機的な部分の中の金属粉末の少なくとも一つにおいて融解温度と密度の間に何らかの関係が満たされるべきであることを発見した。異なる実施形態において、それらの金属粉末の(g/cm
3
)での密度(20℃および1気圧で)を乗じた金属粉末の融解温度(ケルヴィン目盛りで)は2790未満、2490未満、1900未満、1400未満、900未満、およびさらに400未満[K*(g/cm
3
)において]である。検査条件は本文書の最後の部分で開示する。
他の異なる合金もまた材料の非有機的な部分に用いられることができる。発明者は、いくつかの実施形態において材料の非有機的な部分がPCT/EP2016/076895にて開示された任意の合金を備えることは有益であることを発見し、その文献は本文書において言及することにより組み込まれている。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたアルミニウム系合金の一つを備える。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたアルミニウム系合金の一つを備えるが、本応用においてはマグネシウム系合金に対する%Li含有量が記載されている。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたアルミニウム系合金の一つおよび本文書で開示された低い融点のマグネシウム‐リチウム合金の少なくとも一つを備える。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたアルミニウム系合金の一つだがマグネシウム系合金に対し本応用で開示された%Li含有量を有するもの、および本文書で開示された少なくとも低い融点のマグネシウム‐リチウム合金を備える。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたチタン系合金の一つを備える。一実施形態において材料の非有機的な部分はPCT/EP2016/076895のチタン系合金の一つを備えるが、本応用においてはマグネシウム系合金に対する%Li含有量が開示されている。一実施形態において、材料の非有機的な部分はPCT/EP2016/076895で開示されたチタン系合金のひとつおよび本文書で開示された低い融点のマグネシウム‐リチウム合金の少なくとも一つを備える。一実施形態において材料の非有機的な部分はPCT/EP2016/076895で開示されたチタン系合金の一つだがマグネシウム系合金に対し本文書で開示された%Li含有量を有するもの、および本文書に記載された少なくとも一つの低い融点のマグネシウム‐リチウム合金を備える。一実施形態において、材料の非有機的な部分は低い融点の合金として、PCT/EP2016/076895で開示された、高い%Li含有量および本文書で開示された低い融点のマグネシウム‐リチウム合金の融解温度を有するチタン系合金の一つを備える。非常に驚くべきことに、いくつかの実施形態において、低い融点の合金としてチタン‐リチウム合金を使用する場合、成形の間に応用される冷間等方圧加圧(CIP)、温間等方圧加圧(WIP)または同等のプロセスにおいてやや高い圧力(本文書に記載されているレベルで)が後で使用される限りは、低い%Li含有量すら使用することができることが発見されている。
一実施形態において材料の非有機的な部分は相互の融解温度の間の差が十分に大きい少なくとも二つの異なる金属合金を備える。相互の融解温度の間の十分に大きい差とは、異なる実施形態において20℃以上、55℃以上、82℃以上、105℃以上、155℃以上、205℃以上、255℃以上、310℃以上、410℃以上、610℃以上、820℃以上、さらに1050℃以上である。一実施形態において、前に本文書で開示された任意のマグネシウム系合金および/または任意の低い融点のマグネシウム‐リチウム合金は、非有機的な部分の異なる金属合金の中で最も高い融点を有する。一実施形態において、相互の融解温度の間の差が十分に大きい二つの異なる金属合金は本文書で開示された合金である。一実施形態において、PCT/EP2016/076895で開示された任意の合金などの金属合金は非有機的な部分の異なる金属合金の中で最も高い融点を有する。一実施形態において、PCT/EP2016/076895で開示された任意の合金などの金属合金は非有機的な部分の異なる金属合金の中で最も低い融点を有する。一実施形態において、相互の融解温度の間の差が十分に大きい二つの異なる金属合金はPCT/EP2016/076895で開示された合金である。一実施形態において、両方の合金は粒子状である。一実施形態において、相互の融解温度の間の差が十分に大きい二つの異なる金属合金は粉末状である。一実施形態において、より高い融点を有する合金はより低い融点を有する合金よりも大きいD50を有する。異なる実施形態において、相互の融解温度の間の差が十分に大きい二つの異なる金属合金の間のD50における差は5倍以上、6倍以上、7倍以上、8倍以上、およびさらに11倍以上である。検査条件は本文書の最後の部分で開示する。
発明者は、いくつかの応用において特に粉末がマグネシウム‐リチウム合金および/またはアルミニウム‐リチウム合金の場合、材料の非有機的な部分にある少なくとも一つの粉末がベータ相を備えることを発見し、これにより成形において投入される時間を驚くほど削減しつつ材料を成形することが容易になった。一実施形態において材料の非有機的な部分は少なくともベータ相の部分を有するマグネシウムおよび/またはリチウムを備える少なくとも一つの金属粉末を備え、異なる実施形態において材料の非有機的な部分はベータ相体積で少なくとも22%、少なくとも42%、少なくとも52%、少なくとも62%、およびさらに全ての存在するベータ相を有するリチウムを備える金属粉末を備える。一実施形態において体積は金属粉末などの体積に関する。異なる実施形態において材料の非有機的な部分は体積で少なくとも22%のベータ相、少なくとも52%、少なくとも52%、少なくとも62%、およびさらに全ての存在するベータ相を有するマグネシウムを備える金属粉末を備える。一実施形態において体積は金属粉末などの体積に関する。材料の非有機的な部分にある全ての金属粒子を考慮すると、異なる実施形態において全ての金属粒子からそのような粒子の体積で少なくとも42%ベータ相を含み、少なくとも52%、少なくとも62%、少なくとも72%、およびさらに全ての粒子はベータ相を含む。異なる実施形態において金属粒子は体積で少なくとも0.6%、少なくとも2.2%、少なくとも6%、少なくとも11%、およびさらに少なくとも21%ベータ相を備える。いくつかの実施形態に対するこの態様において、材料がソソロイド(sosoloid)でないことが非常に重要であり、なぜならば成形が確認されてしまう前にプロセス中に混合し、大幅に成形性が減少するからである。異なる実施形態において、前に開示されたことは体積で金属粒子の35%より多く、52%より多く、およびさらに62%より多くが低いリチウム含有量を有する場合にさえ起こり、リチウムを含む合金がマグネシウム系合金である場合、低いリチウム含有量は異なる実施形態において、そのような粒子の重量に関して重量で19%未満、14%未満、9%未満、6%未満、およびさらに3%未満をさす。リチウムを備えるアルミニウム系合金の場合、一実施形態において前に開示されたことは体積で金属粒子の35%より多く、52%より多く、およびさらに62%より多くが低いリチウム含有量を有する場合にさえ起こり、低いリチウム含有量は異なる実施形態において、そのような粒子の重量に関して重量で49%未満、39%未満、19%未満、14%未満、8%未満、およびさらに3%未満をさす。
いくつかの応用において、異なる実施形態における材料の非有機的な部分が、重量で16%を超える、18%を超える、32%を超える、38%を超える、46%を超える、54%を超える、67%を超える%Liを合金の重量に関して有する異なる実施形態における合金を備える場合、粉末はより成形しやすい。合金はさらに%As、%Sc、%Y、%La、%Th、%Ce、%Caから選択される元素の少なくとも重量で0.12%を備えてもよい。異なる実施形態において、合金は重量で0.28%を超える、0.56%を超える、0.78%を超える%Gd+%Nd+%Sm+%Y+%Pr+%Sc+%Pm+%Eu+%Tb+%Dy+%Ho+%Er+%Tm+%Yb+%Lu+%Thを合金の重量に関してさらに備えてもよい。一実施形態において、合金は、異なる実施形態において合金の重量に関して重量で少なくとも0.52%、少なくとも1.1%、少なくとも1.64%、およびさらに少なくとも2.18%の総含有量を有する%Ca、%Y、%Al、%Be、%Sc、%Zr、%Hf、%Ti、%La、%Ce、%Asおよび/または%Yから選択される少なくとも二つの元素をさらに備えてもよい。異なる実施形態において合金は重量で少なくとも12%、少なくとも16%、少なくとも22%、少なくとも26%、およびさらに少なくとも62%の%Mgを合金の重量に関してさらに備えてもよい。いくつかの実施形態においてこの合金は材料の非有機的な部分の中で関連する要素である。
いくつかの応用において、異なる実施形態における材料の非有機的な部分が、重量で12%を超える%Mgおよび重量で18%未満のリチウムを有する粉末混合を備える場合、粉末はより成形しやすい。その上、粉末混合は、異なる実施形態において粉末混合の重量で少なくとも0.12%、0.28%、1.12%およびさらに2.2%である%As、%Sc、%Y、%La、%Th、%Ceおよび/または%Caから選択される一つの元素をさらに備えてもよい。一実施形態において、これらの元素のうちの少なくとも二つは粉末混合の中に備えられている。一実施形態において、粉末混合は重量で0.16%を超える、0.38%を超える、0.61%を超える、およびさらに1.1%を超える%Gd+%Nd+%Sm+%Y+%Pr+%Sc+%Pm+%Eu+%Tb+%Dy+%Ho+%Er+%Tm+%Yb+%Lu+%Thを異なる実施形態において粉末混合の重量に関してさらに備える。いくつかの実施形態においてこの粉末混合は材料の非有機的な部分の中で関連する要素である。
いくつかの応用において、材料の非有機的な部分が、そのような合金の重量に関して重量で32%を超える、39%を超える、49%を超える、56%を超える、およびさらに71%を超える%Liを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすい。他の応用において、金属相は重量で少なくとも12%、少なくとも16%、およびさらに少なくとも24%の%Mgを異なる実施形態においてさらに備え、一実施形態において金属相は総重量で%Ca、%Al、%Be、%Sc、%Zr、%Hf、%Ti、%La、%Ce、%Asおよび/または%Yから選択される少なくとも二つの元素をさらに備える。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の重量に関して重量で少なくとも12%、少なくとも16%、少なくとも22%、少なくとも26%、少なくとも27%、少なくとも32%、およびさらに少なくとも62%の%Mgを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすい。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の重量に関して重量で少なくとも1.6%、少なくとも2.8%、少なくとも3.6%、少なくとも4.2%、少なくとも6.3%、少なくとも18.6%、およびさらに少なくとも32.1%の%Alを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすい。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、重量で少なくとも32%の%Liを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすく、材料の非有機的な部分において存在する全ての金属相がまとめて合計される場合は全ての金属相の重量に関して%Liは重量で18%未満であり%Mgは重量で12%を超える。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の重量に関して重量で少なくとも6%、少なくとも8%、少なくとも12%、およびさらに少なくとも16%の%Gaを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすい。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の重量に関して重量で少なくとも12%、少なくとも16%、少なくとも19%、およびさらに少なくとも23%の%Ga+%Biを有する金属相を異なる実施形態において備える場合、粉末はより成形しやすい。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の重量に関して%Ga+%Bi+%Rb+%Cd+%Cs+%Sn+%Pb+%Zn+%Inの合計が、異なる実施形態において重量で少なくとも12%、少なくとも16%、少なくとも19%、およびさらに少なくとも23%である金属相を備える場合、粉末はより成形しやすい。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
いくつかの応用において、材料の非有機的な部分が、そのような金属相の総重量に関して%Liが重量で18%未満、16%未満、12%未満である金属相の混合を異なる実施形態において備える場合、粉末の性能は改善される。異なる実施形態において、金属相の混合はそのような金属相の総重量に関して重量で12%を超える、16%を超える、24%を超える、およびさらに31%を超える%Mgをさらに備える。異なる実施形態において、金属相の混合はそのような金属相の総重量に関して重量で少なくとも1.2%、少なくとも1.6%、少なくとも2.1%、およびさらに少なくとも3.6%の%Caをさらに備える。いくつかの実施形態においてこの金属相は材料の非有機的な部分の中で関連する相である。
発明者は、いくつかの応用において、材料の非有機的な部分が低い融点を有する微粒子状の少なくとも一つのマグネシウム‐リチウム合金を備えることが好ましいことを発見した。いくつかの応用に対して、低い融点のマグネシウム‐リチウム合金の少なくとも一つが、異なる実施形態において390℃未満、340℃未満、290℃未満、240℃未満、およびさらに190℃未満の融解温度を有する微粒子状であることが本文書で開示されている。異なる実施形態において、材料の非有機的な部分は645℃以下、580℃以下、495℃以下、445℃以下、395℃以下、345℃以下、285℃以下、245℃以下、195℃以下、145℃以下、およびさらに95℃以下の融解温度を有する関連する要素を備える。検査条件は本文書の最後の部分で開示する。
いくつかの実施形態において、材料の中に非常に高い非有機的な部分を持つことは有益である。いくつかの実施形態に対して、このことは、有機的な相が成形された材料内で大いに、大部分、または完全に除去される場合、しばしばあてはまる。有機的な相が大部分または完全に保持される場合には、いくつかの実施形態においては非有機的な部分の含有がやや低い方が望ましく、いくつかの実施形態においては非有機的な部分の含有がやや高い方が有益である。異なる実施形態において、材料の非有機的な部分の充填物に備えられた粉末混合は、52%以上、62%以上、67%以上、72%以上、76%以上、82%以上、86%以上、およびさらに92%以上の相対密度を有するべきである。相対密度はパーセントで表されたタップ密度と容積密度の比率として定義され(相対密度=[タップ密度/理論密度]*100)、タップ密度は米国材料試験協会B527‐15に従って計測され、理論密度は米国材料試験協会B962‐08に従って計測される。
一実施形態において、材料の非有機的な部分の充填物に備えられた粉末混合は、52%以上、62%以上、67%以上、72%以上、76%以上、82%以上、86%以上、およびさらに92%以上の見掛け比重を有するべきである。見掛け比重はパーセントで表された見掛け密度と容積密度の比率として定義され(見掛け比重=[見掛け密度/理論密度]*100)、見掛け密度(20℃および1気圧で)は米国材料試験協会B329-06に従って計測され、理論密度(20℃および1気圧で)は米国材料試験協会B962‐08に従って計測される。
いくつかの実施形態において、問題となるのは体積によるパーセントである(材料の体積に関して非有機的な部分の体積によるパーセント)。異なる実施形態において、材料の非有機的な部分の充填物は体積で52%以上、62%以上、67%以上、72%以上、76%以上、82%以上、86%以上、92%以上であるべきである。一実施形態において、上で開示されたパーセントは重量によるものであり、材料の重量に関する非有機的な部分の重量によるパーセントをさす。
一実施形態において材料の非有機的な部分は粉末状の金属を備え、一実施形態においては粉末混合を備える(本文書において粉末混合は、米国材料試験協会B243‐16aに従い、異なる化学成分、粒子サイズ分布、粒子の成形またはこれらの特性の組み合わせの二つ以上の粉末の混合によって作られた粉末をさす)。本文書では、粉末について述べる場合、D3は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の3%の粒子サイズをさし、D5は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の5%の粒子サイズをさし、D10は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の10%の粒子サイズをさし、D50は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の50%の粒子サイズをさし、D85は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の85%の粒子サイズをさし、D90は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の90%の粒子サイズをさし、D95は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の95%の粒子サイズをさし、D97は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の97%の粒子サイズをさし、D98は粒子サイズの累積分布でのより小さい粒子からなるサンプルの体積の98%の粒子サイズをさす。値D3、D5、D10、D50、D95、D97、およびD98はISO13320‐2009に従いレーザー回折によって得られる。代替実施形態において上で開示されたパーセントは質量によるものであり、D3m、D5m、D10m、D50m、D85m、D95m、D97m、およびD98mと記される。本文書において金属粉末の粒子サイズは、他の表明がない場合D50をさす。いくつかの応用に対しては、微粉が好ましい。異なる実施形態において、粉末は78マイクロメートル以下、48マイクロメートル以下、28マイクロメートル以下、18マイクロメートル以下、8マイクロメートル以下のD50を有するべきである。いくつかの応用に対しては、やや粗い粉末が許容可能である、または有利である。異なる実施形態において、粉末は1900マイクロメートル以下、800マイクロメートル以下、780マイクロメートル以下、380マイクロメートル以下、210マイクロメートル以下、200マイクロメートル以下、190マイクロメートル以下、180マイクロメートル以下、120マイクロメートル以下、90マイクロメートル以下、およびさらに45マイクロメートル以下のD50を有するべきである。いくつかの応用においては、微粉は不利ですらある。異なる実施形態において、粉末は2マイクロメートル以上、6マイクロメートル以上、8マイクロメートル以上、12マイクロメートル以上、22マイクロメートル以上、42マイクロメートル以上、72マイクロメートル以上、122マイクロメートル以上、222マイクロメートル以上、312マイクロメートル以上のD50を有するべきである。異なる実施形態において、本段落で述べたことが適用されるが、D50はD90、D95、D97、D98、D10、D5およびさらにD3に取って代わられる。一つ以上の粉末を混合して粉末混合を作るとき、いくつかの実施形態において粉末混合の粒子サイズに対して参照が作られる(本文書において一つ以上の粉末が混合されるとき、粒子サイズはただ一つの粉末として見なされるそのような粉末の均一混合物の粒子サイズをさす)。一実施形態において、D3、D5、D10、D50、D90、D95、D97、またはD98への任意の上記の参照は粉末混合のサイズへさらに適用することができる。さらに一層驚くべきことに、いくつかの場合では小さい粒子と大きい粒子の混合を有することは有益であり、共に用いられる粒子全ての全体のD98が十分に大きいことを確認することで十分である。異なる実施形態において、210マイクロメートル以上、310マイクロメートル以上、410マイクロメートル以上、510マイクロメートル以上、610マイクロメートル以上、810マイクロメートル以上、1010マイクロメートル以上である。異なる実施形態において、D98に対して述べられたことはD95へ、D85へ、およびさらにD50へ適用されるべきである。一つ以上の粉末を混合して粉末混合を作るとき、いくつかの実施形態において上で開示された粒子サイズの値D5、D10、D50、D90、D95、D97またはD98は粉末混合のサイズをさす。代替実施形態において上で開示されたD5、D10、D50、D90、D95、D97およびD98の値はそれぞれD5m、D10m、D50m、D95m、D97m、およびD98mによって置き換えられることができる。
本文書において、高い充填率が望ましい場合、非有機的な部分または粉末の特別な混合が行われる。これは、有機的な部分すら存在する充填物の意外なほどの高い値に対し驚くほど機能する。一実施形態においては、二つ以上のモードを有する粉末混合が好ましく、一実施形態においては三つ以上のモードを有する粉末混合が好ましく、一実施形態においては四つ以上のモードを有する粉末混合が好ましい。モードは最大頻度で起こるサイズ値をさす。粉末混合においてモードは、各々の独自のモードを有する粉末の混合によって作られる均一のテストサンプルの中で最大頻度で起こるサイズ値と定義される。二つのモードの混合の場合、最も粗い分率は異なる実施形態において体積で60%と85%の間、65%と78%の間、70%と75%の間、およびさらに71.5%と73%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において、最も粗い分率は最大限のD90を有する粉末分率をさし、一実施形態においては最も高いD90/D50比率を有する粉末分率をさす。三つのモードの混合の場合、最も粗い分率は異なる実施形態において体積で50%と80%の間、55%と72%の間、60%と68%の間、およびさらに63.5%と66%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において、最も粗い分率は最大限のD90を有する粉末分率をさし、一代替実施形態においては最も高いD90/D50比率を有する粉末分率をさし、最も微細な分率は異なる実施形態において体積で2%と25%の間、5%と20%の間、7%と15%の間、およびさらに10%と12%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において、最も微細な分率は最小限のD50を有する粉末分率をさし、一代替実施形態においては最も低いD50/D10比率を有する粉末分率をさす。四つのモードの混合の場合、最も粗い分率は異なる実施形態において体積で45%と75%の間、50%と70%の間、60%と68%の間、およびさらに58.5%と63%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において、最も粗い分率は最大限のD90を有する粉末分率をさし、一代替実施形態においては最も高いD90/D50比率を有する粉末分率をさし、二番目に微細な分率は異なる実施形態において体積で2%と25%の間、5%と20%の間、6%と14%の間、およびさらに9%と11%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において二番目に微細な分率は二番目に小さいD50を有する粉末分率をさし、一代替実施形態においては二番目に低いD50/D10比率を有する粉末分率をさし、最も微細な分率は異なる実施形態において体積で12%と0.5%の間、9%と3%の間、7%と5%の間、6.5%と5.5%の間の体積分率(非有機的な部分のみを考慮して)を有する。一実施形態において、最も微細な分率は最小限のD50を有する粉末分率をさし、一代替実施形態においては最も低いD50/D10比率を有する粉末分率をさす。一実施形態において、発明者は分率のD10および直近のより小さい分率のD90の間にてある程度の関係は配慮されるべきであることを発見した。一実施形態において、発明者は分率のD5および直近のより小さい分率のD95の間にてある程度の関係は配慮されるべきであることを発見した。一実施形態において、発明者は分率のD3および直近のより小さい分率のD97の間にてある程度の関係は配慮されるべきであることを発見した。異なる実施形態において、関係は7.1倍以上、8.1倍以上、9.1倍以上、10.6倍以上でなければならない。各々の分率の分布の狭さに関して言えば、発明者はパラメータND=(D90‐D10)/D50の制御を使用するのが良い制御方法であることを発見した。異なる実施形態においてNDは0.8より小さく、0.58より小さく、0.4より小さく、0.18より小さく、0.08より小さく、およびさらに0.038より小さくあるべきである。一実施形態において、NDの定義内でD90はD97によって置き換えられ、D10はD3によって置き換えられる。非常に驚くべき観察結果は、最も小さいサイズを有する分率が狭い通常の分布ではなく通常の分布のカットテール(cut tail)であるために目的のD50を中心とせず、望ましいD50よりもちょうど小さい場合に、達成可能な相対密度が高くなるということである(例として、分率1:600+/‐25マイクロメートルおよび分率2:<45マイクロメートルの混合は、分率1:600+/‐25マイクロメートルおよび分率2:45+/‐5マイクロメートルの混合よりも高い相対密度に到達することができる)。従って、このような場合において、NDの制御が最も微細な分率以外の全ての分率に対して実行され、D97の基準が適用されるがNDの基準は適用されず、むしろNDS=(D97‐D50)/(D50‐D3)が適用される。異なる実施形態において、NDSは0.9より小さく、0.8より小さく、0.68より小さく、およびさらに0.49より小さくあるべきである。ここで説明されたことは、高い相対密度が有利となる本文書における微粒子状の粉末または材料の全ての混合へ拡大される。驚くべきことに、いくつかの材料に対して、最も微細な分率が非常に微細な粒子を有する場合、充填物の密度は急に減少する。従っていくつかの応用に対して、最も微細な分率は最も微細な粒子サイズを制限するべきである。異なる実施形態において、最も微細な分率のD5は0.6マイクロメートルを超える、1.2マイクロメートルを超える、3.2マイクロメートルを超える、5.3マイクロメートルを超える、8.1マイクロメートルを超える、11マイクロメートルを超える、16マイクロメートルを超える、およびさらに21マイクロメートルを超えるべきである。異なる実施形態において、上の文のD5はD10に、他の実施形態においてはD3に取って代わられるべきである。一実施形態において、最も微細な分率は最小限のD50を有する粉末分率をさし、一代替実施形態においては最も低いD50/D10比率を有する粉末分率をさす。一つ以上の粉末を混合して粉末混合を作るとき、いくつかの実施形態において上で開示された粒子サイズの値ND、NDS、D3、D5、D10、D50、D95およびD97は粉末混合のサイズをさす。代替実施形態において上で開示されたD3、D5、D10、D50、D95およびD97の値はそれぞれD3m、D5m、D10m、D50m、D95m、およびD97mによって置き換えられることができる。いくつかの応用において、粉末はきわめて球状で、粒子サイズ分布はきわめて狭くあるべきである。粉末の真球度は、粒子として同じ体積を有する球体の表面積と粒子の表面積の間の比率として定義される無次元パラメータである。真球度は動画像解析により特定される。異なる実施形態において、粉末は0.53より大きい、0.76より大きい、0.86より大きい、およびさらに0.92より大きい真球度を有することが望ましい。金属微粒子の高い圧縮が望まれる場合、異なる実施形態において0.92より大きい、0.94より大きい、0.98より大きい、およびさらに1である高い真球度の金属粉末がしばしば望ましい。真球度について言及すると、いくつかの応用に対して、最も球状の粒子の平均真球度に関して粉末の大多数だけに対して評価されることができ、異なる実施形態において、用いられる粉末の体積の60%以上、78%以上、83%以上、およびさらに96%以上は計算する平均と見なされるべきである。一実施形態において、金属粉末は球状である。一実施形態において、本段落の粒子サイズの値(D3、D5、D10、D50、D85、D90、D95、D97、D98、NDまたはNDS)のいずれかを有する球状の粉末が上で開示されている。いくつかの実施形態において上で開示された値は真球度および粉末混合の粒子サイズをさす。いくつかの応用に対して、易焼結性を妨げることやその他の理由により過度の真球度は不利である。異なる実施形態において、0.94未満、0.88%未満、0.68%未満、およびさらに0.48%未満の好ましい真球度は有利になりうる。一実施形態において粒子は不揃いである。一実施形態において、金属粉末は不揃いである(不揃いという言葉は角、鋭い端および角のある突起を有する任意の粒子を意味する)。一実施形態において粉末は、本段落で上で開示された粒子サイズ値のいずれか(D3、D5、D10、D50、D85、D90、D95、D97、D98、NDまたはNDS)を有し不揃いである。いくつかの実施形態において上で開示された値は不揃いな形の粉末混合のサイズをさす。
いくつかの実施形態において、粒子サイズと同じくらい重要でも、制御されるべきは粉末の冷却速度であるべきだということが発見された。異なる実施形態において、製造中の粉末の冷却速度は11K/s以上、110K/s以上、1100K/s以上、11000K/s以上、110000K/s以上、1100000K/s以上に設定されるべきである。
本文書において、有機的な部分および微粒子状の非有機的な部分を備えるいくつかの実施形態があり、いくつかの実施形態において構成要素のうちの一つの分率に関連して特別な注意が払われなくてはならない。大部分の実施形態において、体積分率が使われるが、いくつかの実施形態においては重量分率が使われる。重量分率への参照がつくられるこれらの実施形態に対して、同じ制限が適用されても表される分率は体積分率として解釈されるべき並行する実施形態が自動的に存在する。このことは、制限が適用される微粒子材料または粉末の密度が、全体と考えられた場合に有機的な部分の密度より1.4倍以上、2.2倍以上、3.2倍以上、5.2倍以上、およびさらに6.4倍以上高くなる異なる実施形態に対して特にあてはまる。
軽量構造から利益を得るいくつかの応用がある。輸送車両または機械の動く部分などの、ある種の移動のようなもので損なわれる構造要素または部分がよく知られている。さらに、固定の構造要素もまた軽量構造から利益を得ることができる。軽量構造から利益を得る多くの要素の中で、性能仕様のリストは非常に多様である。ほとんどの要素は、適用された荷重のもとで故障しないための要件を共有しているが、それらの荷重の非常に多様な特質を考えると、故障しないという概念は、かさばらない、ひずみの制限、亀裂しないなど、異なる要素に対し非常に異なることがあり、これらは最も低い起こり得る関連した重量と一緒にされる。このおおよそ共有された要件以外に、全ての応用は多くの追加の要件または仕様のリストを有する。いくつかは特定の電気的または磁気的な動作を要求し、他は熱輸送、温度要件(高いまたは低い)、温度分布の要件などに関するいくつかの温度要件を有し、多くは粗さや色などの外観に関する要件を有し、そのリストは長くなり続ける。発明者は、本文書に記載されているような一定の規則および制約を観察すると、要素を成形した軽量構造に対する本文書に記載された利点を得ることができることを発見した。本文書に記載された規則および制約は、特定の応用のために特定の要素を製造するために発明を使用する設計者からある程度の自由を奪うが、設計者/発明の使用者に対しある程度の自由は残り、所与の応用に対する残りの要件を最良の妥協で提供する。材料の有機的な部分、材料の非有機的な部分、製造方法などの特定の選択におけるいくつかの柔軟性を通じて他の関連する要件を提供するある程度の自由が提供されるが、関連した利益を得るために常に本文書のガイドライン内で提供される。
いくつかの実施形態は以下の通りである。
一実施形態において、材料の非有機的な部分は、本文書で前に開示された任意のマグネシウム系合金および/または重量で32%を超える粉末状の%Liと800マイクロメートル以下のD50を有する本文書で前に開示された低い融点の任意のマグネシウム‐リチウム合金などの、本文書で開示された合金を備える。
一実施形態において、材料の非有機的な部分は、本文書で前に開示された任意のマグネシウム系合金および/または低い融点のマグネシウム‐リチウム合金の重量に関して重量で32%を超える%Liを有し、%Mgは不在ではなく、120マイクロメートル以下のD50を有する本文書で前に開示された低い融点の任意のマグネシウム‐リチウム合金などの、本文書で開示された合金を備える。
一実施形態において、材料の非有機的な部分は、合金の重量に関して重量で少なくとも32%の%Liを有する合金を備える800マイクロメートル以下のD50を有する粉末混合を備え、粉末混合は粉末混合の重量に関して重量で18%未満の%Liおよび重量で12%を超える%Mgを有する。
一実施形態において、材料の非有機的な部分は、合金の重量に関して重量で少なくとも32%の%Liを有する合金を備える800マイクロメートル以下のD50を有する粉末混合を備え、粉末混合は粉末混合の重量に関して重量で18%未満の%Liおよび重量で12%を超える%Mgを有し、粉末混合の中で別の粉末タイプのD50より少なくとも3倍大きいD50を有する一つの粉末タイプが粉末混合内に存在する。
成形の間にしばしば用いられる緻密化機構に起因して、発明者はいくつかの応用に対して硬い粒子または強化繊維を備える材料を使用して特定のトライボロジー動作を与えることおよび/または機械的特性を増加させることは有益であることを発見した。この意味において、いくつかの応用は硬い粒子または強化繊維を備える材料の使用から利益を得、材料の体積に関して硬い粒子の体積は異なる実施形態において体積で2%以上、5.5%以上、11%以上およびさらに22%以上である。これらの硬い粒子は必ずしも別々に取り入れられるのではなく、別の段階で組み込まれるまたはプロセスの間に合成されることもある。通常の硬い粒子は高い硬度のものである。異なる実施形態において、使用される硬い粒子はダイアモンド、立方晶窒化ホウ素(cBN)、酸化物(アルミニウム、ジルコニウム、鉄など)、窒化物(チタン、バナジウム、クロム、モリブデンなど)、炭化物(チタン、バナジウム、タングステン、鉄など)、ホウ化物(チタン、バナジウムなど)、それらの混合であり、通常では任意の粒子は異なる実施形態において11GPa以上、21GPa以上、26GPa以上、およびさらに36GPa以上の硬度を有する。発明者は、材料の中にウィスカー(wiskers)および他のセラミック繊維を使用することもまた本文書で開示される成形された材料のいくつかの応用に対して有益となりうることを発見した。いくつかの応用に対し、一実施形態において繊維の代わりに、再生された刻んだ炭素繊維強化プラスチック(通常ポリウレタンマトリックスで)もまた有利に使用されうる。
粉末を備えるいくつかの実施形態において、発明者は粉末のいくつかは酸素にさらされたかどうかで非常に違った動作をすることを発見した。いくつかの実施形態において、違いを生じるものは別の気体である。一実施形態において、粉末は酸化性雰囲気にさらされる。一実施形態において、有機的な部分はまた、粉末表面が空気と直接接触することを防ぐ機能性も有する。一実施形態において、有機的な部分はまた、粉末表面が酸素と直接接触することを防ぐ機能性も有する。一実施形態において、加熱すると、有機的な部分は組み込まれた粉末表面の少なくとも一つと少なくとも部分的に反応する気体を遊離させる。一実施形態において、脱バインダ中に、有機的な部分は組み込まれた粉末表面の少なくとも一つと少なくとも部分的に反応する。一実施形態において、分解すると、有機的な部分は組み込まれた粉末表面の少なくとも一つを少なくとも部分的に減らす気体を遊離させる。一実施形態において、粉末種の少なくとも一つは有機的な部分との混合の前に表面を変形させられる。一実施形態において、粉末種の少なくとも一つは有機的な部分との混合の前に減少させられる。一実施形態において、保護用または保護された雰囲気は、主な要素として希ガスまたはその混合を有する。一実施形態において、保護用または保護された雰囲気は、主な要素として窒素を有する。一実施形態において、保護用または保護された雰囲気は、主な要素として気体状の炭化水素を有する。一実施形態において、保護用または保護された雰囲気は、主な要素として二酸化炭素を有する。一実施形態において、保護用または保護された雰囲気は、主な要素として炭素橋のある気体を有する。一実施形態において、保護用または保護された雰囲気は、主な要素として水素を有する。一実施形態において、保護用または保護された雰囲気は、主な要素としてハロゲンを含む気体を有する。異なる実施形態において、ハロゲンはフッ素、塩素、臭素を備え、一実施形態においてハロゲンを含む気体はFS6である。一実施形態において、保護用または保護された雰囲気は、主な要素として硫黄を含む気体を有し、一実施形態において、リンを含む気体を有する。異なる実施形態において、保護用または保護された雰囲気は、窒素、気体状の炭化水素、二酸化炭素、炭素橋のある気体、水素、ハロゲンを含む気体を備える。異なる実施形態において、ハロゲンはフッ素、塩素、臭素を備える。一実施形態において、ハロゲンを含む気体はFS6である。異なる実施形態において、保護用または保護された雰囲気は、硫黄、リンを含む気体を備える。異なる実施形態において、還元性雰囲気は、主な要素として窒素、気体状の炭化水素、二酸化炭素、炭素橋のある気体、水素、ハロゲンを含む気体を備える。異なる実施形態において、ハロゲンはフッ素、塩素、臭素を備える。一実施形態において、ハロゲンを含む気体はFS6である。異なる実施形態において、還元性雰囲気は、主な要素として硫黄を含む気体、リンを含む気体、窒素、気体状の炭化水素、二酸化炭素、炭素橋のある気体、水素を有し、一実施形態においてハロゲンを含む気体を備える。異なる実施形態において、ハロゲンはフッ素、塩素、臭素を備え、一実施形態においてハロゲンを含む気体はFS6である。一実施形態において、還元性雰囲気は硫黄を含む気体を備え、一実施形態においてリンを含む気体を備える。主な要素は、いくつかの実施形態において気体の総体積に関して体積で少なくとも6%以上、11%以上、16%以上、22%以上、26%以上、およびさらに36%以上である要素をさす。代替実施形態において、上で開示された割合は重量による。
材料中に備えることができる非有機的な相/要素のより多くの実施形態は本文書において後に開示する。
本応用において記載された材料のいくつかは、技術水準において知られていない発明者の最良の知識へのものであり、従ってそれ自身新しいものである。これらは異なる実施形態の組み合わせの結果である。いくつかの例を挙げる。
材料は有機的な部分および非有機的な部分を有し、有機的な部分は、少なくとも185℃の0.46MPa[66psi]の荷重で米国材料試験協会D648‐07に従って計測されるたわみ温度を有する関連する要素を有し、非有機的な部分は、金属相の重量に関して重量で少なくとも16%の%Liを有する金属相および同様に、金属相の重量に関して重量で少なくとも12%の%Mgを有する金属相を備える。
非有機的な部分を有する材料は少なくとも重量で32%の%Liを有する金属相を備え、全ての存在する金属相(金属間相も含む)が一緒に追加される場合、%Liは金属相の総重量に関して重量で18%未満であり、%Mgは金属相の総重量に関して重量で12%を超え、および%Caは金属相の総重量に関して重量で1.2%を超える。
材料は有機的な部分および非有機的な部分を有し、有機的な部分は、少なくとも185℃の0.46MPa[66psi]の荷重で米国材料試験協会D648‐07に従って計測されるたわみ温度を有する関連する要素を有し、非有機的な部分は800マイクロメートル以下のD50を有する粉末混合を備える。
材料は有機的な部分および非有機的な部分を有し、有機的な部分は、少なくとも230℃の0.46MPa[66psi]の荷重で米国材料試験協会D648‐07に従って計測されるたわみ温度を有する関連する要素を有し、非有機的な部分は120マイクロメートル以下のD50および少なくとも一つの金属間相を有する粉末混合を備え、材料はさらに繊維強化を備える。
関連する要素を有する有機的な材料は、少なくとも185℃の0.46MPa[0.66psi]の荷重で米国材料試験協会D648‐07に従って計測されるたわみ温度を有し、それは0.12THz以上の周波数で一度の放射量が少なくとも0.26J/cm
2
の放射にさらされたときに12%以上の換算係数で重合させることができる。
【0007】
TIFF
2025016646000004.tif
92
168
例2以下の組成の合金をすべて重量比で調製した。
【0008】
TIFF
2025016646000005.tif
53
114
例3粉末混合物のいくつかは、次の組成のマグネシウム合金から選択された2~200ミクロンのD50の粉末で作成された。
%Li:1.3‐16
%Ca+%Y+%Al=2.5‐19;
%Be+%Sc:0‐0.5;
%Zr+%Hf+%Ti=0‐1.5;
%Cu+%Ni+%Co+%Zn+%Mn+%Si+%Cr+%Nb=0‐6;
%Ge+%Ce+%Ni+%Pb+%V+%Mo+%W+%Ta=0‐3;
%B+%N+%O+%C=0‐1.5;
%Bi+%Ga+%Cd+%In+%Sn+%Cs+%Rb=0‐8;
%Se+%Te+%As+%Sb=0‐1.4;
%Nd+%Gd+%La=0‐4;
%Tm+%Tb+%Dy+%Yb+%Er+%Sm+%Pr+%Ho+%Lu+%Th=0‐3;
残りは%Mgおよび微量元素で構成される。
ここで、体積比7.5%~52%の1~60ミクロンのD50を持つ第2粉末を共に混合した。この第2粉末を、%Li>52重量%かつ568K以下の融解温度(Tm)の低融点リチウムマグネシウム合金(Ca、Yまたは他のREEを最大5重量%添加、As、SeまたはTeを最大1重量%添加)から選択した。
粉末混合物(金属部分)の組成の範囲は以下の通りである。
%Li:4‐20
%Ca+%Y+%Al=2‐15;
%Be+%Sc:0‐0.3;
%Zr+%Hf+%Ti=0‐1.2;
%Cu+%Ni+%Co+%Zn+%Mn+%Si+%Cr+%Nb=0‐5;
%Ge+%Ce+%Ni+%Pb+%V+%Mo+%W+%Ta=0‐2;
%B+%N+%O+%C=0‐1.1;
%Bi+%Ga+%Cd+%In+%Sn+%Cs+%Rb=0‐6;
%Se+%Te+%As+%Sb=0‐1.1;
%Nd+%Gd+%La=0‐3;
%Tm+%Tb+%Dy+%Yb+%Er+%Sm+%Pr+%Ho+%Lu+%Th=0‐2.5;
残りは%Mgおよび微量元素で構成される。
粉末混合物を、繊維を含む高温強化ポリイミド樹脂にブレンドした。この樹脂のTgは727K(PROOF ResearchにおけるAdvanced Composite Divisionの900HT樹脂)であり、使用された繊維は、平均長50mmの高弾性炭素繊維である。繊維含有量は、繊維と混合された樹脂の総体積比20%~60%から選択された。樹脂中の粉末混合物の量は、素材の総体積比20~80%から選択された。
各検証の素材は、オートクレーブ内のワンステップバッグシステム(タッパーウェアコンテナーの形状)で処理された。各システムを真空状態にし、50℃/hの加熱速度で130℃まで加熱した。システムを130℃で1時間、維持した。次に、50℃/hの加熱ステップを250℃に達するまで適用した。温度は3時間、250℃に維持した。次に、システムを同じ加熱速度で280℃に加熱し、この温度で1時間維持した。その後、50℃/hの加熱速度で330℃に達するまで加熱した。300℃の温度を超えると、システムが加圧され、素材の圧力が1.5MPa達した(加圧は1bar/分で行われた)。システムを50℃/hで371℃に達するまで加熱し、この温度に3時間維持された際、加圧下のシステムは30分間、加圧状態と330℃に維持された。その後、50℃/hで250℃まで徐冷された。その後、急速冷却を行った。最後に、圧力と真空状態をなくし、システムをオートクレーブから取り外し、特性決定のためにサンプルを抽出した。
すべてのシステムは、金属部分の連続性と良好な結合を示した。金属部品の融点は、すべての場合で850Kを超えていた。主な繊維配向方向の機械的強度(UTS)は、すべての場合で160MPaを超え、ほとんどの場合で200MPaを超えてた。弾性率はすべての場合で50GPaを超え、115GPaにも達していた。破断時延長は、すべての場合で2%を超え、中にはは10%を超える場合もあった。
機械的強度(UTS)、弾性率、および破断時延長は、室温(23℃)でASTM E8/E8M‐16aに従って測定した。
融点は、ASTM E794‐06(2012)に従って測定した。
体積に関するD50は、ISO 13320‐2009に準拠したレーザー回折により測定した。
Tgは、ASTM D3418‐12に従って示差走査熱量計(DSC)によって決定された。
例4 次の組成のアルミニウム合金から選択された2~200ミクロンのD50の粉末で、いくつかの粉末混合物が製造された。
%Li:2.3‐28
%Ca+%Y+%Mg+%Zn+%Cu=4.5‐25;
%Be+%Sc:0‐0.5;
%Zr+%Hf+%Ti=0‐1.5;
%Ni+%Co+%Mn+%Si+%Cr+%Nb=0‐6;
%Ge+%Ce+%Ni+%Pb+%V+%Mo+%W+%Ta=0‐3;
%B+%N+%O+%C=0‐1.5;
%Bi+%Ga+%Cd+%In+%Sn+%Cs+%Rb=0‐8;
%Se+%Te+%As+%Sb=0‐1.4;
%Nd+%Gd+%La=0‐4;
%Tm+%Tb+%Dy+%Yb+%Er+%Sm+%Pr+%Ho+%Lu+%Th=0‐3;
残りは%Alおよび微量元素で構成される。
ここで、体積比7.5%~52%の1~60ミクロンのD50を持つ第2粉末を共に混合した。この第2粉末は、%Li>62重量%かつ588K以下の融解温度(Tm)の低融点リチウムアルミニウムマグネシウム合金(Mgの最大27重量%の含有、Ca、Yまたは他のREEを最大5重量%添加、As、SeまたはTeを最大1重量%添加)から選択された。
粉末混合物(金属部分)の組成の範囲は以下の通りである。
【0009】
TIFF
2025016646000006.tif
33
120
別の例では、有機部分は、フタル酸ジグリコールジアクリレート(PDDA)がトリ(プロピレングリコール)ジアクリレートに置換される。有機部分は、650~1200nmの波長に敏感な光開始剤も含む。
無機部品は、2種類の金属粉末(MP‐1およびMP‐2)で構成される。この割合は、MP‐1の85%、MP‐2の15%である。以下の組成(%Al‐6%、%Ca‐6%、残りはMg)の粉末MP‐1は、2つのフラクションの混合物で構成された。フラクション1(MP‐1全体の13%に相当)はD97=551、D50=502、D3=445、フラクション2(残りの87%)はD97=50、D50=45、D3=41で組成されている。粉末MP‐2は、以下の組成(%Li‐74%、%Mg‐25%)、190℃付近の融点、D97=51、D50=46、D3=40の分布を備える。この混合物は、光造形用3Dプリンターでの選択的光重合により成形された。この際のレプリカは、重量が最適化され、最もエネルギー吸収が望ましい領域におけるバネとロッド状のリンクで相互に接続された4つの主要な管状部品を備えたbピラーの1:2スケールである(図‐3参照)。次に、コンポーネントをWIPプロセスにかけ、始めに圧力を100MPaに上げ、220℃に加熱し、その後に圧力を300MPaに上げ、6時間の間圧力と温度を維持した。この部品は、さらに温度410℃にさらされ、熱による脱バインダされた。有機部分は実質的に除去された。次に、最終的に熱間静水圧法を3時間、200MPaの圧力と500℃の温度で実施した。
例10 表面から2mmのコンフォーマル冷却と、複雑な形状の作用表面、およびその結果としての冷却システムによって、型押し版の部位を製造するために、紫外線照射下での重合および後硬化後、40%のセラミック粒子が充填されたポリマー素材を用いて光造形印刷によって金型は製造された。この金型は、82ショア硬度、210℃の0.46MPaたわみ温度を示した。最終的な金型の形状は、直径約2mmの冷却孔で構成されており、この相補形状は直径3mmで製造された。この金型の裏面には、0.4%C、3.6%Mo、3.2%Mn、0.5%Vの合金の粉末で満たされた開口部があった。粉末は、以下の重量比の3つの異なるフラクションの混合物の結果として、三峰性分布を備える。フラクション1は64.7%、フラクション2は24.4%、フラクション3は10.9%である。μmで測定した場合、3つのフラクションすべての分布の次の値になる。フラクション1:D97=596、D50=574、D3=552フラクション2:D97=47、D50=43、D3=39フラクション3:D97=4.1、D50=3.4、D3=0.2。この充填は、91%の相対密度に達した。充填材はN2グローブボックスで製造した。この粉末が充填された開口部に蓋をした。充填された金型に、70%のラテックスを含む溶液を塗装した。この際、各層が乾燥した後に新しい層を配置し、これを20層繰り返した。コーティングおよび充填された金型は、数分間400MPaで冷間静水圧プレスにかけられ、最高温度は45℃に達した。この後、保護環境下で最高温度500℃の熱による脱バインダ工程を行なった。真空下で30分間の1220℃焼結工程を行なった後、アルゴン中で100MPaおよび1150℃の熱間静水圧法を4時間、実施した。HIPの冷却については、ベイナイトが80%以上になるように制御した。その後、540℃と610℃の2つの焼き戻しを、それぞれ2時間実行した。最後に、部品を最終寸法に機械加工した。
たわみ温度は、ASTM D648‐07方法Aに従って、0.46Mpa[0.66psi]の負荷で測定した。
例11 重量比で以下の組成のマグネシウム合金から、D50が12ミクロンの粉末を含む粉末混合物で素材を調整した。
%Li=0.2%; %Al=5.6%; %Gd=0.82%; %Nd=2.2%; %Y=4.1%; %Zr=0.6%;
残りは%Mgと不純物である。
この粉末は、長さと直径の比が20倍の5%volのカーボンナノチューブと機械的に合金化された。
ここで、D501.2ミクロンの27%の第2の粉末を一緒に混合、この第2の粉末は低融点リチウムマグネシウム合金(%Li=60%;%Ca=1%;%Y=1%残りは%Mgと不純物)である。
粉末混合物の54%を、30%のガラス繊維を含むPEEKと制御雰囲気押出機で混合した(AKROTEK 5047)。
この素材は、390℃、500barの背圧でのプラスチック射出成形によって処理した。金型は圧力下で2.5分間、220℃に保ち、その後冷却した。
素材は、金属部分の連続性と良好な結合を示した。主な繊維配向方向の機械的強度(UTS)は220MPaであった。破断時延長は5%であった。
機械的強度(UTS)、弾性率、および破断時延長は、室温(23℃)でASTM E8/E8M‐16aに従って測定された。
融点は、ASTM E794‐06(2012)に従って測定した。
体積に関するD50は、ISO 13320‐2009に準拠したレーザー回折により測定した。
Tgは、ASTM D3418‐12に従って示差走査熱量計(DSC)によって決定された。
例12表面から2mmのコンフォーマル冷却と、複雑な形状の作用表面、およびその結果としての冷却システムで、その大きなモノリシックダイカストダイの半分(直径490mmに相当)を製造するために、SLAとエラストマー材料を使用して金型を製造した。金型の背面には、0.4%C、3.6%Mo、3.2%Mn、0.5%Vの合金の粉末で満たされた開口部がある。粉末は、以下の重量比の2つの異なるフラクションの混合物の結果として、二峰性分布を備える。フラクション1は73%、フラクション2は23%である。μmで測定した場合、2つのフラクションの分布の次の値が適応される。フラクション1:D97=596、D50=574、D3=552フラクション2:D97=4.1、D50=3.4、D3=0.2。この充填は、80.5%の相対密度に達した。この粉末が充填された開口部に蓋をした。充填された金型に、70%のラテックスを含む溶液を塗装した。この際、各層が乾燥した後に新しい層を配置し、これを20層繰り返した。充填および塗装された金型は、5*10
‐1
mbar未満の真空レベルまで排気された。サイクル1と2の間にバリゴン(varigon)を補充して、3つの真空サイクルを作成した。コーティングおよび充填された金型は、数分間600MPaで冷間静水圧プレスにかけられ、最高温度は45℃に達した。この後、保護環境下で最高温度500℃の熱による脱バインダ工程を行なった。真空下で30分間の1220℃焼結工程を行なった後、アルゴン中で200MPaおよび1150℃の熱間静水圧法を4時間、実施した。HIPの冷却については、ベイナイトが80%以上になるように制御した。その後、540℃と610℃の2つの焼き戻しを、それぞれ2時間実行した。最後に、部品を最終寸法に機械加工した。この金型の作業面全体に、チタン酸バリウム低温CVDコーティングを適用した。この金型は試用鋳造機で試用した。直径2mmの表面に近い毛細管冷却チャネルのレイノルズ係数は、およそ20000を超えると推定した。金型表面から1mmで測定された金型表面の平均最大温度は238℃であった(擬似最高温度ポイントでの直接熱電対測定と放射率に依存しない熱分析による補正)。平均平衡温度(金型充填時)は96℃未満であった。非常に細かい表面仕上げのコンポーネントが得られた。
例13 3D放射野印刷の概念を検証し、多層製造で部位を製造するために、自家製プリンターを使用した(素材を含むZ方向の可動VATから成り、各素材に新しい層を適用する各層のスプレッダーシステム、および1つはVATに直交する、もう1つは角度を付けた電動式の傾斜角の制御の2つの2D可動ステージに取り付けられたレーザー光源)。これらの2つのレーザー光源は、一方が印刷対象の素材の表面に直交し、もう一方は直交しない。また、これらは、定格出力6W、波長1540nmの材料表面に対して角度を付けたものが1つ、他方は定格電力2W、波長488nmの素材表面に直交するレーザーである。この素材の有機部分は、非対称D‐p‐A(D‐ジフェニルアミン電子供与部分、p‐共役芳香族フルオレンコア、A‐ベンゾチアゾール電子受容体官能基)が重量比2.65%のメタクリレート樹脂で構成される。この素材の有機部分は、488nmレーザーで約0.2、1540nmレーザーで約0.4の光学密度を示しました。放射照度は100W/cm
2
を超え、300W/cm
2
未満であると推定された。特に488nmレーザーに200fsの幅のパルスを使用した場合、素材表面下5mmでの選択的硬化が可能だった。
例14 3D多層製造で部位を製造するために、レーザー光源の変更が可能な自家製プリンターを使用した(素材を含むZ方向の可動VATから成り、各素材に新しい層を適用する各層のスプレッダーシステム、および1つはVATに直交する、もう1つは角度を付けた電動式の傾斜角の制御の2つの2D可動ステージに取り付けられたレーザー光源)。素材と放射線源のさまざまな組み合わせについて、単純な形状の1つの層をxy平面に印刷し、重合した素材の厚さを測定することにより、硬化の深さを測定した。2つの異なる無機充填材を使用した(ここでは無機Iおよび無機IIと呼ぶ)。無機Iは27%のD50=1ミクロンの低融点マグネシウムリチウム合金(%Li=70;%Ca=3.5;%Y=0.5;%As=0.4、残りはマグネシウムで組成)、および、73%のD50=5ミクロンのマグネシウム合金(%Li=18;%REE[Y、Gd、Nd、%Tm、%Tb、%Dy、%Yb、%Er、%Sm、%Pr、%Ho、%Lu、%Th]=6;%Ca=0.5;%Al=5;%Zr=0.4;%Ti=0.1;%Si=0.8残りはマグネシウムで組成)で構成される。無機IIは27%のD50=10ミクロンの低融点アルミニウムリチウム合金(%Li=90;%Ca=0.5;%Y=0.5;%As=0.4、残りはアルミニウムで組成)、および73%D50=85ミクロンのアルミニウム合金(%Li=22;%REE[Y、Gd、Nd]=2;%Cu=2;%Zn=7.5;%Zr=0.1;%Mg=8;残りはアルミニウムで組成)で構成される。2つの異なるレーザー光源(ここではレーザーAおよびレーザーBと呼ぶ)を使用した。また、多数の有機材料と無機部分の体積分率を試用した。粉末を最初に混合し、この後、有機部分に混合した。発色団またはイニシエーターを最後に添加した。混合物は混合から6時間以内に印刷した。レーザーAの出力は200mW、波長は約400nmに設定した。レーザーBの出力は1W、波長は808nmに設定した。
多数の有機材料と無機部分の体積分率を試用した。この際、発色団(CR)の有無、熱開始剤(TI)または光開始剤(PI)の添加の有無の違いがある2つのモノマー混合物(混合物I、混合物II)を使用した。発色団は、一端にジフェニルアミンとベンゾイド構造ドナー塩橋受容体を持つ合成フルオレン誘導体である。また、この際使用した熱開始剤は過酸化ベンゾイルである。また、レーザーAを使用した場合の光開始剤は、2,4,6‐トリメチルベンゾイルジフェニルホスフィンオキシドであり、レーザーBを使用した場合は、スペクトラムからのH‐NuIR815である。混合物Iは透明なメタクリレートである。また、混合物IIは、5%スチレンおよび10%ブチルアクリレートを含む、メチルメチルアクリレート(MM)である。
粉末を最初に混合し、この後、有機部分に混合した。発色団またはイニシエーターを最後に添加した。混合物は混合から6時間以内に印刷した。
【0010】
TIFF
2025016646000007.tif
83
150
例15いくつかのLi含有マグネシウム合金が製造され、以下は全て重量比である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
5か月前
株式会社松風
歯科用埋没材
4か月前
個人
鋼の連続鋳造鋳片の切断装置
4か月前
UBEマシナリー株式会社
成形機
2か月前
日本鋳造株式会社
鋳造方法
3か月前
マツダ株式会社
鋳造装置
3か月前
三菱電機株式会社
三次元造形装置
1か月前
日本製鉄株式会社
棒状部材
4か月前
三菱マテリアル株式会社
粉末材料
6か月前
株式会社 寿原テクノス
金型装置
1か月前
株式会社エスアールシー
インゴット
1か月前
日本製鉄株式会社
モールドパウダー
5か月前
個人
透かし模様付き金属板の製造方法
1か月前
ノリタケ株式会社
ニッケル粉末
5か月前
芝浦機械株式会社
成形機
5か月前
芝浦機械株式会社
成形機
10日前
芝浦機械株式会社
成形機
10日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3日前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社クボタ
弁箱用の消失模型
2か月前
オークマ株式会社
ワークの加工方法
6か月前
本田技研工業株式会社
金型装置
6か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
株式会社瓢屋
押湯空間形成部材
6か月前
新東工業株式会社
粉末除去装置
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
株式会社昭工舎
焼結体の製造方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
新東工業株式会社
測定装置
2か月前
旭化成株式会社
焼結体の製造方法
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
ポーライト株式会社
焼結部品の製造方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































