TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012579
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115501
出願日
2023-07-13
発明の名称
シート給送装置
出願人
キヤノン株式会社
代理人
弁理士法人近島国際特許事務所
主分類
B65H
3/48 20060101AFI20250117BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】シートの搬送不良を低減しつつ生産性を向上可能なシート給送装置を提供する。
【解決手段】シート給送装置において、シート支持部と、給送動作を行うシート給送部と、吹き付け動作を行うエア捌き部と、吹き付け動作を行い、吹き付け動作を停止した後、吹き付け動作を停止した状態でシート給送部により給送動作を行うシート給送制御であって、ジョブで指定された印刷枚数のシートが給送されるまで第1枚数のシートが給送される毎に吹き付け動作を行うシート給送制御を実行する制御部と、を備える。制御部は、シート給送制御において、第1のジョブが終了した時点で吹き付け動作によって捌かれたものの給送されなかった第2枚数のシートがシート支持部に残っており、かつ第1のジョブの次の第2のジョブにおける印刷枚数が第2枚数以下の第3枚数の場合、第2のジョブでは最初の吹き付け動作を省略して給送動作を開始する。
【選択図】図5
特許請求の範囲
【請求項1】
シート束を支持するシート支持部と、
前記シート支持部に支持されたシート束の最上位のシートに当接し、最上位のシートを給送する給送動作を行うシート給送部と、
前記シート支持部に支持されたシート束の側面にエアを吹き付けてシートを捌く吹き付け動作を行うエア捌き部と、
前記エア捌き部により前記吹き付け動作を行い、前記吹き付け動作を停止した後、前記吹き付け動作を停止した状態で前記シート給送部により前記給送動作を行うシート給送制御であって、ジョブで指定された印刷枚数のシートが給送されるまで第1枚数のシートが給送される毎に前記吹き付け動作を行うシート給送制御を実行する制御部と、を備え、
前記制御部は、前記シート給送制御において、第1のジョブが終了した時点で前記吹き付け動作によって捌かれたものの給送されなかった第2枚数のシートが前記シート支持部に残っており、かつ前記第1のジョブの次の第2のジョブにおける印刷枚数が前記第2枚数以下の第3枚数の場合、前記第2のジョブでは最初の前記吹き付け動作を省略して前記給送動作を開始する、
ことを特徴とするシート給送装置。
続きを表示(約 1,400 文字)
【請求項2】
前記制御部は、前記シート給送制御において、前記第3枚数が前記第2枚数よりも多い場合、前記第2のジョブにおいて前記給送動作が開始される前に前記吹き付け動作を行う、
ことを特徴とする請求項1に記載のシート給送装置。
【請求項3】
前記制御部は、前記シート給送制御において、前記第3枚数が前記第2枚数よりも多い場合、前記第2のジョブにおいて最初の前記吹き付け動作を省略して前記第2枚数のシートに対して前記給送動作を開始し、前記第2枚数のシートに対する前記給送動作が完了すると、前記吹き付け動作を行う、
ことを特徴とする請求項1に記載のシート給送装置。
【請求項4】
前記第2枚数は、前記第1枚数から、前記印刷枚数の前記第1枚数による剰余を引くことによって求められる、
ことを特徴とする請求項1に記載のシート給送装置。
【請求項5】
前記第2のジョブが終了した時点の前記第2枚数は、前記第3枚数が前記第2枚数よりも多い場合、前記第1枚数から、前記印刷枚数と前記第1のジョブが終了した時点の前記第2枚数の差の前記第1枚数による剰余を引くことによって求められる、
ことを特徴とする請求項4に記載のシート給送装置。
【請求項6】
シート束を支持するシート支持部と、
前記シート支持部に支持されたシート束の最上位のシートに当接し、最上位のシートを給送する給送動作を行うシート給送部と、
前記シート支持部に支持されたシート束の側面にエアを吹き付けてシートを捌く吹き付け動作を行うエア捌き部と、
前記エア捌き部により前記吹き付け動作を行い、前記吹き付け動作を停止した後、前記吹き付け動作を停止した状態で前記シート給送部により前記給送動作を行うシート給送制御であって、ジョブで指定された印刷枚数のシートが給送されるまで第1枚数のシートが給送される毎に前記吹き付け動作を行うシート給送制御を実行する制御部と、を備え、
前記制御部は、前記シート給送制御において、第1のジョブが終了した時点で前記吹き付け動作の後に給送したシートの枚数である第4枚数が前記第1枚数よりも少ない場合、前記第1のジョブの次の第2のジョブでは最初の前記吹き付け動作を省略して前記給送動作を開始する、
ことを特徴とするシート給送装置。
【請求項7】
前記制御部は、前記第2のジョブでの前記シート給送制御において、前記第4枚数が前記第1枚数以上となった場合に、前記吹き付け動作を実行する、
ことを特徴とする請求項6に記載のシート給送装置。
【請求項8】
筐体を更に備え、
前記シート支持部は、前記筐体に対して開閉可能に支持される手差しトレイである、
ことを特徴とする請求項1に記載のシート給送装置。
【請求項9】
前記シート支持部に支持されたシート束の前記側面の位置を形成する規制部を更に備え、
前記エア捌き部は、前記規制部に設けられている、
ことを特徴とする請求項1に記載のシート給送装置。
【請求項10】
前記エア捌き部は、エアを送るファンと、前記ファンから送られたエアを前記シート支持部に支持されたシート束の前記側面に吹き付ける吹き付け口と、を有している、
ことを特徴とする請求項9に記載のシート給送装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シートを給送するシート給送装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、多様な種類のシートに画像を形成する要望が増え、例えばコート紙等の平滑な表面性を有するシートが記録材として用いられることがある。このような表面が平滑なシートの束がシートを給送するシート給送装置にセットされた場合、シート同士の密着力が高く、シートの給送が困難になることも生じる。特許文献1によると、シート束にエアを吹き付け、シート間の密着を解いてシートを捌くシート給送装置が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開平2006-256819号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1のようにシートの束にエアを吹き付けてシートを捌きながらシートの給送を行うものにおける一般的な制御について図10を用いて説明する。図10に示すように、例えば印刷ジョブの開始等の指令に応じてシート給送を行う制御を開始すると(S101)、まず、シートの束に向けてエア吹き付けを開始する(S102)。これにより、シート束の上位の数枚~数十枚のシートが捌かれる。また、エア吹き付けの開始から所定時間(例えば10秒)が経過するまで(S103のNo)エアの吹き付けを続ける。続いて、エア吹き付けの開始から所定時間が経過すると(S103のYes)、ピックアップローラ等によって画像形成部に対するシートの給送を行う給送動作を行う(S104)。そして、印刷ジョブの指令に基づく画像形成部に給送する必要枚数に到達するまで(S105のNo)給送動作を繰り返し、必要枚数に到達すると(S105のYes)、エアの吹き付けを停止して(S106)、本制御を終了する(S107)。
【0005】
しかしながら、上述の制御では、第1のジョブが終了した後、第1のジョブに続く第2のジョブが開始された際に、すでに第1のジョブにおいてエアが吹き付けられてシート間の密着が解かれたシートが積載されている場合がある。この場合、上述の制御によると、第2のジョブにおいて、既に密着が解かれたシートにもエア吹付動作を行うことになり、生産性が低下する虞がある。
【0006】
そこで本発明は、シートの搬送不良を低減しつつ生産性を向上可能なシート給送装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明は、シート給送装置において、シート束を支持するシート支持部と、前記シート支持部に支持されたシート束の最上位のシートに当接し、最上位のシートを給送する給送動作を行うシート給送部と、前記シート支持部に支持されたシート束の側面にエアを吹き付けてシートを捌く吹き付け動作を行うエア捌き部と、前記エア捌き部により前記吹き付け動作を行い、前記吹き付け動作を停止した後、前記吹き付け動作を停止した状態で前記シート給送部により前記給送動作を行うシート給送制御であって、ジョブで指定された印刷枚数のシートが給送されるまで第1枚数のシートが給送される毎に前記吹き付け動作を行うシート給送制御を実行する制御部と、を備え、前記制御部は、前記シート給送制御において、第1のジョブが終了した時点で前記吹き付け動作によって捌かれたものの給送されなかった第2枚数のシートが前記シート支持部に残っており、かつ前記第1のジョブの次の第2のジョブにおける印刷枚数が前記第2枚数以下の第3枚数の場合、前記第2のジョブでは最初の前記吹き付け動作を省略して前記給送動作を開始する、ことを特徴とする。
【0008】
また、本発明は、シート給送装置において、シート束を支持するシート支持部と、前記シート支持部に支持されたシート束の最上位のシートに当接し、最上位のシートを給送する給送動作を行うシート給送部と、前記シート支持部に支持されたシート束の側面にエアを吹き付けてシートを捌く吹き付け動作を行うエア捌き部と、前記エア捌き部により前記吹き付け動作を行い、前記吹き付け動作を停止した後、前記吹き付け動作を停止した状態で前記シート給送部により前記給送動作を行うシート給送制御であって、ジョブで指定された印刷枚数のシートが給送されるまで第1枚数のシートが給送される毎に前記吹き付け動作を行うシート給送制御を実行する制御部と、を備え、前記制御部は、前記シート給送制御において、第1のジョブが終了した時点で前記吹き付け動作の後に給送したシートの枚数である第4枚数が前記第1枚数よりも少ない場合、前記第1のジョブの次の第2のジョブでは最初の前記吹き付け動作を省略して前記給送動作を開始する、ことを特徴とする。
【発明の効果】
【0009】
本発明によると、シートの搬送不良を低減することができる。
【図面の簡単な説明】
【0010】
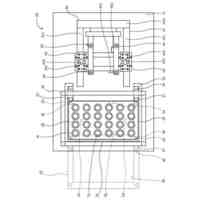
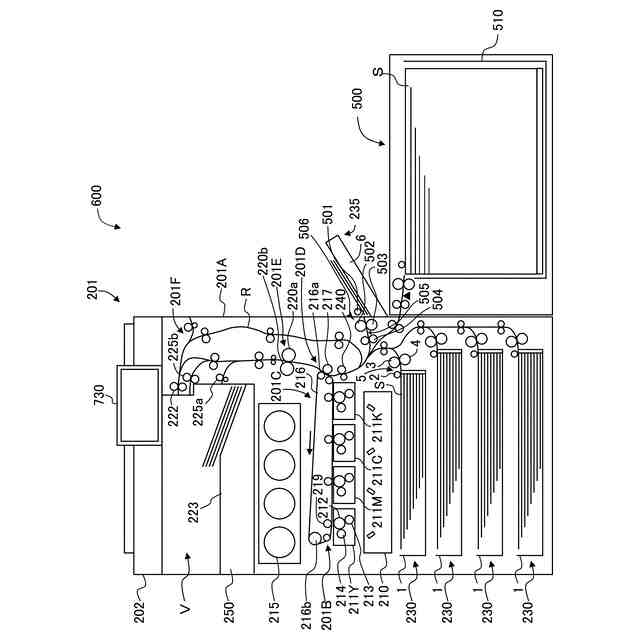
本実施の形態に係る画像形成システムを示す全体概略図。
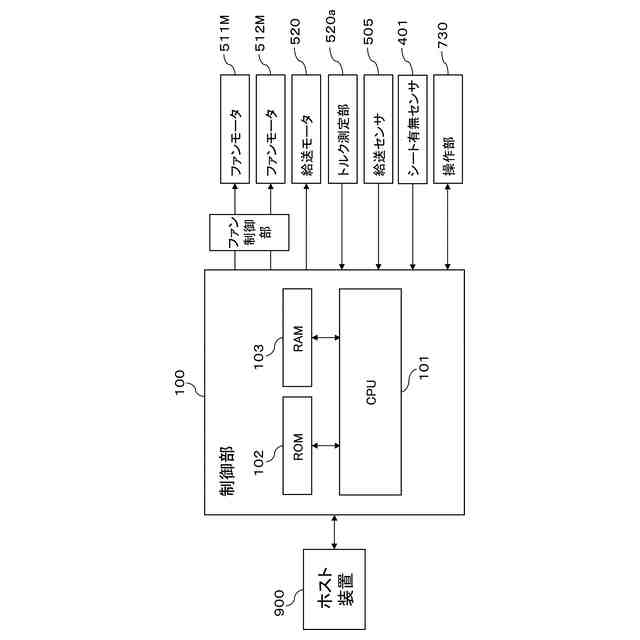
画像形成システムの制御系を示すブロック図。
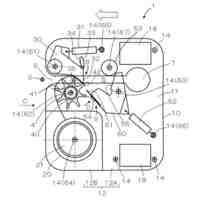
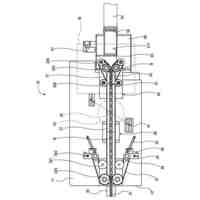
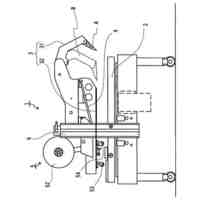
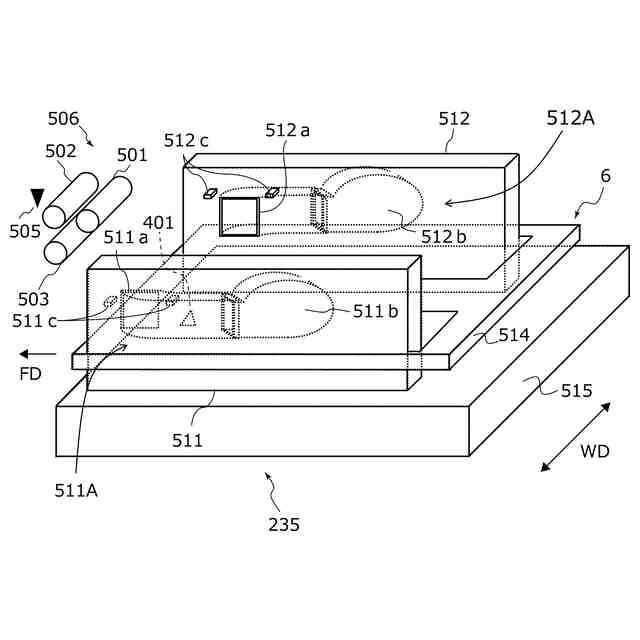
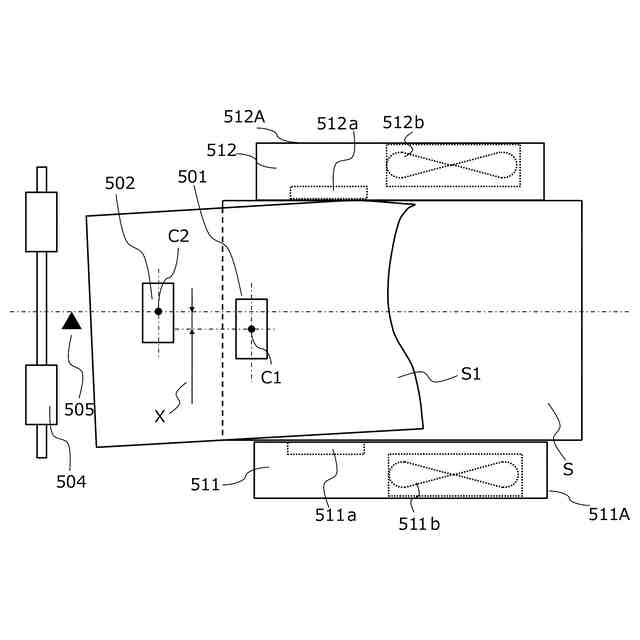
手差し給送部の構成を示す模式図。
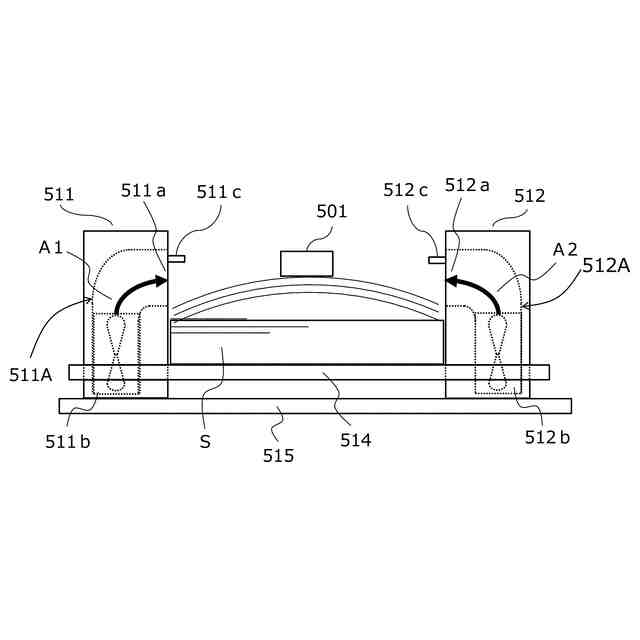
手差し給送部でエア吹き付け動作を行った状態を示す模式図。
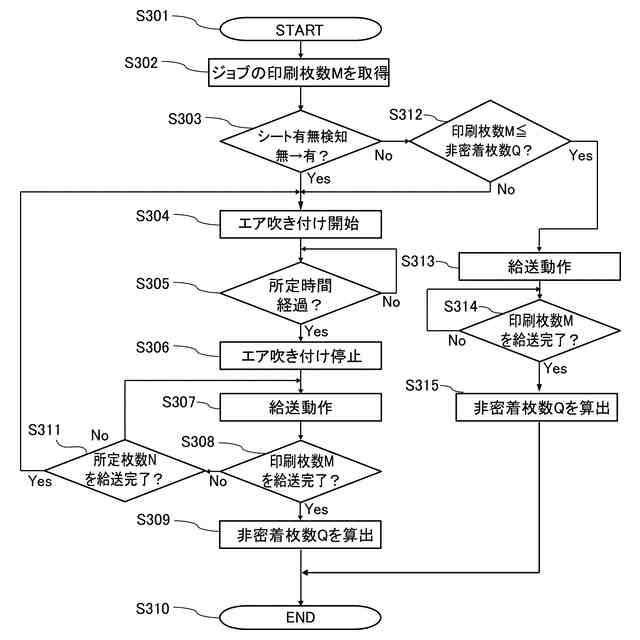
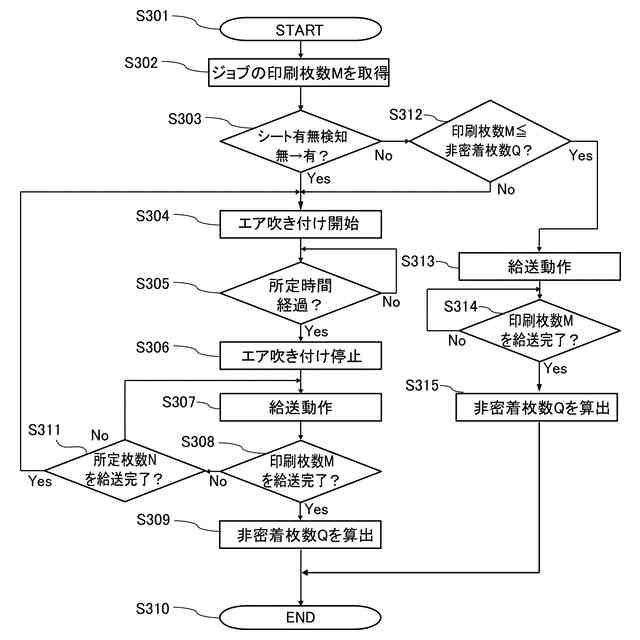
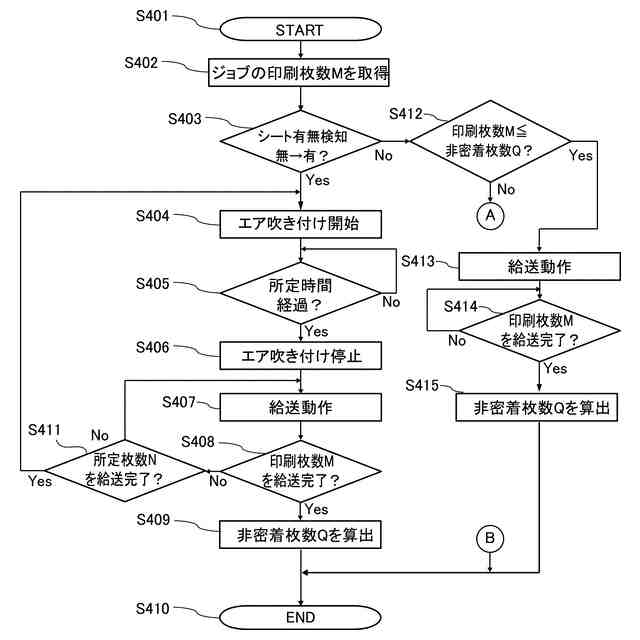
第1の実施の形態に係るシート給送制御を示すフローチャート。
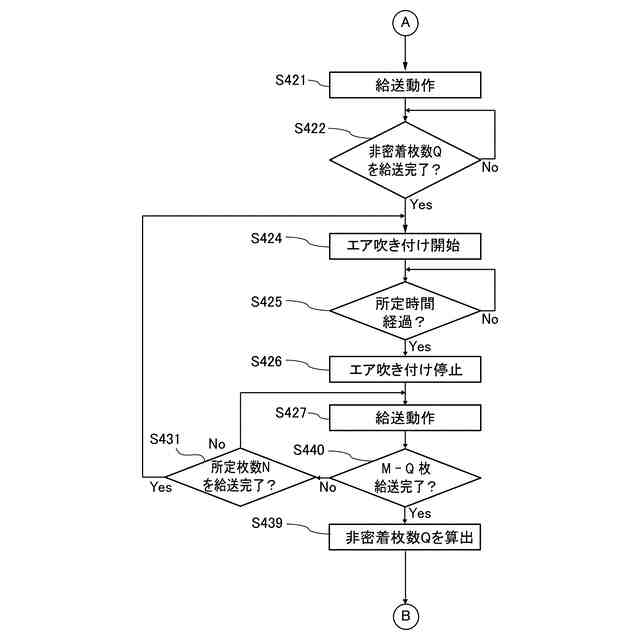
第2の実施の形態に係るシート給送制御を示すフローチャート。
第2の実施の形態に係るシート給送制御を示すフローチャート。
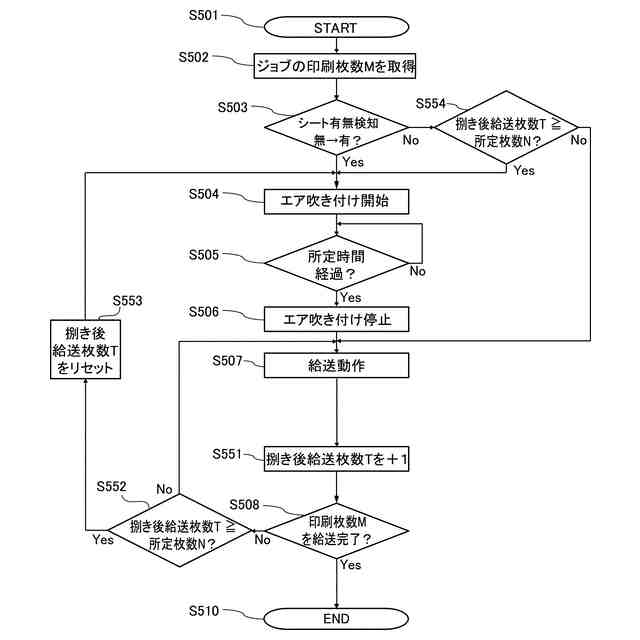
第3の実施の形態に係るシート給送制御を示すフローチャート。
ピックアップローラとフィードローラとの位置関係による旋回力の発生を説明するための図。
一般的なシート給送制御を示すフローチャート。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
箱
3か月前
個人
包装体
3か月前
個人
ゴミ箱
3か月前
個人
収納用具
7か月前
個人
物品収納具
7か月前
個人
容器
9日前
個人
折り畳み水槽
3か月前
個人
パウチ補助具
3か月前
個人
閉塞装置
1か月前
個人
ダンボール宝箱
4か月前
個人
圧縮収納袋
4か月前
個人
ゴミ処理機
3日前
積水樹脂株式会社
接着剤
3か月前
個人
塗料容器用蓋
3か月前
株式会社新弘
容器
3か月前
個人
粘着テープ切断装置
5か月前
株式会社新弘
容器
3か月前
株式会社イシダ
箱詰装置
6か月前
株式会社イシダ
包装装置
3か月前
三甲株式会社
容器
6か月前
三甲株式会社
容器
6か月前
個人
粘着テープ剥がし具
4か月前
三甲株式会社
蓋体
11日前
個人
包装箱
1か月前
三菱製紙株式会社
包装用紙
5か月前
株式会社joze
攪拌容器
7か月前
個人
ゴミ箱用ゴミ袋保持具
3か月前
株式会社デュプロ
包装装置
3か月前
日東精工株式会社
検査装置
6か月前
日東精工株式会社
供給装置
9日前
株式会社シプソル
梱包装置
1か月前
個人
蓋付結束バンド
5か月前
個人
飲料ボトル
1か月前
旭精工株式会社
紙幣処理装置
4か月前
個人
ソース ディスペンサー
11日前
三甲株式会社
パレット
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ