TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012257
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114977
出願日
2023-07-13
発明の名称
厚鋼板及びその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250117BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】板厚方向引張性能に優れた、板厚が130mm以下である厚鋼板及びその製造方法を提供する。
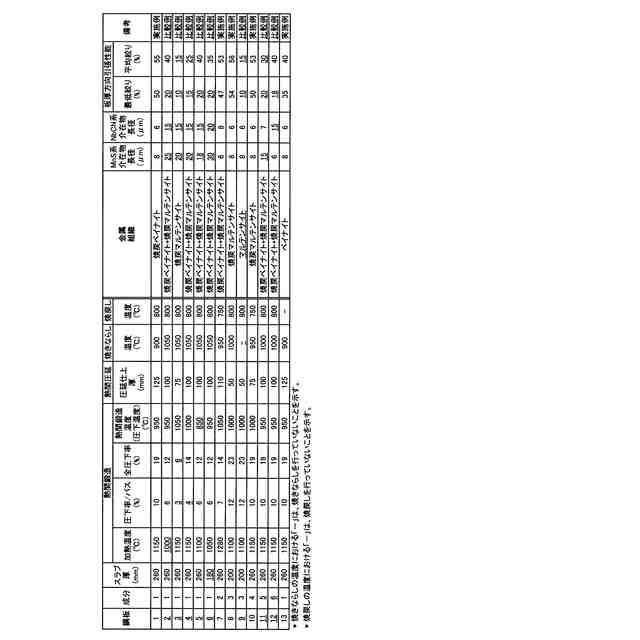
【解決手段】板厚が130mm以下であり、化学成分として、C、Si、Mn、P、S、Al、Cr、Mo、Nb、Nを所定の範囲とし、金属組織がベイナイト、焼戻しベイナイト、焼戻しマルテンサイトのうちのいずれかの単相組織、またはベイナイト、焼戻しベイナイト及び焼戻しマルテンサイトのうちのいずれか2種類以上からなる混合組織であり、MnS系介在物及びNbCN系介在物の夫々の長径が10μm以下であり、板厚方向引張試験の絞りが3本試験した平均で35%以上であり、かつ前記3本の板厚方向引張試験の絞りのうち最低値が25%以上である、厚鋼板。
【選択図】なし
特許請求の範囲
【請求項1】
板厚が130mm以下であり、
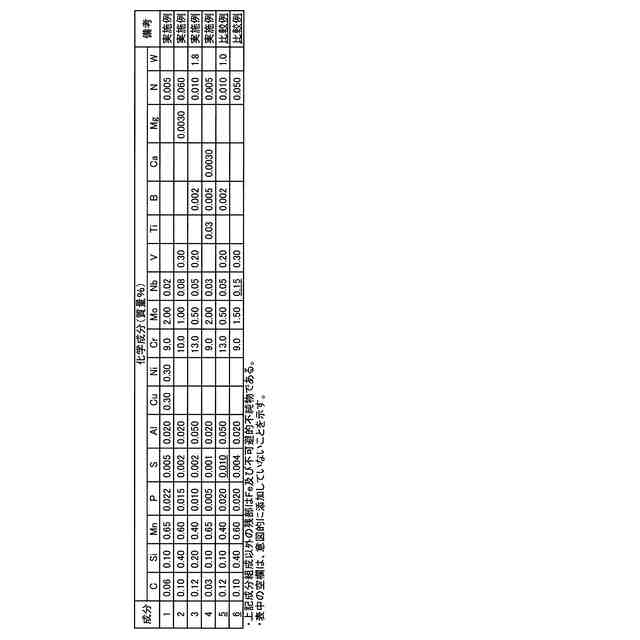
化学成分が、質量%で、
C :0.02~0.13%、
Si:0.02~0.50%、
Mn:0.30~0.70%、
P :0.030%以下、
S :0.006%以下、
Al:0.060%以下、
Cr:8.0~14.0%、
Mo:0.03~2.20%、
Nb:0.01~0.10%、
N :0.003~0.080%、
を含有し、残部はFe及び不可避的不純物であり、
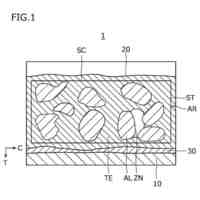
金属組織が、ベイナイト、焼戻しベイナイト及び焼戻しマルテンサイトのうちのいずれかの単相組織、またはベイナイト、焼戻しベイナイト及び焼戻しマルテンサイトのうちのいずれか2種類以上からなる混合組織であり、
MnS系介在物及びNbCN系介在物の夫々の長径が10μm以下であり、
板厚方向引張試験の絞りが3本試験した平均で35%以上であり、かつ前記3本の板厚方向引張試験の絞りのうち最低値が25%以上である、厚鋼板。
続きを表示(約 500 文字)
【請求項2】
前記化学成分が、さらに、質量%で、
Cu:0~0.50%、
Ni:0~0.40%、
V :0~0.40%、
Ti:0~0.15%、
B :0~0.006%、
Ca:0~0.0050%、
Mg:0~0.0050%、
W :0~2.0%、
から選ばれる1種または2種以上を含有する、請求項1に記載の厚鋼板。
【請求項3】
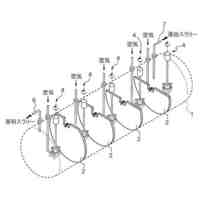
請求項1または請求項2に記載の化学成分を有する厚み195mm以上の連続鋳造スラブを1050~1300℃に加熱し、
熱間鍛造温度を900℃以上とし、1パスあたりの圧下率を5%以上とし、全圧下率を10%以上とする板厚方向圧下で熱間鍛造を行い、
冷却を行い、該冷却後、再加熱し、130mm以下の板厚まで熱間圧延を行い、
冷却を行い、該冷却後、900~1100℃の温度で焼きならしを行う、厚鋼板の製造方法。
【請求項4】
前記焼きならし後、冷却を行い、該冷却後、700~850℃の温度で焼戻しを行う、請求項3に記載の厚鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
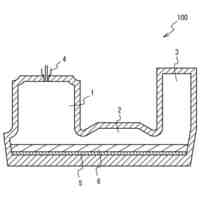
本発明は、火力発電に用いるボイラ、タービン室等に適用可能な厚鋼板及びその製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
一般に厚鋼板は、連続鋳造スラブ、または鋳型鋳造したインゴットを分塊圧延した造塊スラブを素材として製造される。両者を比較すると、製造コストの点では前者の方に魅力があるが、連続鋳造スラブの場合、中心偏析が発生することにより板厚方向引張性能が劣化することが多い。板厚方向引張性能が劣化すると十字溶接継手を作製する必要のある部材などで、板厚方向の垂直方向に発生する溶接割れが問題となることがある。
特に、高Cr厚鋼板は、一般に連続鋳造スラブを用いて製造すると、板厚方向引張性能が通常の低炭素低合金鋼よりも劣位である。
【0003】
従って、板厚方向引張性能を必要とする高Cr厚鋼板を製造する場合は、従来、造塊スラブを用いていたが、製造プロセス上、押湯部や沈澱晶部の非定常部分の切り捨てや分塊圧延を必要とするため、コストの増大や生産性低下を招いていた。そのため、近年、コストの増大や生産性低下をもたらさないよう、連続鋳造スラブを用いて得られる厚鋼板の技術の確立が求められている。
【0004】
連続鋳造スラブの内質改善に関する提案は過去にいくつかなされている。
【0005】
特許文献1、2には、連続鋳造機の出側でロールまたは面状加圧装置による圧下を施すことによって、連続鋳造スラブのセンターポロシティの消滅を図る技術が開示されている。
【0006】
特許文献3には、全圧下率が20~60%の加工条件で125mm厚以上の極厚鋼板を製造する際、厚板圧延に先立ち、連続鋳造スラブの端部を幅方向から鍛造圧下し、元スラブの幅から150mm以上減尺させると共に肥厚化させ、スラブ厚方向の鍛造圧下を行うことによって、センターポロシティを消滅させる技術が開示されている。
【0007】
特許文献4、5には、厚さ80mm以上の極厚ステンレス鋼板を製造する際、厚板圧延に先立ち、連続鋳造スラブの端部を幅方向から鍛造圧下し、元スラブの幅から300mm以上減尺させると共に肥厚化させ、スラブ厚方向の鍛造圧下を行うことによって、センターポロシティを消滅させる技術が開示されている。
【0008】
また、低炭素低合金鋼板の板厚方向引張性能を改善する方法として、非特許文献1には、S量を低減することやCaを添加することなど種々の一般的な方法が開示されている。
【先行技術文献】
【特許文献】
【0009】
特開昭55-114404号公報
特開昭61-273201号公報
特許第3528504号公報
特開2014-188579号公報
特開2014-189886号公報
【非特許文献】
【0010】
日本金属学会会報、第18巻第5号、pp.368-376
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
金属粉末
5か月前
株式会社神戸製鋼所
鋼線
3か月前
大同特殊鋼株式会社
鋼材及び金型
2か月前
ハイモ株式会社
水中金属の回収除去方法
11日前
JFEスチール株式会社
鋼
4か月前
古河機械金属株式会社
高クロム鋳鉄
3か月前
株式会社神戸製鋼所
銅合金板
5か月前
JX金属株式会社
銅製錬の操業方法
26日前
日本特殊陶業株式会社
複合材
4か月前
株式会社神戸製鋼所
銅合金板
3か月前
JX金属株式会社
銅製錬の操業方法
18日前
JX金属株式会社
銅製錬の操業方法
3か月前
有限会社 ナプラ
電解めっき用電極
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
11日前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
5か月前
三洋化成工業株式会社
重金属回収用イオン液体
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
ボルト
4か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
5か月前
日本製鉄株式会社
鋼矢板
5か月前
住友金属鉱山株式会社
銅の製錬方法
1か月前
住友金属鉱山株式会社
スラグ移送設備
5か月前
日本製鉄株式会社
めっき鋼線
26日前
日本製鉄株式会社
継目無鋼管
3か月前
日本製鉄株式会社
チタン材
4か月前
JFEスチール株式会社
肌焼鋼
1か月前
大同特殊鋼株式会社
抵抗体及びその製造方法
3か月前
住友金属鉱山株式会社
オートクレーブ
2か月前
日本製鉄株式会社
継目無鋼管
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ