TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012064
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114602
出願日
2023-07-12
発明の名称
取鍋開孔用焼結防止材および取鍋開孔方法
出願人
株式会社資源活用技術研究所
代理人
弁理士法人三枝国際特許事務所
主分類
B22D
41/46 20060101AFI20250117BHJP(鋳造;粉末冶金)
要約
【課題】取鍋からの溶鋼排出時に、確実に自然開孔を生じさせる焼結防止材および焼結防止方法を提案する。
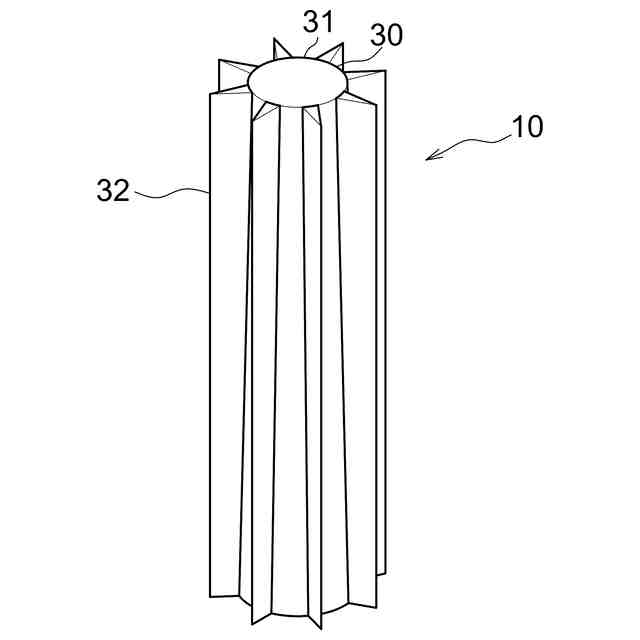
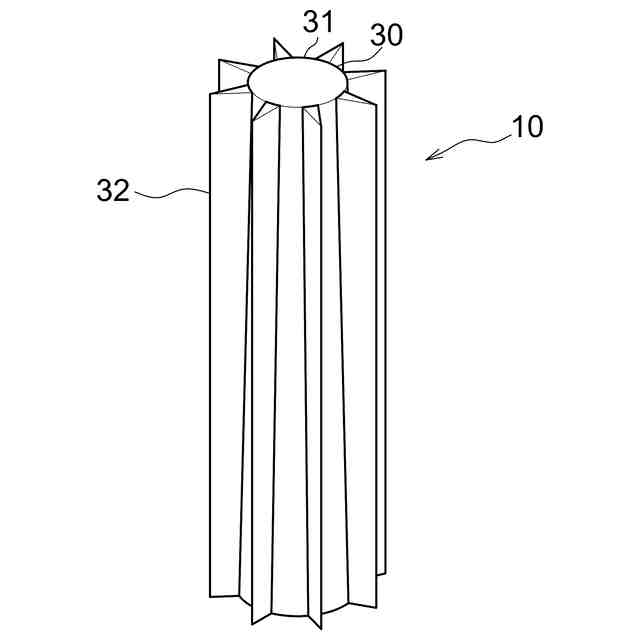
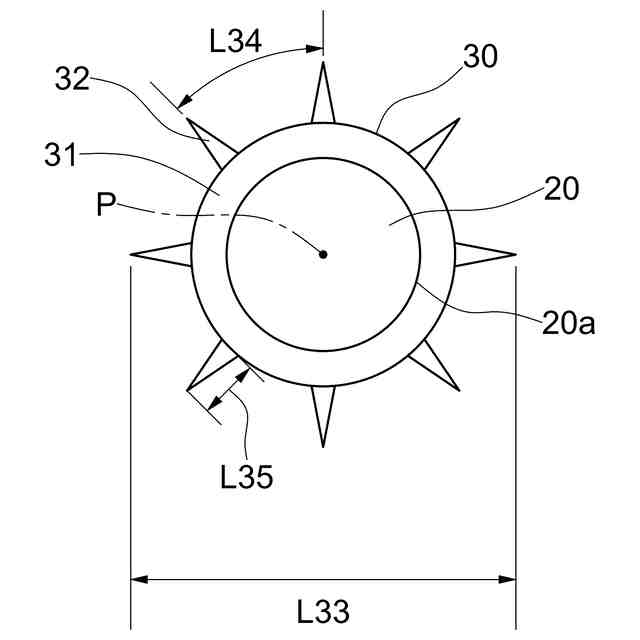
【解決手段】取鍋開孔用の焼結防止材10は、取鍋2の底部3に設けられたノズル1に、充填砂Sとともに装入されるものであり、円柱状の芯部20と、芯部20を覆う円筒状のキャップ部30とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
取鍋の底部に設けられたノズルに、充填砂とともに装入される取鍋開孔用の焼結防止材であって、
円柱状の芯部と、
前記芯部を覆う円筒状のキャップ部とを備える、焼結防止材。
続きを表示(約 1,000 文字)
【請求項2】
前記芯部は、加熱により焼結しない物質から構成される、請求項1に記載の焼結防止材。
【請求項3】
前記芯部は、長さ方向の一方側に向かって外径が小さくなるように形成される、請求項1に記載の焼結防止材。
【請求項4】
前記芯部は長さ方向に沿って連結された複数の部材からなる、請求項1に記載の焼結防止材。
【請求項5】
前記キャップ部の外周壁には、複数の突条が形成されている、請求項1に記載の焼結防止材。
【請求項6】
前記キャップ部の突条は、前記焼結防止材の長さ方向に沿って延在し、前記焼結防止材の周方向に沿って複数設けられている、請求項5に記載の焼結防止材。
【請求項7】
複数の前記突条は、平面からみて前記キャップ部の中心に対して対称の位置に設けられ、対称の位置に設けられた一方の前記突条の端部と他方の前記突条の端部との間の距離は、前記焼結防止材の長さ方向に沿って一定である、請求項6に記載の焼結防止材。
【請求項8】
前記キャップ部は、合成樹脂と耐火材料とを含む物質から構成され、
前記耐火材料は、充填砂に含まれる耐火材料と同じ成分を有する、請求項1に記載の焼結防止材。
【請求項9】
前記キャップ部は、前記芯部の外周面と一方の端面とを覆う、請求項1に記載の焼結防止材。
【請求項10】
請求項1から9のいずれか1に記載の焼結防止材を用いた取鍋開孔方法であって、
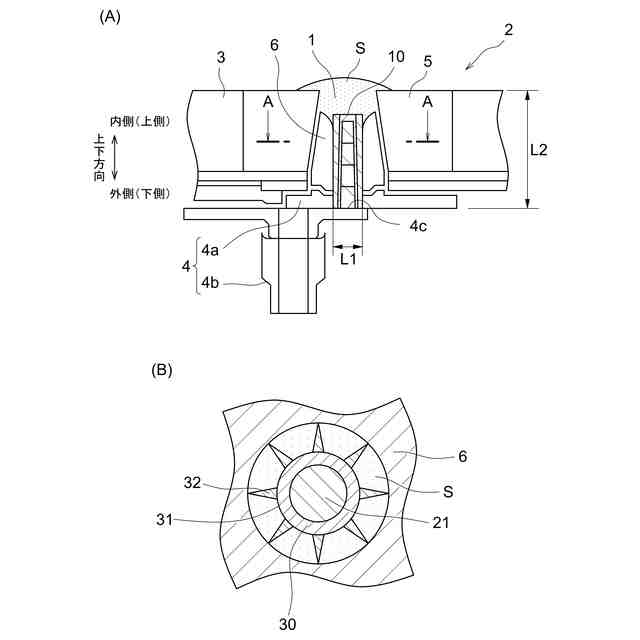
前記取鍋の底部のノズルが閉鎖された状態で、前記ノズルに前記焼結防止材と前記充填砂とを装入する工程であって、前記焼結防止材が前記ノズルの中央に位置するように配置され、前記焼結防止材と前記ノズルの内面との間および前記焼結防止材よりも取鍋の内部側に前記充填砂が充填される、工程と、
前記取鍋内に溶鋼が装入された状態において、前記焼結防止材のキャップ部に含まれる合成樹脂が溶解するとともに、前記キャップ部に含まれる耐火材料の一部および前記充填砂の耐火材料の一部が焼結する工程と、
前記取鍋の底部のノズルを開孔する工程と、
前記ノズルの開孔により前記焼結防止材の芯部が排出され、次に前記キャップ部および充填砂が排出され、これにより前記ノズルが開孔して溶鋼を外部へ排出される工程とを含む、取鍋開孔方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、取鍋開孔用焼結防止材および取鍋開孔方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、製鋼工程(精錬プロセス)では、取鍋などの溶鋼容器(以下、「取鍋」という)に溶鋼を装入し、様々な精錬処理を行い、その後、取鍋の底部に設けられたノズルから、処理後の溶鋼を外部へ排出している。
【0003】
取鍋の底部の構造を説明する。図6、図7に示すように、ノズル1は取鍋2の底部3に設けられている。取鍋2の底部3はレンガ5等により形成されており、レンガ5に形成された貫通孔にレンガ6が取り付けられてノズル1が形成されている。ノズル1の外側(溶鋼が流れる下流側であって、溶鋼排出側)には、スライドプレート4が設けられている。スライドプレート4は、ノズル1の溶鋼排出側に固定された第1プレート4aと、第1プレート4aの溶鋼排出側であって、ノズル1を開閉するように移動自由な第2プレート4bとからなる。第2プレート4bは図示しない油圧シリンダ等の移動機構によって水平方向に移動する。
【0004】
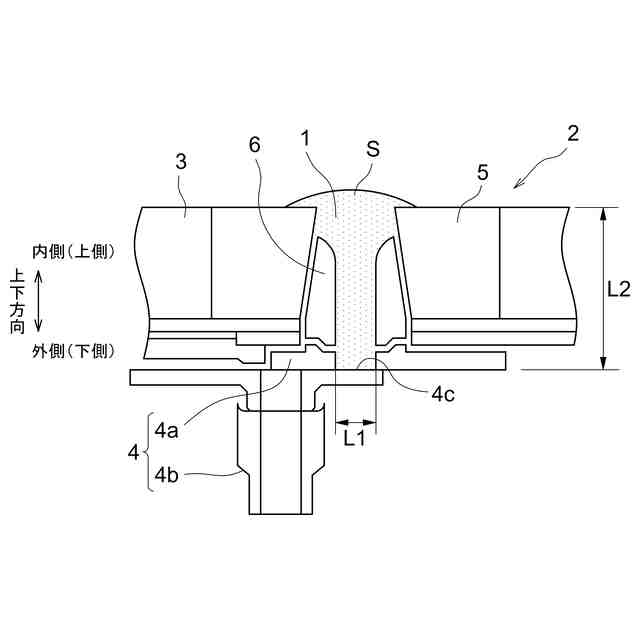
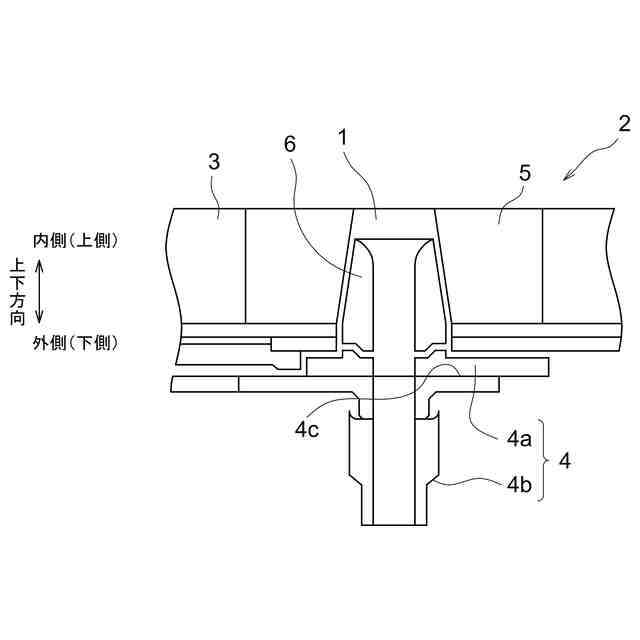
取鍋2へ溶鋼が装入される前には、図6に示すように、第2プレート4bは一方側(左側)に位置して第2プレート4bの上面4cによりノズル1の外側が閉鎖され、ノズル1内に充填砂Sが充填されている。この状態で、取鍋2内に溶鋼が装入され、所定の精錬処理が行われる。これらの処理が終了し、取鍋2内の溶鋼を外部に排出する際(取鍋開孔時)には、図7に示すように、第2プレート4bを他方側(右側)に位置させてノズル1を開孔する。すると、充填砂Sが溶鋼の重量によってノズル1から落下し、続いて溶鋼がノズル1を通って流れ出る、いわゆる「自然開孔」となる。
【0005】
しかし、精錬処理を行う間に、溶鋼により充填砂Sの上部が焼結して固まってしまい、ノズル1を開孔しても焼結した充填砂Sが溶鋼の重量に打ち勝って落下せずに溶鋼を支え、溶鋼が下に流れ出ない、すなわち、自然開孔しない場合がある。自然開孔しない場合には、ノズル1内に酸素ガスを流して焼結した充填砂Sを溶解させる強制開孔が行われるが、作業に非常に手間がかかる上、熟練した作業者による危険を伴う作業となる。
【0006】
このため、自然開口を生じやすくするために、例えば特許文献1においては充填砂Sの成分を工夫している。
【先行技術文献】
【特許文献】
【0007】
特開2015―93293号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1のような充填砂を用いた場合であっても、自然開孔は生じやすくなるものの、十分ではない。
【0009】
本発明は、上記した課題に着目してなされたものであり、取鍋からの溶鋼排出時に、確実に自然開孔を生じさせる焼結防止材および焼結防止方法を提案している。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明は、次の項に記載の主題を包含する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
4か月前
株式会社松風
歯科用埋没材
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
日本鋳造株式会社
鋳造方法
2か月前
UBEマシナリー株式会社
成形機
1か月前
マツダ株式会社
鋳造装置
2か月前
三菱電機株式会社
三次元造形装置
18日前
株式会社 寿原テクノス
金型装置
15日前
日本製鉄株式会社
棒状部材
3か月前
三菱マテリアル株式会社
粉末材料
5か月前
株式会社エスアールシー
インゴット
26日前
日本製鉄株式会社
モールドパウダー
5か月前
個人
透かし模様付き金属板の製造方法
11日前
芝浦機械株式会社
成形機
4か月前
ノリタケ株式会社
ニッケル粉末
4か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
26日前
株式会社クボタ
弁箱用の消失模型
1か月前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
東洋機械金属株式会社
ダイカストマシン
15日前
株式会社浅沼技研
半溶融金属の成形方法
27日前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
オークマ株式会社
ワークの加工方法
5か月前
本田技研工業株式会社
金型装置
5か月前
新東工業株式会社
粉末除去装置
27日前
株式会社瓢屋
押湯空間形成部材
6か月前
株式会社昭工舎
焼結体の製造方法
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
旭化成株式会社
焼結体の製造方法
3か月前
株式会社リコー
焼結体の製造方法
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
新東工業株式会社
測定装置
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
4日前
株式会社エフ・シー・シー
ダイカスト金型
5か月前
ノリタケ株式会社
粉体材料およびその利用
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































