TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011988
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114482
出願日
2023-07-12
発明の名称
Ni基合金、前記Ni基合金でコーティングされた連続鋳造用鋳型、及び前記鋳型の製造方法
出願人
福田金属箔粉工業株式会社
,
三島光産株式会社
代理人
弁理士法人みのり特許事務所
主分類
C22C
19/03 20060101AFI20250117BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】銅又は銅合金に近い線膨張係数を有するNi基合金、前記Ni基合金で内側表面がコーティングされた連続鋳造用鋳型、及びその製造方法を提供する。
【解決手段】本発明のNi基合金は、Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及びSiを0~4.5質量%含むこと、任意で、Mo、Cu、及びCrからなる群より選択される少なくとも1種を含み、Mo、Cu、及びCrの合計量が0~20.0質量であること、任意で、Fe及びCoからなる群より選択される少なくとも1種を含み、Fe及びCoの合計量が0~10.0質量%であること、残部が、Niと不可避不純物であることを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及びSiを0~4.5質量%含むこと、
任意で、Mo、Cu、及びCrからなる群より選択される少なくとも1種を含み、Mo、Cu、及びCrの合計量が0~20.0質量であること、
任意で、Fe及びCoからなる群より選択される少なくとも1種を含み、Fe及びCoの合計量が0~10.0質量%であること、
残部が、Niと不可避不純物であること
を特徴とする、Ni基合金。
続きを表示(約 990 文字)
【請求項2】
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
残部がNiと不可避不純物である、請求項1に記載のNi基合金。
【請求項3】
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Mo、Cu、及びCrからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、請求項1に記載のNi基合金。
【請求項4】
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Fe及びCoからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、請求項1に記載のNi基合金。
【請求項5】
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Mo、Cu、及びCrからなる群より選択される少なくとも1種、及び、Fe及びCoからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、請求項1に記載のNi基合金。
【請求項6】
30~300℃における鋳造片の線膨張係数が、15.0~19.0×10
-6
/℃の範囲である、請求項1~5のいずれか1項に記載のNi基合金。
【請求項7】
請求項1~5のいずれか1項に記載のNi基合金からなる溶射用粉末。
【請求項8】
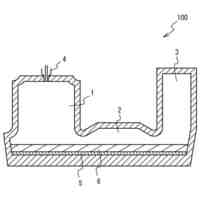
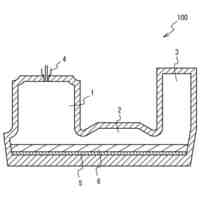
鋳型内側の銅又は銅合金表面が、請求項1~5のいずれか1項に記載のNi基合金でコーティングされていることを特徴とする、連続鋳造用鋳型。
【請求項9】
内側表面がNi基合金でコーティングされた連続鋳造用鋳型の製造方法であって、
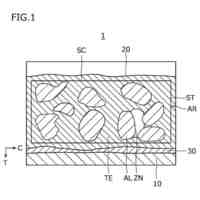
鋳型内側となる銅又は銅合金表面に、請求項1~5のいずれか1項に記載のNi基合金からなる溶射用粉末を溶射して、コーティング層を形成する工程、及び
前記コーティング層の形成後、950~1100℃の範囲の温度で再溶融処理を行い、前記銅又は銅合金とコーティング層との境界に拡散層を形成する工程、
を含むことを特徴とする、連続鋳造用鋳型の製造方法。
発明の詳細な説明
【技術分野】
【0001】
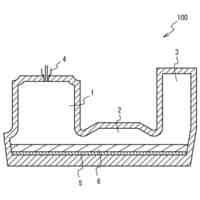
本発明は、Ni基合金に関するものであり、特に、鋳片を製造するために使用される連続鋳造用鋳型の内側表面(溶鋼と接触する面)をコーティングするのに適したNi基合金に関する。また、本発明は、前記Ni基合金で、内側表面がコーティングされた連続鋳造用鋳型、及びその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
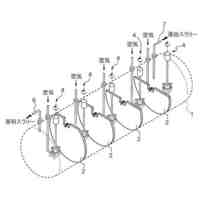
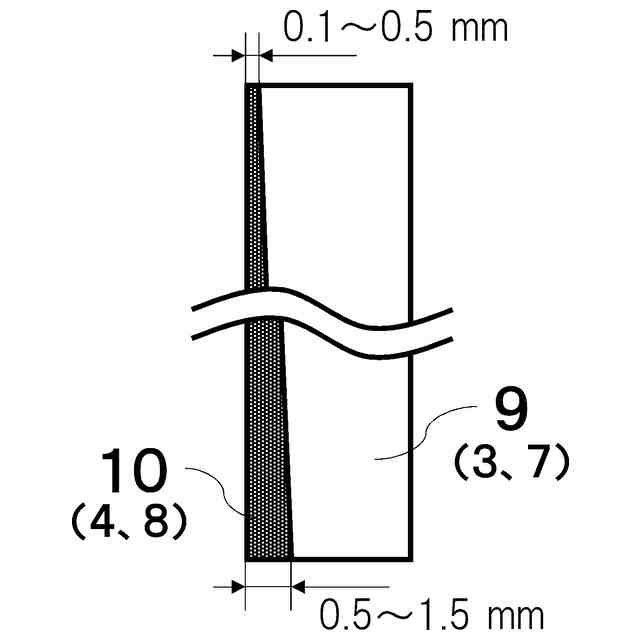
鋳片は、連続鋳造用鋳型に溶鋼を流し込み、冷却・凝固させて得られる。その際、鋳型の内側表面(銅又は銅合金からなる)と、溶鋼又は凝固した鋳片とが、潤滑剤を介して接触するため、鋳型表面が摩耗しやすい。また、鋳型下部の水冷による水と、潤滑剤成分とが反応し、腐食性ガスや腐食性の溶液が発生することで、鋳型表面が腐食するという問題がある。そのため、鋳型の内側表面は、特許文献1~3に示されるように、溶射皮膜やメッキ層でコーティングされている。
【先行技術文献】
【特許文献】
【0003】
特開2013-031867号公報
特開2002-086248号公報
特開平03-071955号公報
【0004】
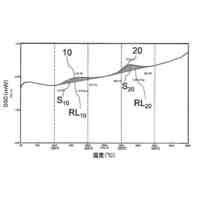
溶射皮膜の場合、自溶合金を溶射することにより基材上に皮膜を形成した後に再溶融処理(フュージング)を行い、基材との密着性向上や、皮膜の緻密化を行う。しかし、溶射材料である合金の線膨張係数と、基材である銅又は銅合金の線膨張係数に大きな差があると、再溶融処理の加熱過程では、線膨張係数の大きい銅又は銅合金に溶射皮膜が追従し、他方、冷却過程では、線膨張係数の小さい溶射皮膜に銅又は銅合金が追従する。そのため、溶射皮膜が剥離しやすいという問題や、溶射皮膜が剥離しない場合は、基材(銅又は銅合金部材)が大きく寸法変化するという問題がある。
【0005】
また、メッキ層の場合、溶射皮膜よりも耐摩耗性が低いため、メッキ層を厚くする必要があり、メッキ処理時間が長くなり生産性が悪いという問題や、廃液処理が必要であるという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0006】
そのため、コーティング処理の際に廃液の問題が生じず、環境負荷が低い溶射法に使用できる自溶合金であって、メッキよりも高い耐摩耗性と、基材である銅又は銅合金に近い線膨張係数を有する自溶合金の開発が課題となっている。
【課題を解決するための手段】
【0007】
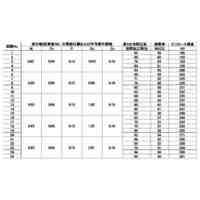
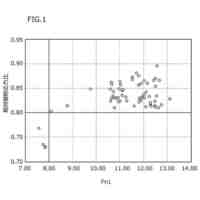
本発明では、鋳型材である銅又は銅合金(一般に、30~300℃における線膨脹係数が、16.5~18.5×10
-6
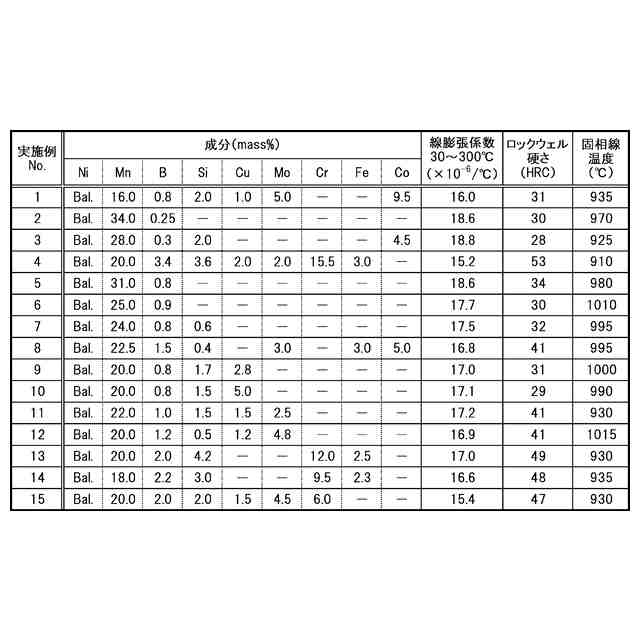
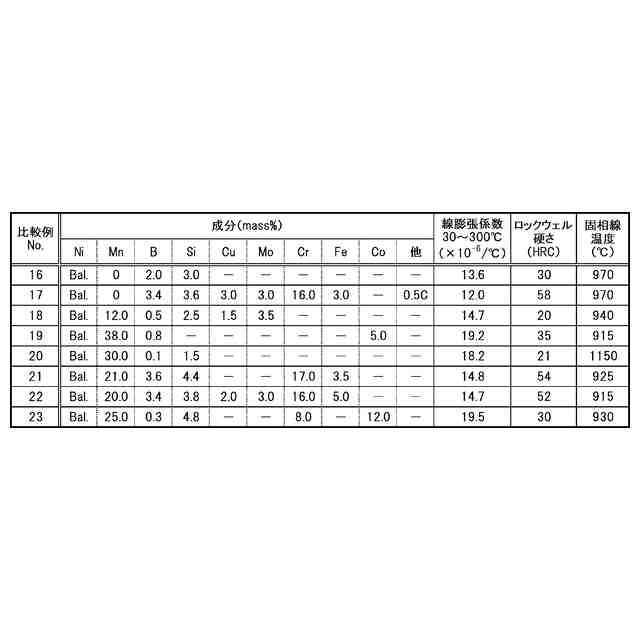
/℃)に近い線膨張係数を有するNi基合金の組成検討にあたって、下記の目標値を設定し、これを全て満足することを目標とした。
(1) 線膨張係数:30~300℃において、15.0~19.0×10
-6
/℃の範囲
(2) 耐摩耗性:ロックウェル硬さが25HRC以上
(3) 再溶融処理が可能:固相線温度が1050℃以下
【0008】
上記の目標(1)~(3)を満足する本発明のNi基合金(特に、溶射用粉末)は、以下の組成を有する。
[1]
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及びSiを0~4.5質量%含むこと、
任意で、Mo、Cu、及びCrからなる群より選択される少なくとも1種を含み、Mo、Cu、及びCrの合計量が0~20.0質量であること、
任意で、Fe及びCoからなる群より選択される少なくとも1種を含み、Fe及びCoの合計量が0~10.0質量%であること、
残部が、Niと不可避不純物であること
を特徴とする、Ni基合金。
[2]
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
残部がNiと不可避不純物である、[1]に記載のNi基合金。
[3]
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Mo、Cu、及びCrからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、[1]に記載のNi基合金。
[4]
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Fe及びCoからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、[1]に記載のNi基合金。
[5]
Mnを15.0~35.0質量%、Bを0.2~3.5質量%、及び、Siを0~4.5質量%含み、
さらに、Mo、Cu、及びCrからなる群より選択される少なくとも1種、及び、Fe及びCoからなる群より選択される少なくとも1種を含み、
残部がNiと不可避不純物である、[1]に記載のNi基合金。
[6]
30~300℃における鋳造片の線膨張係数が、15.0~19.0×10
-6
/℃の範囲である、[1]~[5]のいずれか1つに記載のNi基合金。
【0009】
また、本発明は、[1]~[6]のいずれか1つに記載のNi基合金からなる溶射用粉末も提供する。
【0010】
また、本発明は、連続鋳造用鋳型も提供し、前記鋳型は、鋳型内側の銅又は銅合金表面(溶鋼と接触する面)が、[1]~[6]のいずれか1つに記載のNi基合金でコーティングされていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
金属粉末
5か月前
株式会社神戸製鋼所
鋼線
3か月前
JFEスチール株式会社
鋼
4か月前
大同特殊鋼株式会社
鋼材及び金型
2か月前
ハイモ株式会社
水中金属の回収除去方法
11日前
JX金属株式会社
銅製錬の操業方法
3か月前
JX金属株式会社
銅製錬の操業方法
26日前
有限会社 ナプラ
電解めっき用電極
3か月前
古河機械金属株式会社
高クロム鋳鉄
3か月前
株式会社神戸製鋼所
銅合金板
5か月前
JX金属株式会社
銅製錬の操業方法
18日前
日本特殊陶業株式会社
複合材
4か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
鋼線
11日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
三洋化成工業株式会社
重金属回収用イオン液体
3か月前
日本製鉄株式会社
ボルト
4か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼矢板
5か月前
住友金属鉱山株式会社
銅の製錬方法
1か月前
住友金属鉱山株式会社
オートクレーブ
2か月前
日本製鉄株式会社
継目無鋼管
3か月前
大同特殊鋼株式会社
抵抗体及びその製造方法
3か月前
日本製鉄株式会社
めっき鋼線
26日前
JFEスチール株式会社
肌焼鋼
1か月前
住友金属鉱山株式会社
スラグ移送設備
5か月前
日本製鉄株式会社
チタン材
4か月前
JFEスチール株式会社
肌焼鋼
1か月前
JFEスチール株式会社
肌焼鋼
1か月前
日本製鉄株式会社
継目無鋼管
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ