TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010858
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113124
出願日
2023-07-10
発明の名称
クリーニング力増強のプローブクリーニングシートおよびその製造方法
出願人
神興科技股フン有限公司
,
CKT TEK CO., LTD.
代理人
SK弁理士法人
,
個人
,
個人
主分類
B24D
3/00 20060101AFI20250116BHJP(研削;研磨)
要約
【課題】確実且つ徹底的にプローブ先端表面および側辺の表面をしっかりと洗浄するクリーニング力増強のプローブクリーニングシートおよびその製造方法を提供する。
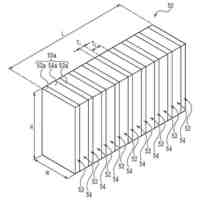
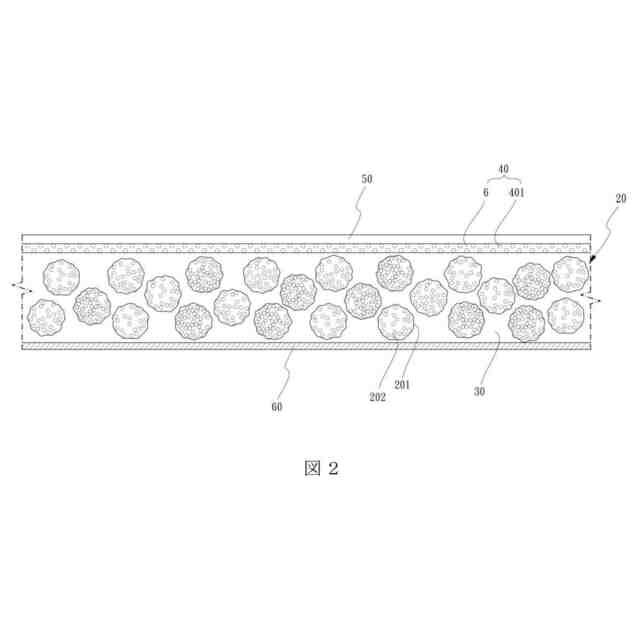
【解決手段】プローブクリーニングシート10は、クリーナー層20、研磨層40、離型層50および基材層60を含み、クリーナー層20内部には複数個の研磨洗浄粒が混合されており、研磨層40の中は複数個の砥粒が混合される。製造方法は一次混練ステップS1、一次加工ステップS2、二次混練ステップS3、塑像成形ステップS4、研磨加工ステップS5および上フィルム加工ステップS6が含まれる。プローブクリーニングシート10は、離型層50を研磨層40から剥がした後、研磨層40で一次洗浄と徹底洗浄を行い、汚れを掻き出して落とし、クリーナー層20のシリコンゴムが静電性および親油性を有し、プローブ上の汚れをクリーナー層20上に転移させる。
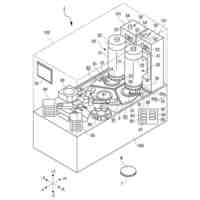
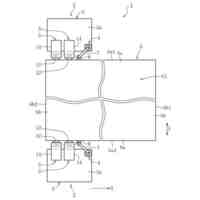
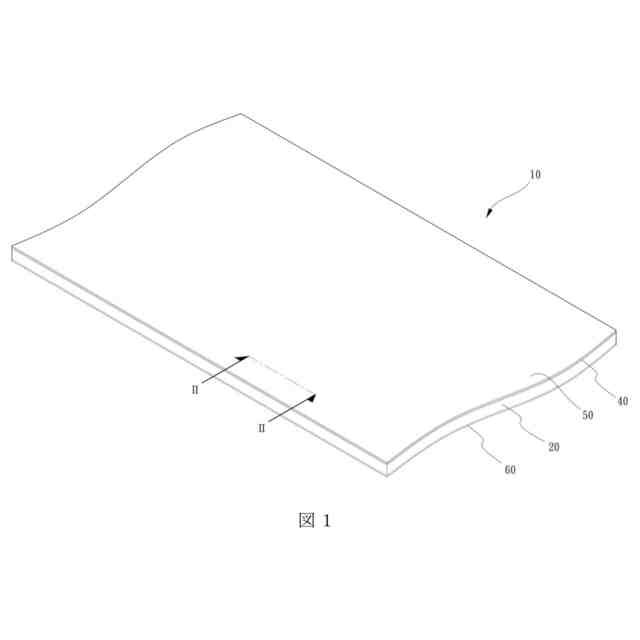
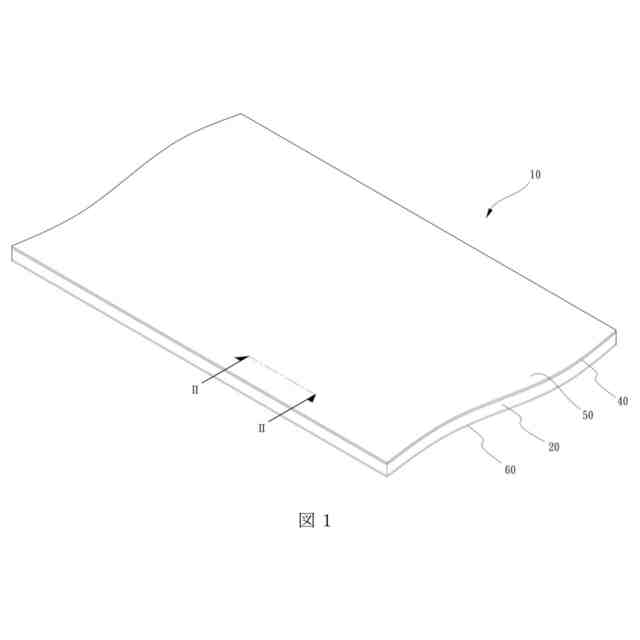
【選択図】図1
特許請求の範囲
【請求項1】
クリーナー層と、研磨層と、離型層と、基材層とを含むクリーニング力増強のプローブクリーニングシートにおいて、
前記クリーナー層は、内部に複数個の研磨洗浄粒が混合されており、且つ各研磨洗浄粒は複数個の洗浄分子粒からそれぞれ構成され、前記クリーナー層はシリコンゴムであり、
前記研磨層は、前記クリーナー層の一側に設置され、前記研磨層の中には複数個の砥粒が混合され、
前記離型層は、前記研磨層の一側に着脱可能で貼着され、且つ前記離型層は前記クリーナー層とは反対側に配置され、
前記基材層は、前記クリーナー層の一側に設置され、且つ前記研磨層とは反対側に配置され、
そのうち、前記離型層が研磨層から剥がされると、先ず前記研磨層内の各砥粒によってプローブに対して第一回洗浄が実施され、またプローブが更にクリーナー層へ深く入ると、プローブは前記クリーナー層の各研磨洗浄粒に深く進入して洗浄され、汚れを掻き出して落とし、クリーナー層のシリコンゴムが静電性および親油性を有し、プローブ上の汚れをクリーナー層上に転移させることを特徴とするクリーニング力増強のプローブクリーニングシート。
続きを表示(約 1,400 文字)
【請求項2】
前記基材層は基板もしくは裏打ちゴムであり、また前記基材層が基板である時、更に上述基板の材質はガラス繊維板、プラスチック板、無鉛ボード、もしくは金属板のうちの任意の一つであることを特徴とする請求項1記載のクリーニング力増強のプローブクリーニングシート。
【請求項3】
前記各洗浄分子粒は表面処理を実施することを特徴とする請求項1記載のクリーニング力増強のプローブクリーニングシート。
【請求項4】
前記各洗浄分子粒の粒径の長さは、1μmから5μmの研磨粉粒であることを特徴とする請求項3記載のクリーニング力増強のプローブクリーニングシート。
【請求項5】
前記各洗浄分子粒は、酸化アルミニウム、窒化ケイ素、窒化ホウ素、炭化ケイ素、炭化ホウ素、二酸化ケイ素および金剛石のうちの任意の一つ無機微粒であることを特徴とする請求項4記載のクリーニング力増強のプローブクリーニングシート。
【請求項6】
前記クリーナー層内のシリコンゴムは、エポキシ樹脂、ポリウレタン樹脂もしくはアクリル樹脂であることを特徴とする請求項1記載のクリーニング力増強のプローブクリーニングシート。
【請求項7】
前記クリーナー層のシリコンゴムは汎用型、高反撥型、高強度型、汎用型と高寿命型の混合、もしくは汎用型、高寿命型および高強度型のうちの任意の一つであることを特徴とする請求項6記載のクリーニング力増強のプローブクリーニングシート。
【請求項8】
前記クリーナー層のシリコンゴムが汎用型と高寿命型の混合である時、その汎用型と高寿命型の混合の比率は0:1から1:1であることを特徴とする請求項7記載のクリーニング力増強のプローブクリーニングシート。
【請求項9】
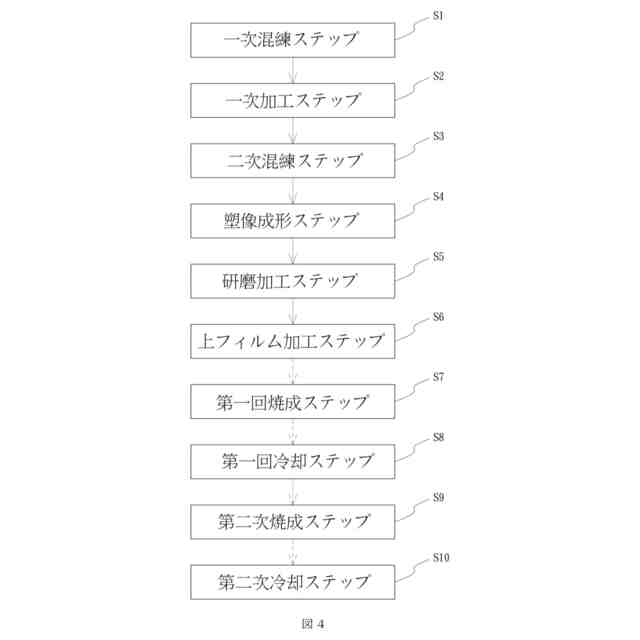
一次混練ステップと、一次加工ステップと、二次混練ステップと、塑像成形ステップと、研磨加工ステップと、上フィルム加工ステップとを含む、クリーニング力増強のプローブクリーニングシートの製造方法において、
前記一次混練ステップでは、シリコンゴムと研磨粉を専用機械で混練し混練ゴムを成形し、前記混練ゴムを型打ちで高密度洗浄ブロックに成形し、
前記一次加工ステップでは、前記高密度洗浄ブロックを専用機械で粉碎および研磨して複数個の研磨洗浄粒を形成し、
前記二次混練ステップでは、各研磨洗浄粒を再度シリコンゴムと専用機械で混練して混練ゴム材に成形し、
前記塑像成形ステップでは、前記混練ゴム材を等分に仕分け、一つの混練ゴム材を取って直接金型に入れてクリーナー層を成形し、
前記研磨加工ステップでは、他にシリコンインクと複数個の砥粒を撹拌して混合し、前記クリーナー層最上面にプリントして研磨層に成形し、前記研磨層はプリント方式で前記クリーナー層に設置し、
前記上フィルム加工ステップでは、前記研磨層の最上面に離型層を着脱可能で貼着し前記研磨層を保護することを特徴とするクリーニング力増強のプローブクリーニングシートの製造方法。
【請求項10】
前記研磨加工ステップの後には、更に第一回焼成ステップ、第一回冷却ステップ、第二次焼成ステップおよび第二次冷却ステップを続けることを特徴とする請求項9記載のクリーニング力増強のプローブクリーニングシートの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、クリーニング力増強のプローブクリーニングシートおよびその製造方法に関し、特に電子機械領域に対する応用技術であり、主にプローブのクリーニングに用いることを指す。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
電子部材のテスト(例として、最終テスト(final test;FT)、もしくはチッププロービング(chip probing;CP)、但し上述に制限されない)において、通常プローブ(probe pin)で電気測定する。その時、仮にプローブ上に異物もしくは引っかき傷(scratch)があると、電子部材のテスト結果に影響を与える。
【0003】
ところでプローブ先端に付着した異物を除去するクリーニングシートがあるが、それは、基板および基板上のクリーナー層から構成される弾性基材含む。そのうち、クリーナー層はシロキサン構造を有するポリシロキサンが架橋されて得られたシリコン樹脂と/もしくはシリコンエラストマー、およびその中に添加した複数個の砥粒が含まれる。また研磨顆粒は親粒子と親粒子周囲に付着もしくは結合した多個の子粒子から構成される複合粒子であり、親粒子の平均粒径は1umから20umの間であり、子粒子の平均粒径は親粒子の平均粒径の1/10以上で且つ1/1000以下の範囲内で、母粒子は弾力のある有機粒子で、子粒子は無機粒子である。(例として特許文献1を参照)。
【0004】
また、上述のプローブクリーニングシートの母粒子は弾力のある有機粒子で、子粒子は母粒子の円周囲表面に結合される。そのため、プローブを穿刺する過程において、プローブ表面に接触している研磨顆粒が減り、研磨行程において研磨粒径および、圧力かけた時の圧縮の変形量が制限されるため、研磨効果は針先表面だけで、針先側辺に対しては有効に研磨されない。プローブの汚れは針先表面だけではないので、プローブを効率的にクリーニングすることができない。
【先行技術文献】
【特許文献】
【0005】
日本 特許 JP5437667公開 プローブ先端を洗浄するクリーニングシート
【発明の概要】
【発明が解決しようとする課題】
【0006】
プローブの先端位置の表面および側辺面を確実に洗浄できるようにし、公知技術の洗浄効果およびプローブに対する洗浄位置の制限により洗浄効果が悪い問題が改善されることを本発明の主な目的とする。
【課題を解決するための手段】
【0007】
本発明者は前述の目的と効果を達成するため、本発明では二つの部分に分ける。先ずは本発明のクリーニング力増強のプローブクリーニングシートは、以下が含まれる。
クリーナー層の内部には複数個の研磨洗浄粒が混合されており、且つ各研磨洗浄粒は複数個の洗浄分子粒からそれぞれ構成される。また該クリーナー層はシリコンゴムである。
研磨層は、該クリーナー層の一側に設置され、該研磨層の中は複数個の砥粒が混合される。
離型層は、該研磨層の一側に着脱可能で貼着され、且つ該離型層は該クリーナー層の反対側に成形される。
基材層は、該クリーナー層の一側に設置され、且つ該研磨層と反対側に成形される。
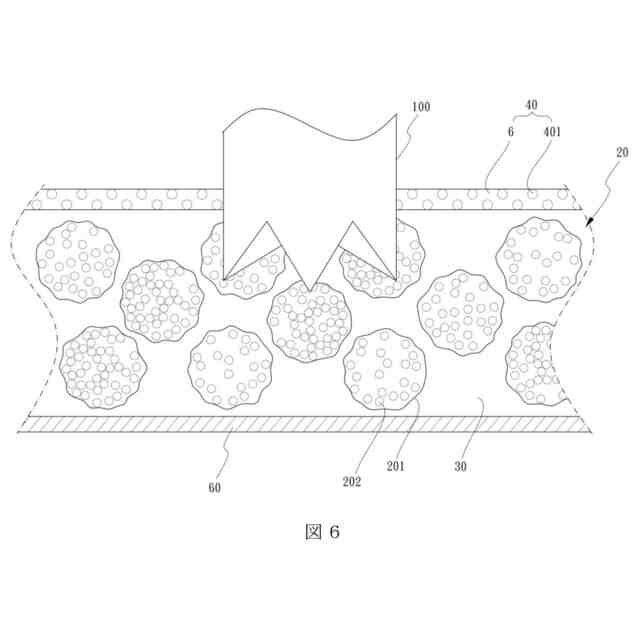
そのうち、該離型層が研磨層から剥がされると、先ず該研磨層内の各砥粒によってプローブに対して第一回洗浄が実施され、またプローブが更にクリーナー層へ深く入ると、プローブは該クリーナー層の各研磨洗浄粒に深く進入して洗浄され、汚れを掻き出して落とし、クリーナー層のシリコンゴムが静電性および親油性を有し、プローブ上の汚れをクリーナー層上に転移させる。
【0008】
本発明の別の主な技術は製造工程部分であり、本発明ではクリーニング力増強のプローブクリーニングシートの製造方法である。そのステップは以下を含む。
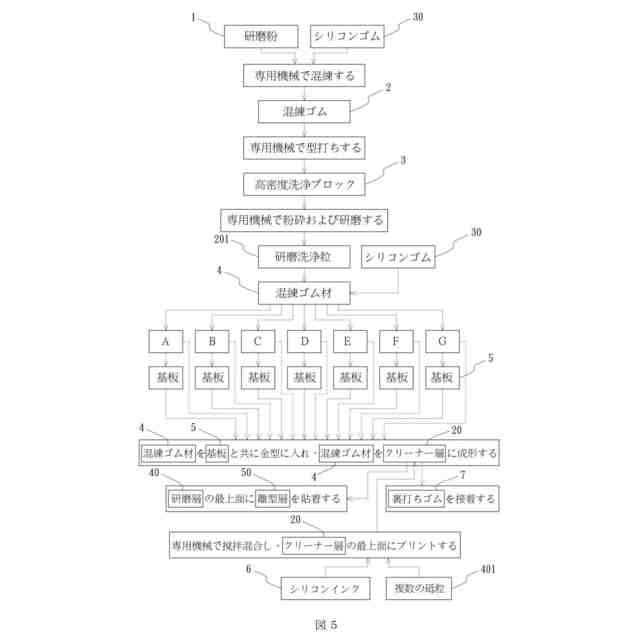
一次混練ステップは、シリコンゴムと研磨粉を専用機械で混練し混練ゴムを成形し、該混練ゴムを型打ちで高密度洗浄ブロックに成形する。
一次加工ステップは、該高密度洗浄ブロックを専用機械で粉碎および研磨して複数個の研磨洗浄粒を成形する。
二次混練ステップは、各研磨洗浄粒を再度シリコンゴムと専用機械で混練し、混練ゴム材に成形する。
塑像成形ステップは、該混練ゴム材を等分に仕分け、任意の一つの混練ゴム材を取り分けて基板に置き、混練ゴム材を基板と共に金型内に入れ、該混練ゴム材をクリーナー層に成形する。
研磨加工ステップは、他のシリコンインクと複数個の砥粒を撹拌して混合し、該クリーナー層最上面にプリントして研磨層を成形する。該研磨層はプリント方式で該クリーナー層に設置する。
上フィルム加工ステップは、該研磨層の最上面に離型層を着脱可能で貼着し該研磨層を保護する。
【発明の効果】
【0009】
本発明のクリーニング力増強のプローブクリーニングシートおよびその製造方法は、以下の利点がある。
該クリーナー層内の各研磨洗浄粒の設置により、プローブ先端が挿入された後、プローブ先端および側辺が各研磨洗浄粒に含まれる各洗浄分子粒によって汚れを取り除き、クリーナー層のシリコンゴム上に転写される。それによって確実且つ徹底的にプローブ先端表面および側辺の表面をしっかりと洗浄する。故に本発明は実用性および進歩性を有すると言え、産業界で推進され、一般に公開されるべきものであると言える。
【図面の簡単な説明】
【0010】
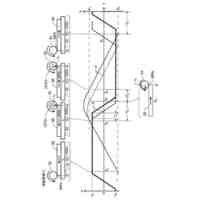
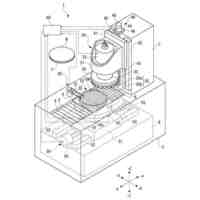
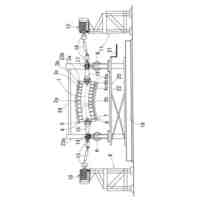
本発明の立体指示図である。
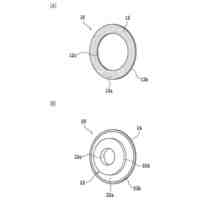
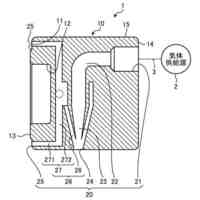
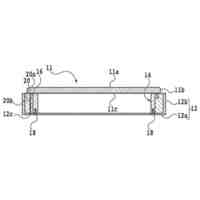
図1のII-II線断面指示図である。
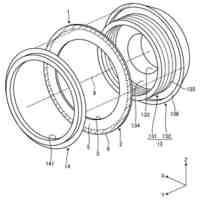
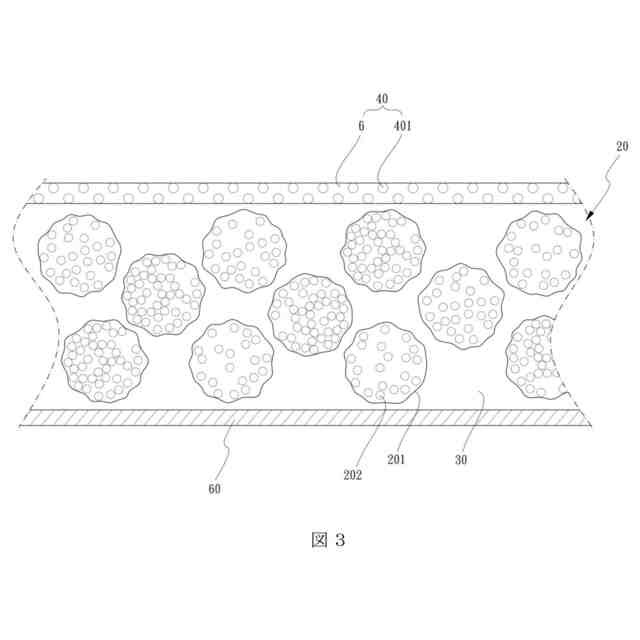
図2の局部拡大指示図である。
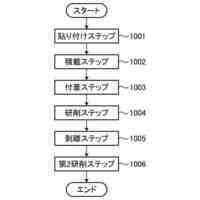
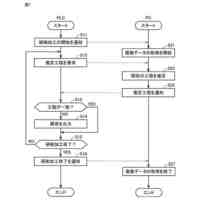
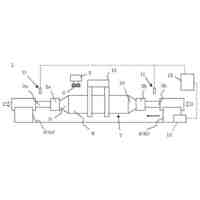
本発明のステップブロックダイアグラム図である。
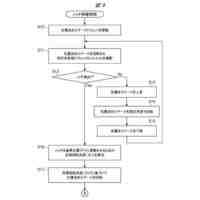
本発明のステップフローチャート図である。
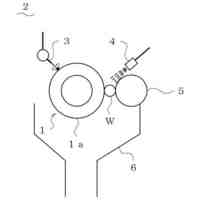
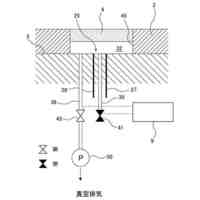
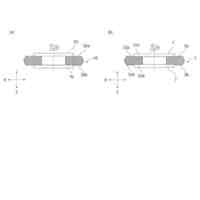
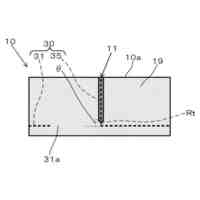
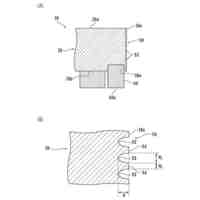
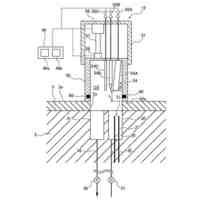
本発明のプローブがクリーナー層に挿入された後の使用状態指示図である。
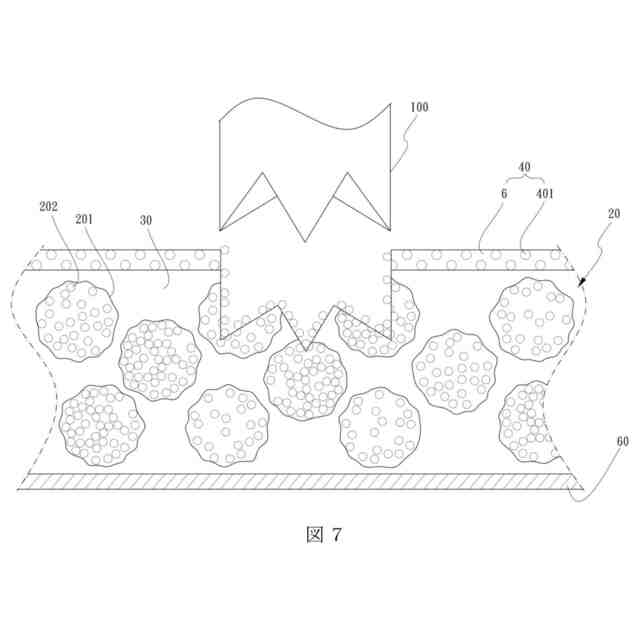
本発明プローブが抜けた後の使用状態指示図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
15日前
株式会社タカトリ
研削装置
27日前
トヨタ自動車株式会社
外径測定方法
19日前
株式会社荏原製作所
研磨装置
15日前
株式会社ディスコ
加工具
28日前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社トクピ製作所
研削方法
1か月前
株式会社ディスコ
加工方法
1か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研磨装置
26日前
株式会社ディスコ
研削装置
5日前
学校法人 中央大学
表面処理方法
26日前
株式会社ディスコ
研削装置
2か月前
NTN株式会社
異常検知システム
1か月前
株式会社ディスコ
砥石
1か月前
株式会社荏原製作所
透明液充填方法
15日前
日本電気硝子株式会社
ガラス板の製造方法
18日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
研削装置
2か月前
ニッタ・デュポン株式会社
研磨布
1か月前
株式会社ディスコ
切削ブレード
1か月前
株式会社尼崎工作所
研磨ブラシ
26日前
株式会社ナノテム
砥石及びその製造方法
1か月前
株式会社ディスコ
加工方法
26日前
株式会社ディスコ
ブレード着脱具
1か月前
株式会社ディスコ
加工工具
18日前
株式会社ディスコ
研削砥石
1か月前
株式会社多聞
基板厚測定装置及び基板厚測定方法
18日前
株式会社BBS金明
ウェハ研磨装置
19日前
信越半導体株式会社
円筒研削機および円筒研削方法
1か月前
株式会社ディスコ
研削ホイール
15日前
株式会社荏原製作所
研磨装置および研磨方法
15日前
株式会社ディスコ
保持テーブル
28日前
株式会社ディスコ
被加工物の処理方法
1か月前
マコー株式会社
ノズル体
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ