TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007834
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109487
出願日
2023-07-03
発明の名称
基板厚測定装置及び基板厚測定方法
出願人
株式会社多聞
代理人
個人
,
個人
,
個人
主分類
B24B
37/013 20120101AFI20250109BHJP(研削;研磨)
要約
【課題】
測定対象の基板の種類によらず、安定して正確に基板の厚さを測定することが可能な基板厚測定装置及び基板厚測定方法を提供する。
【解決手段】
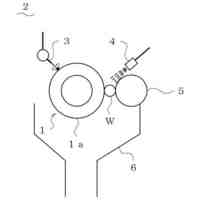
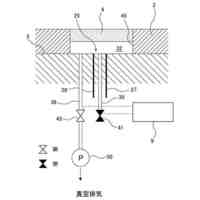
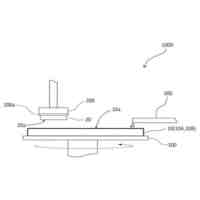
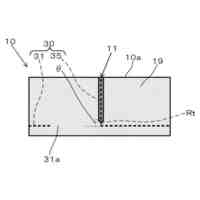
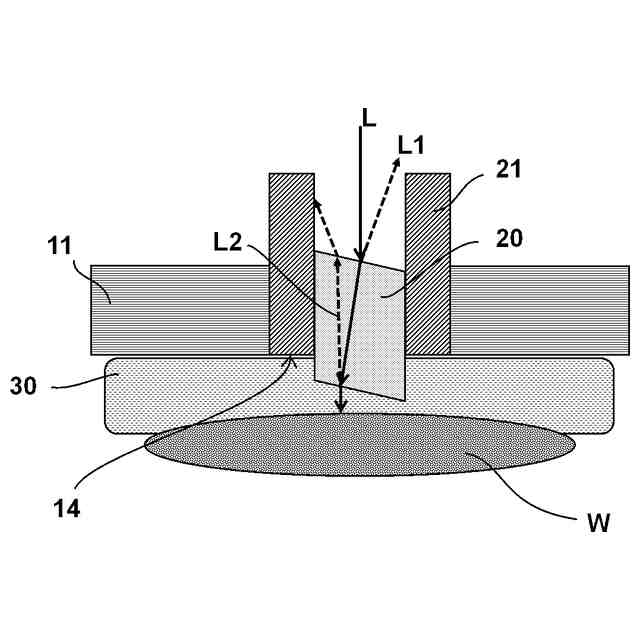
定盤に貼り付けられた研磨布に基板を摺接することで前記基板の表面を研磨する基板研磨装置に設置して、研磨中の前記基板に波長可変レーザー光を照射して前記基板の表面からの反射光と裏面からの反射光との干渉に基づいて前記基板の厚さを測定するための基板厚測定装置であって、波長可変レーザー光源と、前記基板へ照射する前記波長可変レーザー光及び前記基板からの反射光が通過する観察窓と、光検出器と、分析部とを備え、前記観察窓の表面は前記波長可変レーザー光の光軸に対して垂直から傾斜した面である基板厚測定装置。
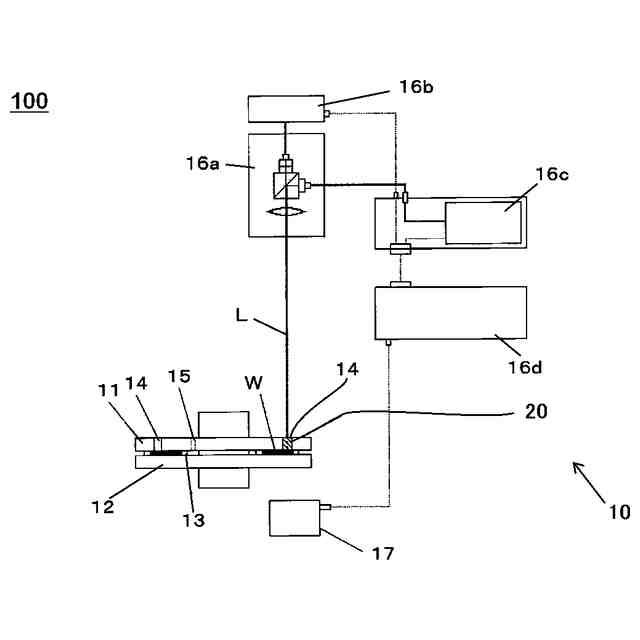
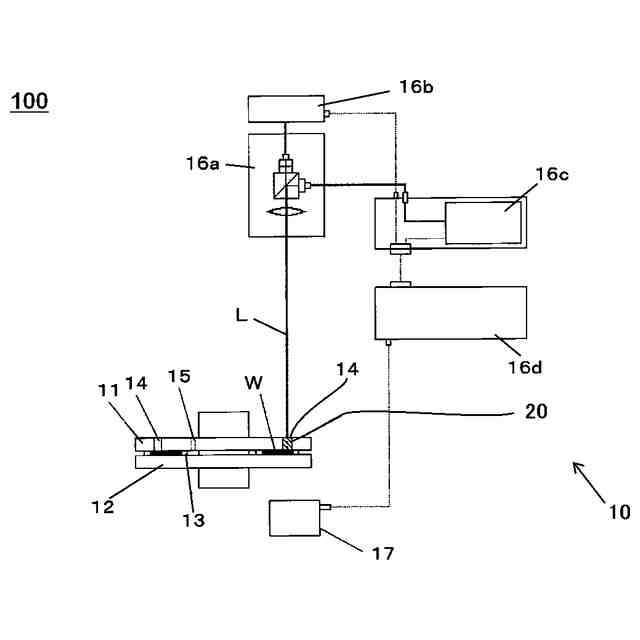
【選択図】図1
特許請求の範囲
【請求項1】
定盤に貼り付けられた研磨布に基板を摺接することで前記基板の表面を研磨する基板研磨装置に設置して、研磨中の前記基板に波長可変レーザー光を照射して前記基板の表面からの反射光と裏面からの反射光との干渉に基づいて前記基板の厚さを測定するための基板厚測定装置であって、
波長可変レーザー光源と、前記基板へ照射する前記波長可変レーザー光及び前記基板からの反射光が通過する観察窓と、光検出器と、分析部とを備え、
前記観察窓の表面は前記波長可変レーザー光の光軸に対して垂直から傾斜した面であることを特徴とする基板厚測定装置。
続きを表示(約 1,100 文字)
【請求項2】
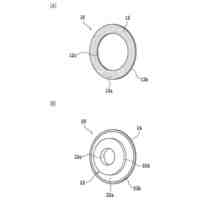
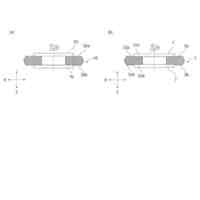
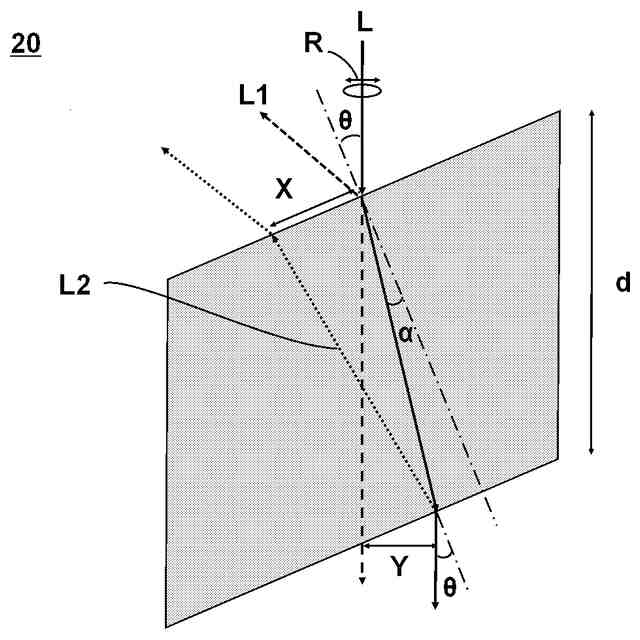
前記観察窓の前記波長可変レーザー光の入射方向の長さをd(mm)、前記観察窓の表面の前記波長可変レーザー光の光軸に対する垂直面からの傾斜角度をθ(°)、前記観察窓の屈折率をn、前記波長可変レーザー光のスポット直径をR(mm)としたとき、
d×(cosθ)
2
×sinθ/n>R/2
を満たすものであることを特徴とする請求項1に記載の基板厚測定装置。
【請求項3】
前記波長可変レーザー光は、中心波長が1100-1400nm、可変波長幅が50nm以上のものであることを特徴とする請求項1に記載の基板厚測定装置。
【請求項4】
前記観察窓はサファイア、ダイヤモンドのいずれかからなるものであることを特徴とする請求項1に記載の基板厚測定装置。
【請求項5】
請求項1から4のいずれか一項に記載の基板厚測定装置が設置されたものであることを特徴とする基板研磨装置。
【請求項6】
定盤に貼り付けられた研磨布に基板を摺接することで前記基板の表面を研磨する基板研磨装置に設置して、研磨中の前記基板に波長可変レーザー光を照射して前記基板の表面からの反射光と裏面からの反射光との干渉に基づいて前記基板の厚さを測定する基板厚測定方法であって、
前記波長可変レーザー光の光路に、前記波長可変レーザー光の光軸に対する垂直面から傾斜させた表面を有する観察窓を設置して前記基板に前記波長可変レーザー光を照射することを特徴とする基板厚測定方法。
【請求項7】
前記観察窓の前記波長可変レーザー光の入射方向の長さをd(mm)、前記観察窓の表面の前記波長可変レーザー光の光軸に対する垂直面からの傾斜角度をθ(°)、前記観察窓の屈折率をn、前記波長可変レーザー光のスポット直径をR(mm)としたとき、
d×(cosθ)
2
×sinθ/n>R/2
を満たす傾斜角度θとすることを特徴とする請求項6に記載の基板厚測定方法。
【請求項8】
前記可変波長レーザー光として、中心波長が1100-1400nm、可変波長幅が50nm以上のものを用いることを特徴とする請求項6に記載の基板厚測定方法。
【請求項9】
前記観察窓としてサファイア、ダイヤモンドのいずれかからなるものを用いることを特徴とする請求項6に記載の基板厚測定方法。
【請求項10】
前記基板として抵抗率が10mΩ・cm以下のものを用いることを特徴とする請求項6に記載の基板厚測定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板厚測定装置及び基板厚測定方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体ウェーハの製造方法として、シリコンウェーハの製造方法を例に説明すると、例えば、先ず、チョクラルスキー法(CZ法)等によってシリコン単結晶インゴットを成長し、得られたシリコン単結晶インゴットをスライスしてシリコンウェーハを作製した後、このシリコンウェーハに対して面取り、ラッピング、エッチング等の各工程が順次なされ、次いで少なくともウェーハの一主面を鏡面化する研磨工程が施される。
【0003】
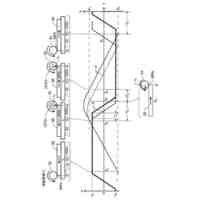
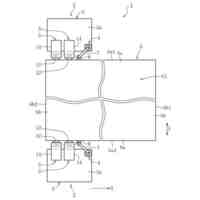
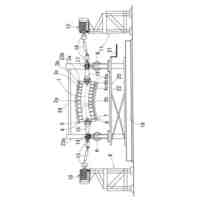
このウェーハの研磨工程において、例えばシリコンウェーハの両面を研磨する場合に、両面研磨装置が用いられることがある。このような両面研磨装置としては、通常、中心部のサンギヤと外周部のインターナルギヤの間にウェーハを保持するキャリアが配置された遊星歯車構造を有するいわゆる4ウェイ方式の両面研磨装置が用いられている。
【0004】
この4ウェイ方式の両面研磨装置は、ウェーハ保持孔が形成された複数のキャリアにシリコンウェーハを挿入・保持し、保持されたシリコンウェーハの上方から研磨スラリーを供給しながら、ウェーハの対向面に研磨布が貼付された上定盤及び下定盤を各ウェーハの表裏面に押し付けて相対方向に回転させ、それと同時にキャリアを中心部のサンギヤとインターナルギヤとによって自転及び公転させることで、シリコンウェーハの両面を同時に研磨することができるものである。
【0005】
しかし、上述のような両面研磨装置を用いて研磨を行っても、ウェーハの研磨速度は、研磨布、キャリア等の加工治具、材料の劣化により、研磨のたびに異なってしまう。このため、研磨時間を固定して研磨を行うと、研磨速度の違いに起因する研磨後のウェーハの厚さが異なってくるという問題があった。このような問題を解決するための装置として、レーザー光を用いて研磨中のウェーハの厚さを測定しながら研磨を行う両面研磨装置が知られている(例えば特許文献1、2)。
【先行技術文献】
【特許文献】
【0006】
特開2010-034462号公報
特開2017-011099号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
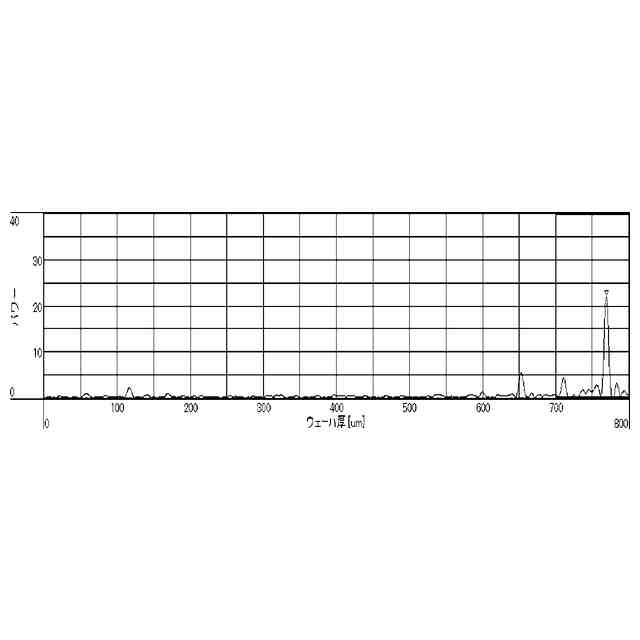
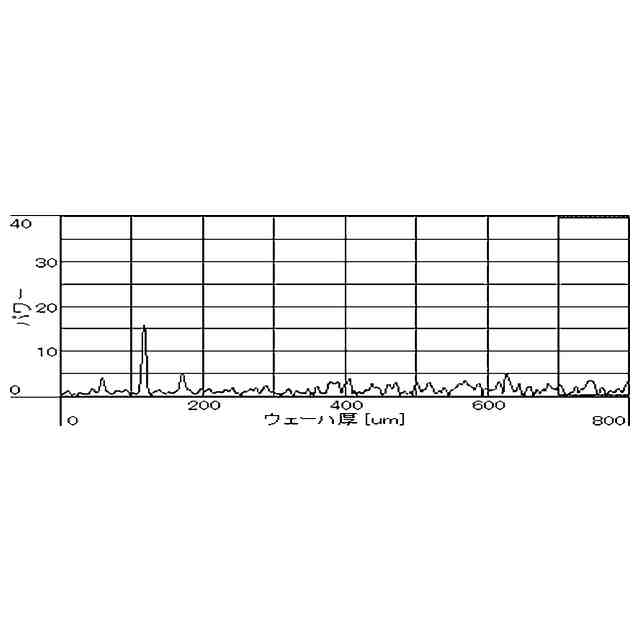
従来の基板厚測定装置を用いて基板厚を測定しながら基板の研磨を行うと、研磨対象とする基板によっては、測定すべき信号がノイズに隠れてしまい正確な測定ができなくなることがあった。このような現象は、例えば、シリコンウェーハの場合、不純物のドープ量が大きな(抵抗率の低い)もので顕著であり、ウェーハにおけるレーザー光の吸収率が高くなることで測定すべき信号がノイズに隠れてしまうことにより、測定の精度が低下したり測定そのものができなくなったりすると考えられる。
【0008】
本発明は、上記問題を解決するためになされたものであり、測定対象の基板の種類によらず、安定して正確に基板の厚さを測定することが可能な基板厚測定装置及び基板厚測定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
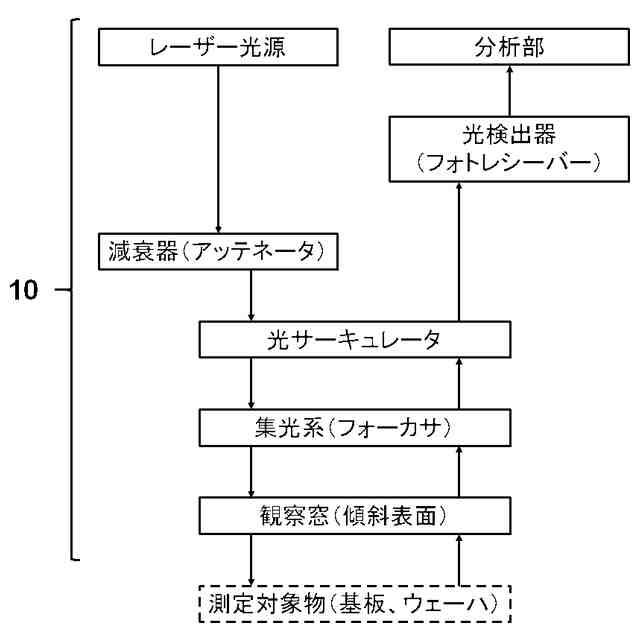
本発明は、上記目的を達成するためになされたものであり、定盤に貼り付けられた研磨布に基板を摺接することで前記基板の表面を研磨する基板研磨装置に設置して、研磨中の前記基板に波長可変レーザー光を照射して前記基板の表面からの反射光と裏面からの反射光との干渉に基づいて前記基板の厚さを測定するための基板厚測定装置であって、波長可変レーザー光源と、前記基板へ照射する前記波長可変レーザー光及び前記基板からの反射光が通過する観察窓と、光検出器と、分析部とを備え、前記観察窓の表面は前記波長可変レーザー光の光軸に対して垂直から傾斜した面である基板厚測定装置を提供する。
【0010】
このような基板厚測定装置によれば、測定対象の基板の種類によらず、安定して高精度で基板の厚さを測定することが可能なものとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社多聞
基板厚測定装置及び基板厚測定方法
1か月前
個人
両軸回転ヤスリ
1か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社IHI
ブラストガン
10日前
株式会社ディスコ
加工装置
3日前
リックス株式会社
ドライアイス噴射装置
24日前
信越半導体株式会社
洗浄処理装置
24日前
株式会社荏原製作所
研磨装置
14日前
株式会社荏原製作所
研磨装置
10日前
株式会社荏原製作所
研磨装置
17日前
株式会社荏原製作所
研磨装置
1か月前
株式会社ディスコ
加工具
1か月前
株式会社トクピ製作所
研削方法
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社ディスコ
研削装置
18日前
学校法人 中央大学
表面処理方法
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
研削装置
25日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
26日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
2か月前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社荏原製作所
透明液充填方法
1か月前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
砥石
2か月前
NTN株式会社
異常検知システム
2か月前
ニッタ・デュポン株式会社
研磨布
10日前
株式会社尼崎工作所
研磨ブラシ
1か月前
株式会社ディスコ
切削ブレード
2か月前
ニッタ・デュポン株式会社
研磨布
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社ナノテム
砥石及びその製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ