TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025003057
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103516
出願日
2023-06-23
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
41/06 20120101AFI20241226BHJP(研削;研磨)
要約
【課題】支持基板にエッジロールオフ領域が形成されたとしても複合ウェーハの状態で研削された後のウェーハの厚さばらつきを低減する。
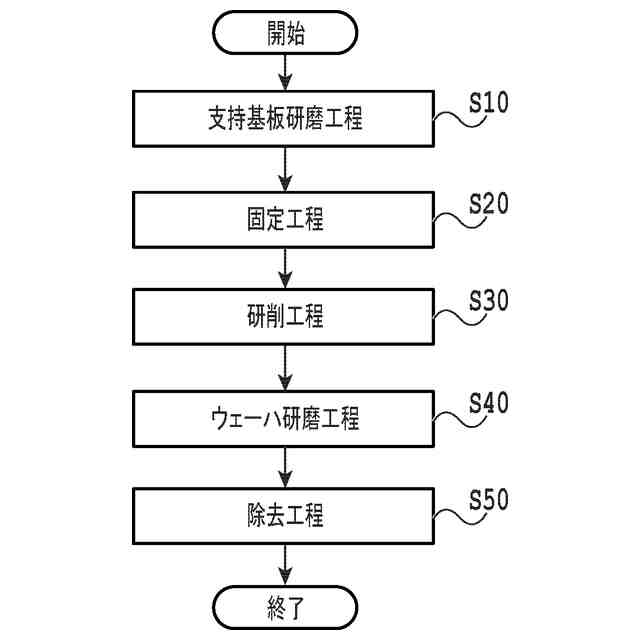
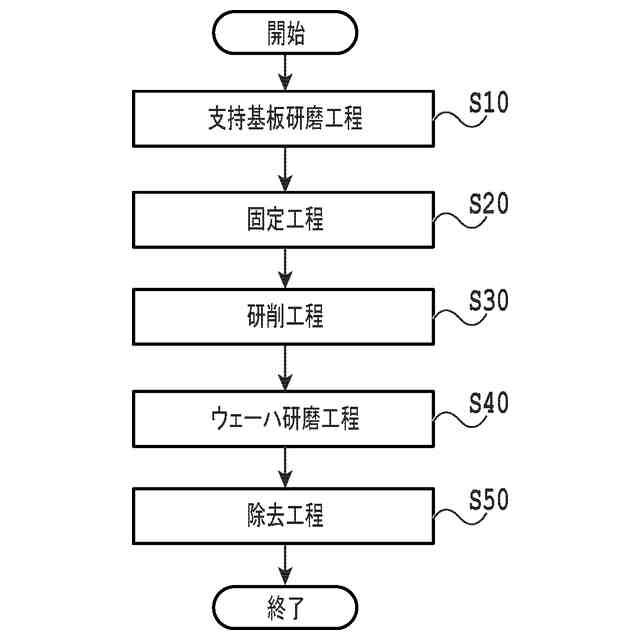
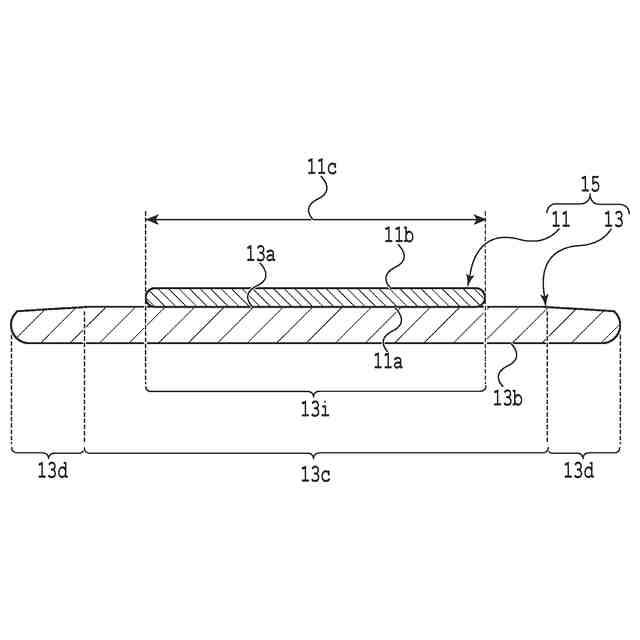
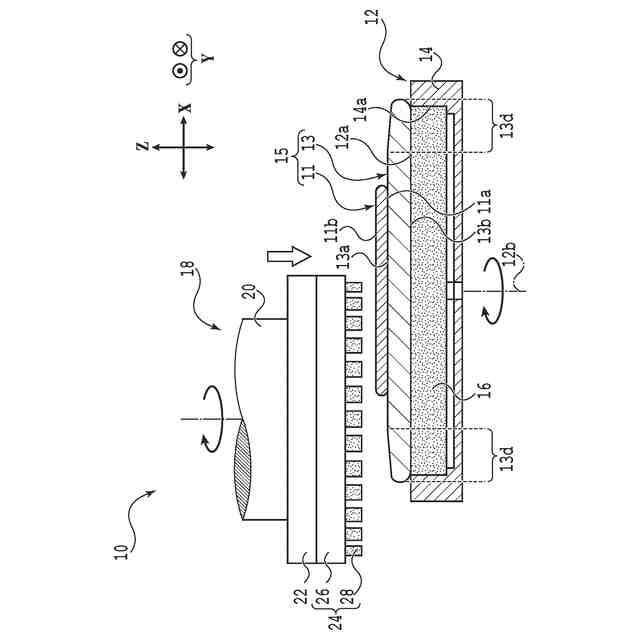
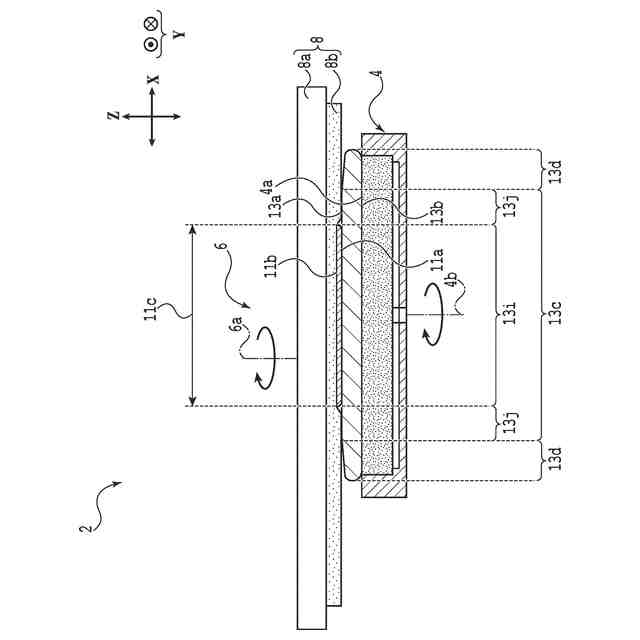
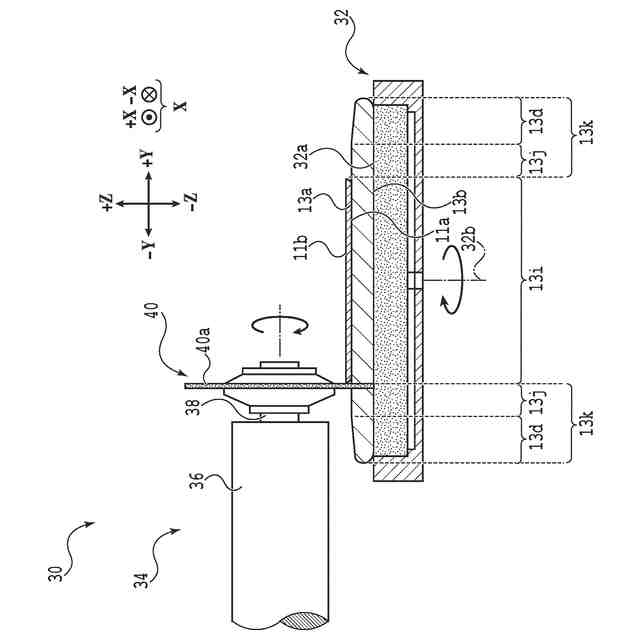
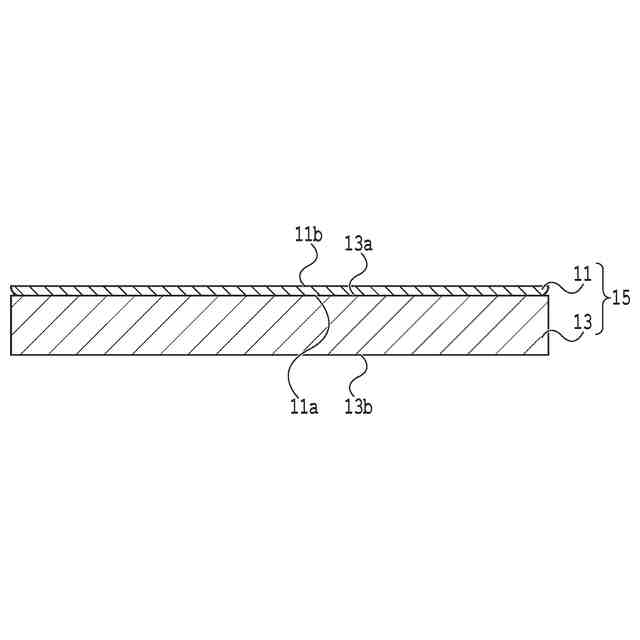
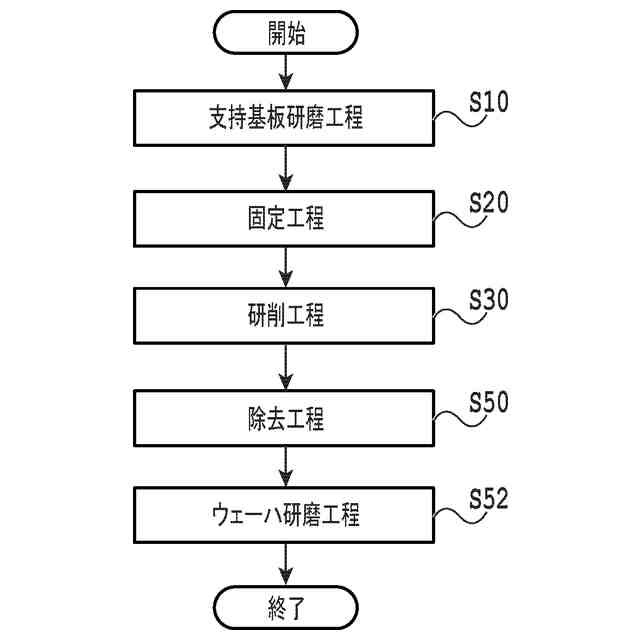
【解決手段】ウェーハを加工する加工方法であって、ウェーハの外径よりも大きい外径を有する支持基板の一面を支持基板よりも大きい外径を有する第1研磨パッドで研磨することにより、支持基板の中央部においてウェーハの外径に対応する径を有する円形領域での厚さばらつきを低減すると共に、円形領域よりも外側にエッジロールオフ領域を形成する支持基板研磨工程と、支持基板研磨工程の後に、支持基板における一面の円形領域のみにウェーハを配置し、支持基板の円形領域とウェーハとを固定する固定工程と、支持基板に固定されたウェーハを研削ホイールで研削する研削工程と、を備える加工方法を提供する。
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハを加工する加工方法であって、
該ウェーハの外径よりも大きい外径を有する支持基板の一面を該支持基板よりも大きい外径を有する第1研磨パッドで研磨することにより、該支持基板の中央部において該ウェーハの外径に対応する径を有する円形領域での厚さばらつきを低減すると共に、該円形領域よりも外側にエッジロールオフ領域を形成する支持基板研磨工程と、
該支持基板研磨工程の後に、該支持基板における該一面の該円形領域のみに該ウェーハを配置し、該支持基板の該円形領域と該ウェーハとを固定する固定工程と、
該支持基板に固定された該ウェーハを研削ホイールで研削する研削工程と、
を備えることを特徴とする加工方法。
続きを表示(約 350 文字)
【請求項2】
該研削工程の後、該ウェーハの外径よりも大きい外径を有する第2研磨パッドで該一面とは反対側に位置する該ウェーハの他面を研磨するウェーハ研磨工程を更に備えることを特徴とする請求項1記載の加工方法。
【請求項3】
該ウェーハ研磨工程の後、該支持基板の径方向において該円形領域よりも外側に位置し且つ該エッジロールオフ領域を含む該支持基板の外周環状領域を除去する除去工程を更に備えることを特徴とする請求項2記載の加工方法。
【請求項4】
該研削工程の後且つ該ウェーハ研磨工程の前、該支持基板の径方向において該円形領域よりも外側に位置し且つ該エッジロールオフ領域を含む該支持基板の外周環状領域を除去する除去工程を更に備えることを特徴とする請求項2記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハを加工する加工方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般的に、デバイスチップを製造する際には、まず、ウェーハの表面に格子状に設定された複数のストリートにより区画された複数の矩形領域の各々にIC(Integrated Circuit)等のデバイスを形成した後、ウェーハの裏面側を研削して薄化する(例えば、特許文献1参照)。次いで、ウェーハをデバイス単位に分割する。
【0003】
ところで、一枚の半導体ウェーハを研削するのではなく、半導体ウェーハと支持基板とが積層された複合ウェーハを作成した上で、半導体ウェーハを研削することもある。具体的には、ウェーハよりも大径の支持基板の一面にウェーハの表面側を固定して複合ウェーハを作成した後、ウェーハの裏面側を研削することがある。
【0004】
このとき、支持基板の厚さばらつきが比較的大きい場合、研削を経たウェーハには、支持基板の厚さばらつきが転写されるという問題がある。そこで、複合ウェーハの作成前に、支持基板の一面を研磨して、ウェーハが固定される当該一面に高い平坦性を付与することが好ましい。
【0005】
支持基板の一面を研磨する際には、例えば、支持基板の径よりも大径の研磨パッドを用いて当該一面を研磨するが、研磨パッドが比較的柔軟であることに起因して、研磨時には、支持基板の一面の外周部が中央部に比べて薄くなる、所謂、外周垂れが形成されることがある。外周垂れは、エッジロールオフ(Edge Roll-off)とも称される。
【0006】
しかし、支持基板の一面のエッジロールオフが形成された領域(以降、エッジロールオフ領域と称する)にウェーハが固定されると、複合ウェーハ形成後の研削において、エッジロールオフ領域の厚さばらつきが半導体ウェーハにも転写されてしまう。
【先行技術文献】
【特許文献】
【0007】
特開2000-173961号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は係る問題点に鑑みてなされたものであり、支持基板にエッジロールオフ領域が形成されたとしても、複合ウェーハの状態で研削された後のウェーハの厚さばらつきを低減することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、ウェーハを加工する加工方法であって、該ウェーハの外径よりも大きい外径を有する支持基板の一面を該支持基板よりも大きい外径を有する第1研磨パッドで研磨することにより、該支持基板の中央部において該ウェーハの外径に対応する径を有する円形領域での厚さばらつきを低減すると共に、該円形領域よりも外側にエッジロールオフ領域を形成する支持基板研磨工程と、該支持基板研磨工程の後に、該支持基板における該一面の該円形領域のみに該ウェーハを配置し、該支持基板の該円形領域と該ウェーハとを固定する固定工程と、該支持基板に固定された該ウェーハを研削ホイールで研削する研削工程と、を備える加工方法が提供される。
【0010】
好ましくは、当該加工方法は、該研削工程の後、該ウェーハの外径よりも大きい外径を有する第2研磨パッドで該一面とは反対側に位置する該ウェーハの他面を研磨するウェーハ研磨工程を更に備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ