TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179757
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098877
出願日
2023-06-16
発明の名称
研削砥石
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24D
7/14 20060101AFI20241219BHJP(研削;研磨)
要約
【課題】加工不良の発生を抑制することが可能な研削砥石を提供する。
【解決手段】被加工物を研削面で研削する研削砥石であって、研削面で露出する第1砥石部と、研削面で露出し第1砥石部よりも破壊靱性が低い第2砥石部と、を備え、研削面における第2砥石部の面積は、研削面の面積の65%以上85%以下である。
【選択図】図3
特許請求の範囲
【請求項1】
被加工物を研削面で研削する研削砥石であって、
該研削面で露出する第1砥石部と、該研削面で露出し該第1砥石部よりも破壊靱性が低い第2砥石部と、を備え、
該研削面における該第2砥石部の面積は、該研削面の面積の65%以上85%以下であることを特徴とする研削砥石。
続きを表示(約 410 文字)
【請求項2】
該第1砥石部は、第1砥粒を含み、
該第2砥石部は、第2砥粒を含み、
該第2砥粒の平均粒径は、該第1砥粒の平均粒径よりも小さいことを特徴とする請求項1に記載の研削砥石。
【請求項3】
該第1砥石部は、第1砥粒を含み、
該第2砥石部は、第2砥粒を含み、
該第2砥粒の集中度は、該第1砥粒の集中度よりも低いことを特徴とする請求項1に記載の研削砥石。
【請求項4】
該第1砥石部は砥粒を含み、
該第2砥石部は砥粒を含まないことを特徴とする請求項1に記載の研削砥石。
【請求項5】
被加工物を研削する研削面を備える研削砥石であって、
該研削面で露出する砥石部と、該研削面で露出する凹部と、を備え、
該研削面における該凹部の面積は、該研削面の面積の65%以上85%以下であることを特徴とする研削砥石。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削砥石に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
複数のデバイスが形成されたウェーハを分割して個片化することにより、デバイスを備えるデバイスチップが製造される。また、所定の基板上に複数のデバイスチップを実装し、デバイスチップを樹脂層(モールド樹脂)で被覆して封止することにより、パッケージ基板が形成される。このパッケージ基板を分割して個片化することにより、パッケージ化された複数のデバイスチップを備えるパッケージデバイスが製造される。デバイスチップやパッケージデバイスは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
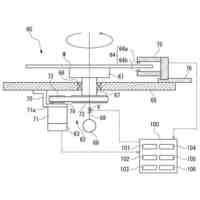
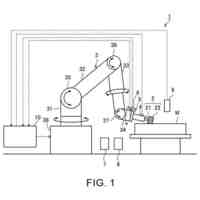
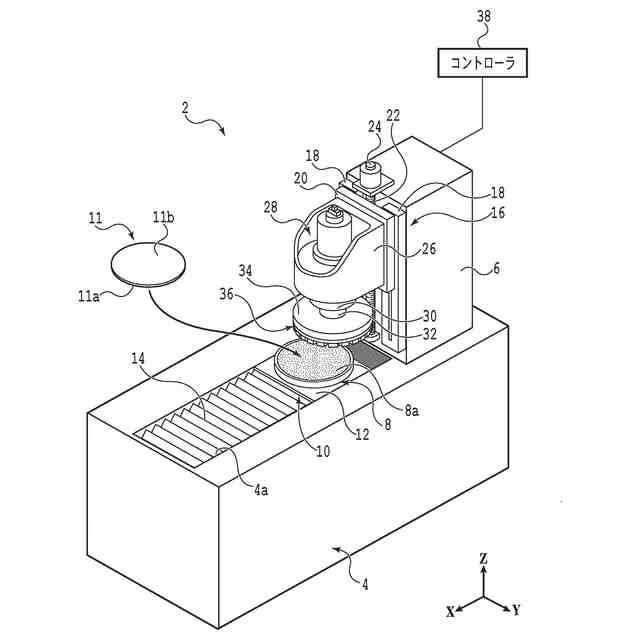
近年では、電子機器の小型化に伴い、デバイスチップやパッケージデバイスの薄型化が求められている。そこで、分割前のウェーハやパッケージ基板を研削装置で研削して薄化する処理が実施されることがある。研削装置は、被加工物を保持するチャックテーブルと、被加工物に研削加工を施す研削ユニットとを備える。研削ユニットはスピンドルを備えており、スピンドルの先端部には複数の研削砥石を有する環状の研削ホイールが装着される。被加工物をチャックテーブルで保持し、チャックテーブル及び研削ホイールを回転させつつ研削砥石の研削面を被加工物に接触させることにより、被加工物が研削される(特許文献1参照)。
【0004】
研削砥石で被加工物を研削すると、研削によって発生した屑(研削屑)が被加工物と研削砥石との間に入り込み、研削砥石による被加工物の研削が阻害されることがある。そこで、研削加工中は、被加工物及び研削砥石に純水等の液体(研削液)が供給され、研削液によって研削屑が洗い流される。また、研削砥石による被加工物の研削を継続すると、研削砥石が摩耗し、研削砥石の研削面側にチップポケットと称される凹部(窪み)が形成される。このチップポケットが研削屑の排出路として機能し、被加工物と研削砥石との間に入り込んだ研削屑がチップポケットを介して排出される。
【0005】
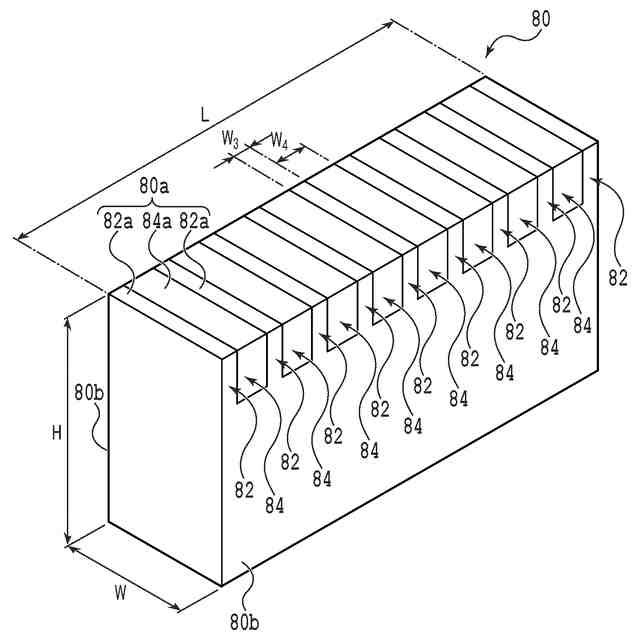
しかしながら、被加工物の材質、研削砥石の材質、研削条件等によっては、研削砥石にチップポケットが形成されにくく、研削屑の排出が滞ることがある。そこで、2種類の板状の砥石部材を積層することによって研削砥石を形成する手法が提案されている(特許文献2参照)。この研削砥石を用いると、砥石部材の積層構造に対応する凹部(チップポケット)が研削砥石の研削面側に形成されやすくなり、研削屑の排出が促進される。
【先行技術文献】
【特許文献】
【0006】
特開2000-288881号公報
特開2016-168660号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、2種類の砥石部材が積層された研削砥石を用いることにより、凹部(チップポケット)の形成が促進される。しかしながら、砥石部材の積層構造(層数、厚さ等)によっては、チップポケットが所望の範囲及び頻度で形成されるに至らず、研削屑の排出が不十分になることがある。そして、研削屑の排出が滞ると、被加工物と研削砥石との間に入り込んだ研削屑によって研削砥石の研削能力が低下し、研削中に被加工物及び研削砥石にかかる荷重(研削荷重)が増大する。これにより、被加工物に面焼けやチッピング等の加工不良が生じやすくなる。
【0008】
本発明は、かかる問題に鑑みてなされたものであり、加工不良の発生を抑制することが可能な研削砥石の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、被加工物を研削面で研削する研削砥石であって、該研削面で露出する第1砥石部と、該研削面で露出し該第1砥石部よりも破壊靱性が低い第2砥石部と、を備え、該研削面における該第2砥石部の面積は、該研削面の面積の65%以上85%以下である研削砥石が提供される。
【0010】
なお、好ましくは、該第1砥石部は、第1砥粒を含み、該第2砥石部は、第2砥粒を含み、該第2砥粒の平均粒径は、該第1砥粒の平均粒径よりも小さい。また、好ましくは、該第1砥石部は、第1砥粒を含み、該第2砥石部は、第2砥粒を含み、該第2砥粒の集中度は、該第1砥粒の集中度よりも低い。また、好ましくは、該第1砥石部は砥粒を含み、該第2砥石部は砥粒を含まない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
板状物の処理方法
3日前
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
4日前
株式会社村田製作所
切削装置
26日前
不二空機株式会社
可搬型動力工具
26日前
株式会社ニッチュー
ブラスト装置
3日前
株式会社リブラ
ブラスト加工装置
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
シンクス株式会社
ボード切断装置
1か月前
株式会社ディスコ
砥石
24日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
オークマ株式会社
円筒研削盤
16日前
株式会社精工技研
研磨装置および研磨方法
3か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社ディスコ
加工方法
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
株式会社東京精密
ワーク加工装置
2か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社IHI
加工方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ