TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010814
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113045
出願日
2023-07-10
発明の名称
渦流探傷方法及び渦流探傷装置
出願人
日鉄鋼管株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01N
27/90 20210101AFI20250116BHJP(測定;試験)
要約
【課題】異なる肉厚毎に探傷感度を校正することなく、精度良く渦流探傷可能な渦流探傷装置等を提供する。
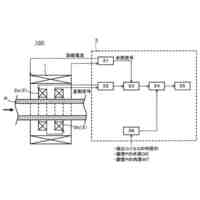
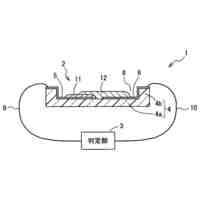
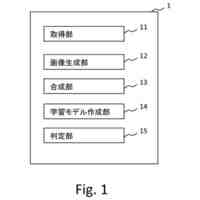
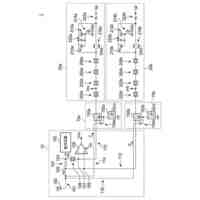
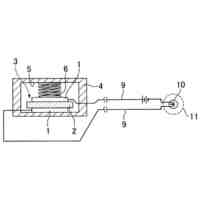
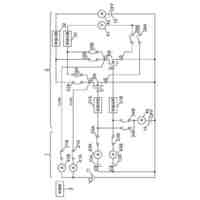
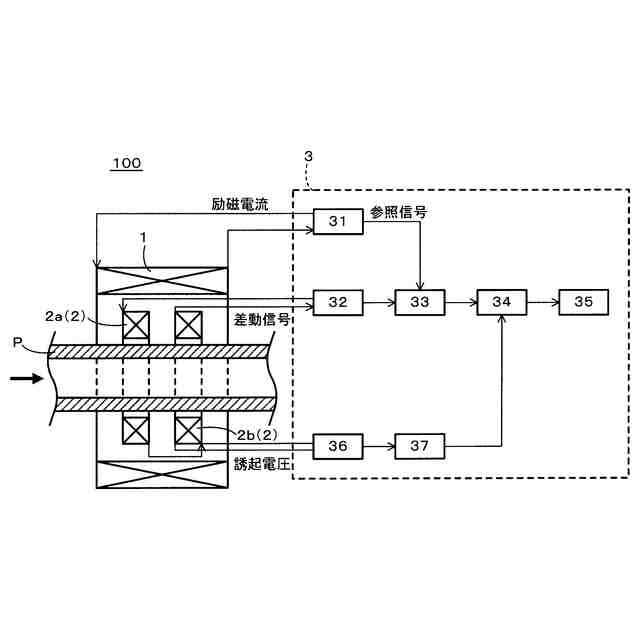
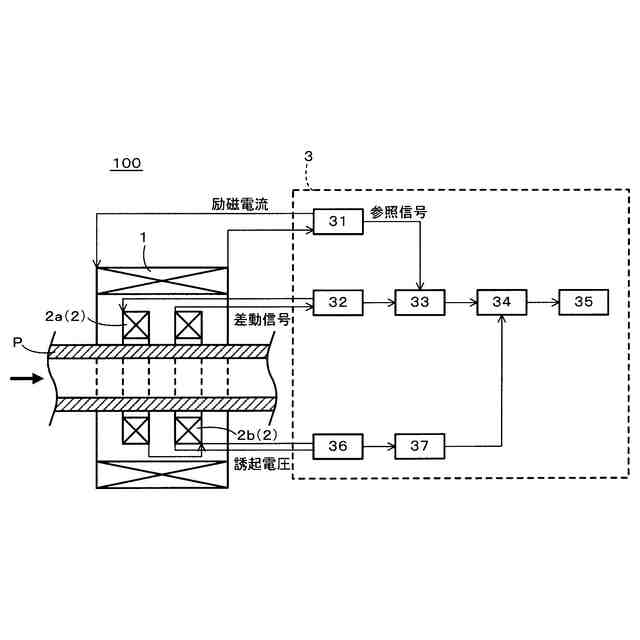
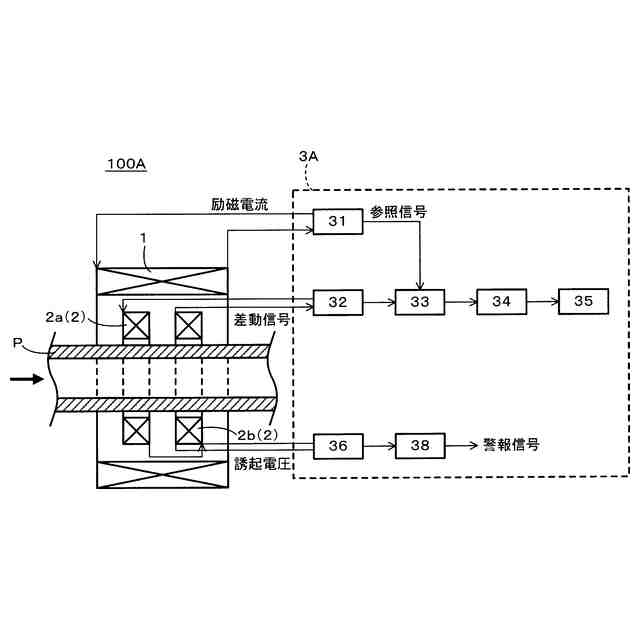
【解決手段】渦流探傷装置100は、一対の検出コイル2a、2bと、探傷器3と、を備える。探傷器には、複数の校正用電縫鋼管を用いて予め取得された、一方の検出コイル2bに誘起される誘起電圧と、人工欠陥に対応する差動信号である欠陥信号の大きさとの関係が記憶され、探傷器には、1つの校正用電縫鋼管を用いて、予め検出された誘起電圧が記憶されていると共に、予め校正された探傷感度が設定され、探傷器は、電縫鋼管Pについて検出した誘起電圧と、校正用電縫鋼管について記憶されている誘起電圧と、関係とに基づき、設定されている探傷感度を補正する探傷感度補正ステップと、探傷感度補正ステップで補正した探傷感度を用いて、電縫鋼管に存在する欠陥を検出する欠陥検出ステップと、を実行する。
【選択図】 図1
特許請求の範囲
【請求項1】
管状に成形された板材の端部同士を突き合わせて溶接することで、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を製造する造管工程において、前記電縫鋼管に交流磁界を作用させることで前記電縫鋼管に生じた渦電流を、前記電縫鋼管が貫通する一対の検出コイルを用いて検出することで得られる差動信号に基づき、前記電縫鋼管に存在する欠陥を検出する渦流探傷方法であって、
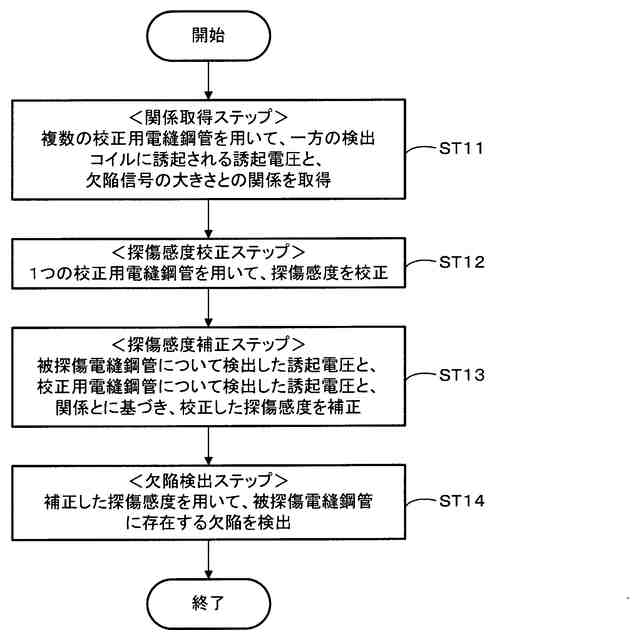
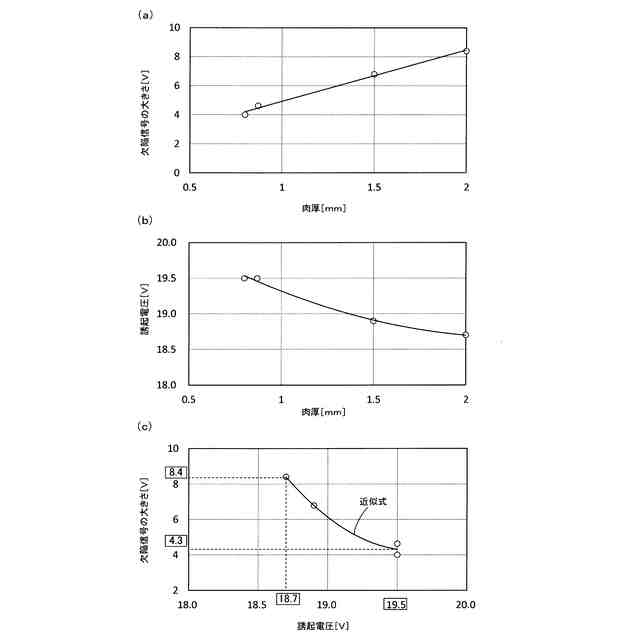
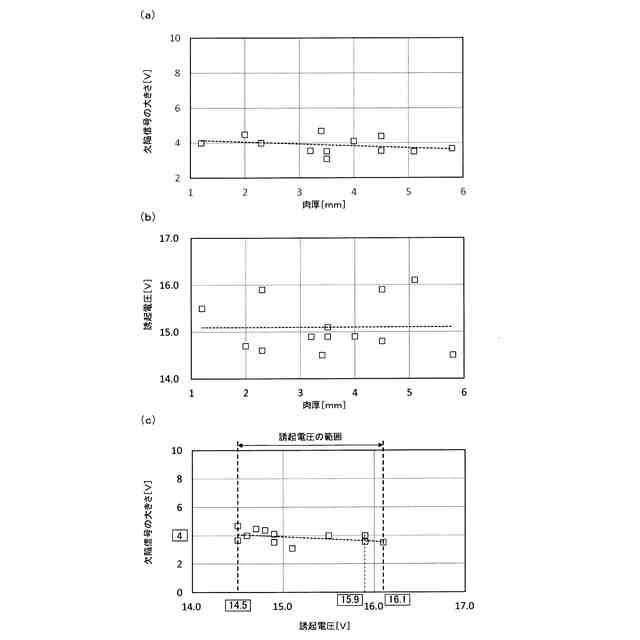
前記電縫鋼管の前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用電縫鋼管を用いて、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係を取得する関係取得ステップと、
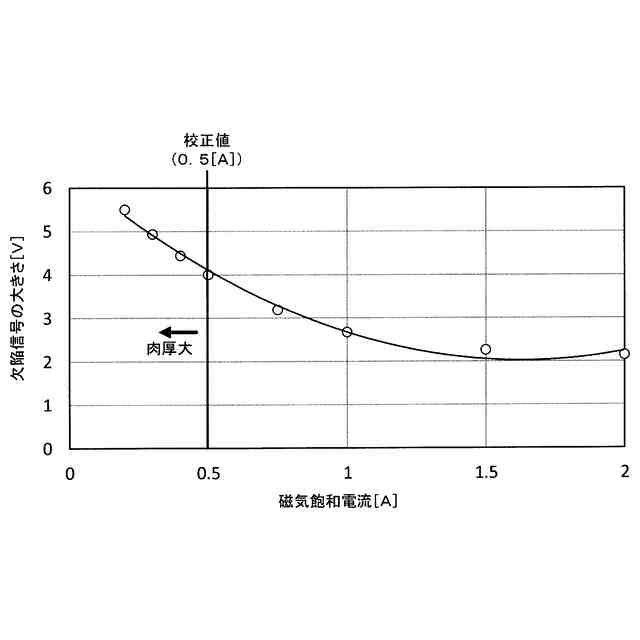
1つの前記校正用電縫鋼管を用いて、探傷感度を校正する探傷感度校正ステップと、
前記電縫鋼管について検出した前記誘起電圧と、前記探傷感度校正ステップで用いた前記校正用電縫鋼管について検出した前記誘起電圧と、前記関係取得ステップで取得した前記関係とに基づき、前記探傷感度校正ステップで校正した前記探傷感度を補正する探傷感度補正ステップと、
前記探傷感度補正ステップで補正した前記探傷感度を用いて、前記電縫鋼管に存在する欠陥を検出する欠陥検出ステップと、を有する、
ことを特徴とする渦流探傷方法。
続きを表示(約 3,200 文字)
【請求項2】
管状に成形された板材の端部同士を突き合わせて溶接することで、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を製造する造管工程において、前記電縫鋼管に交流磁界を作用させることで前記電縫鋼管に生じた渦電流を、前記電縫鋼管が貫通する一対の検出コイルを用いて検出することで得られる差動信号に基づき、前記電縫鋼管に存在する欠陥を検出する渦流探傷方法であって、
前記電縫鋼管の前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用電縫鋼管を用いて、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係を取得し、前記欠陥信号の大きさが所定範囲内にある前記誘起電圧の範囲を特定する誘起電圧範囲特定ステップと、
1つの前記校正用電縫鋼管を用いて、探傷感度を校正する探傷感度校正ステップと、
前記電縫鋼管について検出した前記誘起電圧が、前記誘起電圧範囲特定ステップで特定した前記誘起電圧の範囲内にあるか否かを判定する判定ステップと、
前記判定ステップにおいて、前記電縫鋼管について検出した前記誘起電圧が、前記誘起電圧範囲特定ステップで特定した前記誘起電圧の範囲内にあると判定された場合に、前記探傷感度校正ステップで校正した前記探傷感度を用いて、前記電縫鋼管に存在する欠陥を検出する欠陥検出ステップと、を有する、
ことを特徴とする渦流探傷方法。
【請求項3】
管状に成形された板材の端部同士を突き合わせて溶接することで、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を製造する造管工程において、前記電縫鋼管を渦流探傷する渦流探傷装置であって、
前記電縫鋼管が貫通し、前記電縫鋼管に交流磁界を作用させることで前記電縫鋼管に生じた渦電流を検出する一対の検出コイルと、
前記一対の検出コイルで渦電流を検出することで得られる差動信号に基づき、前記電縫鋼管に存在する欠陥を検出する探傷器と、を備え、
前記探傷器には、前記電縫鋼管の前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用電縫鋼管を用いて予め取得された、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係が記憶され、
前記探傷器には、1つの前記校正用電縫鋼管を用いて、予め検出された前記誘起電圧が記憶されていると共に、予め校正された探傷感度が設定され、
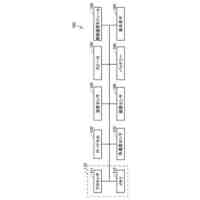
前記探傷器は、
前記電縫鋼管について検出した前記誘起電圧と、前記校正用電縫鋼管について記憶されている前記誘起電圧と、前記関係とに基づき、前記設定されている前記探傷感度を補正する探傷感度補正ステップと、
前記探傷感度補正ステップで補正した前記探傷感度を用いて、前記電縫鋼管に存在する欠陥を検出する欠陥検出ステップと、を実行する、
ことを特徴とする渦流探傷装置。
【請求項4】
管状に成形された板材の端部同士を突き合わせて溶接することで、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を製造する造管工程において、前記電縫鋼管を渦流探傷する渦流探傷装置であって、
前記電縫鋼管が貫通し、前記電縫鋼管に交流磁界を作用させることで前記電縫鋼管に生じた渦電流を検出する一対の検出コイルと、
前記一対の検出コイルで渦電流を検出することで得られる差動信号に基づき、前記電縫鋼管に存在する欠陥を検出する探傷器と、を備え、
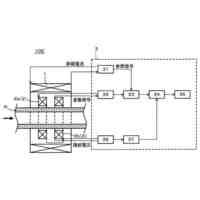
前記探傷器には、前記電縫鋼管の前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用電縫鋼管を用いて予め取得された、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係に基づき特定された、前記欠陥信号の大きさが所定範囲内にある前記誘起電圧の範囲が記憶され、
前記探傷器には、1つの前記校正用電縫鋼管を用いて予め校正された探傷感度が設定され、
前記探傷器は、
前記電縫鋼管について検出した前記誘起電圧が、記憶されている前記誘起電圧の範囲内にあるか否かを判定する判定ステップと、
前記判定ステップにおいて、前記電縫鋼管について検出した前記誘起電圧が、記憶されている前記誘起電圧の範囲内にあると判定された場合に、設定されている前記探傷感度を用いて、前記電縫鋼管に存在する欠陥を検出する欠陥検出ステップと、を実行する、
ことを特徴とする渦流探傷装置。
【請求項5】
ダイスとプラグ又はマンドレルとを用いて冷間抽伸工程が実行された、所定の外径範囲に亘る外径及び所定の肉厚範囲に亘る肉厚を有する鋼管に交流磁界を作用させることで前記鋼管に生じた渦電流を、前記鋼管が貫通する一対の検出コイルを用いて検出することで得られる差動信号に基づき、前記鋼管に存在する欠陥を検出する渦流探傷方法であって、
前記鋼管の前記外径範囲にある互いに異なる外径及び前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用鋼管を用いて、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係を取得する関係取得ステップと、
1つの前記校正用鋼管を用いて、探傷感度を校正する探傷感度校正ステップと、
前記鋼管について検出した前記誘起電圧と、前記探傷感度校正ステップで用いた前記校正用鋼管について検出した前記誘起電圧と、前記関係取得ステップで取得した前記関係とに基づき、前記探傷感度校正ステップで校正した前記探傷感度を補正する探傷感度補正ステップと、
前記探傷感度補正ステップで補正した前記探傷感度を用いて、前記鋼管に存在する欠陥を検出する欠陥検出ステップと、を有する、
ことを特徴とする渦流探傷方法。
【請求項6】
ダイスとプラグ又はマンドレルとを用いて冷間抽伸工程が実行された、所定の外径範囲に亘る外径及び所定の肉厚範囲に亘る肉厚を有する鋼管を渦流探傷する渦流探傷装置であって、
前記鋼管が貫通し、前記鋼管に交流磁界を作用させることで前記鋼管に生じた渦電流を検出する一対の検出コイルと、
前記一対の検出コイルで渦電流を検出することで得られる差動信号に基づき、前記鋼管に存在する欠陥を検出する探傷器と、を備え、
前記探傷器には、前記鋼管の前記外径範囲にある互いに異なる外径及び前記肉厚範囲にある互いに異なる肉厚をそれぞれ有し、互いに同一寸法の人工欠陥がそれぞれ設けられた複数の校正用鋼管を用いて予め取得された、前記一対の検出コイルのうちの何れか一方の検出コイルに誘起される誘起電圧と、前記人工欠陥に対応する前記差動信号である欠陥信号の大きさとの関係が記憶され、
前記探傷器には、1つの前記校正用鋼管を用いて、予め検出された前記誘起電圧が記憶されていると共に、予め校正された探傷感度が設定され、
前記探傷器は、
前記鋼管について検出した前記誘起電圧と、前記校正用鋼管について記憶されている前記誘起電圧と、前記関係とに基づき、前記設定されている前記探傷感度を補正する探傷感度補正ステップと、
前記探傷感度補正ステップで補正した前記探傷感度を用いて、前記鋼管に存在する欠陥を検出する欠陥検出ステップと、を実行する、
ことを特徴とする渦流探傷装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電縫鋼管の溶接部等に存在する欠陥を、電縫鋼管を製造する造管工程において検出する渦流探傷方法及び渦流探傷装置に関する。特に、本発明は、造管工程において電縫鋼管の肉厚が所定の肉厚範囲において変化しても、異なる肉厚毎に探傷感度を校正することなく、精度良く渦流探傷可能な渦流探傷方法及び渦流探傷装置に関する。また、本発明は、冷間抽伸工程が実行された鋼管に存在する欠陥を検出する渦流探傷方法及び渦流探傷装置に関する。特に、本発明は、冷間抽伸工程が実行された鋼管の外径及び肉厚がそれぞれ所定の外径範囲及び所定の肉厚範囲において変化しても、異なる外径及び肉厚毎に探傷感度を校正することなく、精度良く渦流探傷可能な渦流探傷方法及び渦流探傷装置に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
電縫鋼管(電気抵抗溶接鋼管、ERW鋼管ともいう)は、公知のように、造管工程において、コイルから巻き出された板材(フープ材と称される)をロールで管状に成形し、管状に成形された板材の端部同士を突き合わせて電気抵抗溶接することで製造される。この電気抵抗溶接は、高周波電力が印加されたインダクションコイルを用いて、板材の端部に渦電流を生成し、この渦電流によって加熱(誘導加熱)された板材の端部をロールで圧接する方法である。電気抵抗溶接によって鋼管の内外面に押し出された溶鋼は、冷却してビードとして鋼管に残存するため、このビードは溶接直後に切削工具で切削される。
【0003】
上記の造管工程で得られた電縫鋼管には、二次加工工程として、一般的に、冷間抽伸工程が実行される。冷間抽伸工程は、鋼管内にプラグやマンドレルを挿入した状態で、ダイスに鋼管を通して引き抜く冷間抽伸を行う工程である。この冷間抽伸工程は、造管工程後の鋼管を素材として、種々の寸法(外径、肉厚)を有する鋼管を製造するのに適したものであり、内外面にビードの切削痕が残る造管工程後の鋼管に比べて、冷間抽伸工程後の鋼管は、外径・肉厚寸法が均一で、表面粗さが改善されるという利点がある。
【0004】
ここで、造管工程において、突き合わせた板材の端部間にスケールが侵入すると、溶接部に欠陥(溶接欠陥)が生じる場合がある。侵入するスケールは、造管工程で使用する冷却水に含有される場合や、板材の成形の際に雰囲気中に浮遊している場合が考えられる。造管工程で生じた溶接欠陥が、次工程である冷間抽伸工程等の二次加工工程まで残存すると、二次加工工程において、この溶接欠陥に応力集中が生じることで、鋼管に割れが生じる可能性がある。鋼管に割れが生じると、鋼管の歩留まりが低下する他、二次加工工程にトラブルが発生してその修復に多大な工数が掛かるおそれがある。このため、造管工程において、品質保証のために溶接欠陥を精度良く検出可能とすることが望まれている。
【0005】
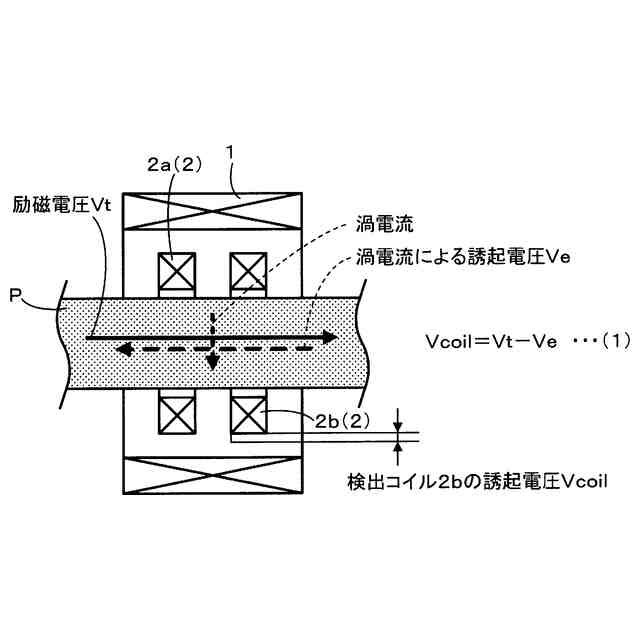
したがって、従来、造管工程では、一般的に、電縫鋼管に交流磁界を作用させることで電縫鋼管に生じた渦電流を、電縫鋼管が貫通する一対の検出コイルを用いて検出することで得られる差動信号に基づき、電縫鋼管に存在する欠陥を検出する渦流探傷が行われている。
【0006】
しかしながら、造管工程では、先行して管状に成形される一のフープ材(先行フープ材)の後端部と、次に管状に成形される他のフープ材(後行フープ材)の先端部とが溶接によって接合され(これを中継ぎ溶接と称する)、連続的に電縫鋼管を製造するのが一般的である。そして、製造する電縫鋼管の外径が同一であれば、先行フープ材の厚みと、後行フープ材の厚みが異なるものであっても、これらを中継ぎ溶接して、連続的に電縫鋼管を製造することが可能である。
このため、造管工程では、厚みが異なるフープ材を中継ぎ溶接することで、一定の肉厚ではなく、例えば、特許文献1、2に記載のように、所定の肉厚範囲に亘る肉厚を有する電縫鋼管(所定の肉厚範囲において異なる肉厚を有する電縫鋼管)が連続的に製造される場合がある。特許文献1には、肉厚範囲4.0mm~6.0mm(特許文献1の請求項8等)、特許文献2には、肉厚範囲2.5mm~5mm(特許文献2の第6図)の電縫鋼管を連続的に製造する方法が開示されている。
【0007】
上記のように、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を渦流探傷する場合、同一の探傷感度(差動信号の増幅度)を用いると、肉厚の変化が渦流探傷の探傷精度に影響を及ぼすおそれがある。このため、例えば、肉厚が変化する毎に造管工程を中断し、人工欠陥を設けた校正用電縫鋼管を用いて渦流探傷の探傷感度を校正する方法を採用することが考えられる。
しかしながら、このような方法は、造管工程を中断する必要があるため、造管工程の効率を低下させる上、校正用電縫鋼管を用意する(例えば、製品としての電縫鋼管の一部に人工欠陥を設けて校正用電縫鋼管とする)必要があるため、電縫鋼管の歩留まり低下を招くという問題がある。
なお、特許文献1、2には、前述のように、所定の肉厚範囲に亘る肉厚を有する電縫鋼管を製造することが記載されているものの、このような所定の肉厚範囲に亘る肉厚を有する電縫鋼管の渦流探傷方法については、開示も示唆も無い。
【0008】
また、冷間抽伸工程が実行された後の鋼管についても同様に、品質保証のために、鋼管に交流磁界を作用させることで鋼管に生じた渦電流を、鋼管が貫通する一対の検出コイルを用いて検出することで得られる差動信号に基づき、鋼管に存在する欠陥を検出する渦流探傷が行われている。
しかしながら、冷間抽伸工程では、用いるダイスやプラグ等を変更することで、種々の外径、肉厚を有する鋼管が製造されるため、同一の探傷感度を用いると、外径や肉厚の変化が渦流探傷の探傷精度に影響を及ぼすおそれがある。このため、前述の造管工程の場合と同様に、外径や肉厚が変化する毎に、冷間抽伸工程を中断し、人工欠陥を設けた校正用鋼管を用いて渦流探傷の探傷感度を校正する方法を採用することが考えられる。しかしながら、このような方法は、冷間抽伸工程の効率を低下させる上、校正用鋼管を用意する(例えば、製品としての鋼管の一部に人工欠陥を設けて校正用鋼管とする)必要があるため、鋼管の歩留まり低下を招くという問題がある。特に、冷間抽伸工程において少量多品種の鋼管を製造する場合には、上記の問題が顕著となる。
【先行技術文献】
【特許文献】
【0009】
特許第7081718号公報
特開平4-13486号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記のような従来技術の問題点を解決するためになされたものであり、造管工程において電縫鋼管の肉厚が所定の肉厚範囲において変化しても、異なる肉厚毎に探傷感度を校正することなく、精度良く渦流探傷可能な渦流探傷方法及び渦流探傷装置を提供することを第1の課題とする。また、本発明は、冷間抽伸工程が実行された鋼管の外径及び肉厚がそれぞれ所定の外径範囲及び所定の肉厚範囲において変化しても、異なる外径及び肉厚毎に探傷感度を校正することなく、精度良く渦流探傷可能な渦流探傷方法及び渦流探傷装置を提供することを第2の課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄鋼管株式会社
渦流探傷方法及び渦流探傷装置
今日
日鉄鋼管株式会社
渦流探傷方法及び渦流探傷装置
今日
日鉄鋼管株式会社
電縫鋼管の渦流探傷装置、電縫鋼管の渦流探傷方法及び電縫鋼管
6か月前
甲神電機株式会社
電流センサ
14日前
個人
シート形状体温計
1か月前
株式会社大真空
センサ
8日前
株式会社大真空
センサ
3日前
日本精機株式会社
車両用計器
6日前
株式会社大真空
センサ
28日前
日本精機株式会社
コントローラ
16日前
CKD株式会社
検査装置
6日前
株式会社トプコン
測量装置
6日前
株式会社トプコン
測量装置
6日前
株式会社国際電気
治具セット
6日前
株式会社チノー
液浸プローブ
1か月前
アズビル株式会社
漏液センサ
3日前
学校法人東京電機大学
干渉計
今日
日本電波工業株式会社
風速測定装置
28日前
株式会社諸岡
自動運転作業機
3日前
三菱重工冷熱株式会社
降雨装置
16日前
トヨタ自動車株式会社
解析装置
28日前
株式会社デンソー
検出装置
16日前
ローム株式会社
半導体装置
15日前
シャープ株式会社
測定装置
6日前
株式会社豊田自動織機
車両
1か月前
日本特殊陶業株式会社
ガスセンサ
14日前
株式会社ジークエスト
感温センサー
14日前
アズビル株式会社
真空計測システム
3日前
株式会社ピーエムティー
検査ゲージ
28日前
株式会社JVCケンウッド
撮像装置
今日
個人
電気計器用結線器
3日前
エスペック株式会社
試験装置
今日
個人
コンベックスルール用の計測補助用具
28日前
理研計器株式会社
ガス検知器
3日前
株式会社ジェイテクト
荷重付与装置
6日前
株式会社チノー
耐熱配管および測定システム
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ