TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010572
公報種別
公開特許公報(A)
公開日
2025-01-22
出願番号
2024177327,2020567969
出願日
2024-10-09,2019-06-06
発明の名称
1つまたは2つのワイヤから高い生産速度で高純度球状金属粉末を製造するための方法および装置
出願人
パイロジェネシス・カナダ・インコーポレーテッド
代理人
個人
,
個人
,
個人
主分類
B22F
9/30 20060101AFI20250115BHJP(鋳造;粉末冶金)
要約
【課題】1つまたは2つのワイヤから有意な速度で金属粉末を製造するための新規な装置および方法を提供することが望ましい。
【解決手段】本出願は、少なくとも1つのワイヤ/ロッド原料から金属粉末を製造するためのプラズマ噴霧プロセス及び装置に関する。本プロセスでは、電気アークが少なくとも1つのワイヤ/ロッド原料に印加されてそれらを溶融する。プラズマトーチが採用されて、電気アークが少なくとも1つのワイヤ/ロッド原料に伝達される頂点で超音速プラズマ流を生成して、溶融されたワイヤ/ロッド原料を粒子へと噴霧する。下流の冷却チャンバは、粒子を金属運松に固化する。アンチサテライトディフューザが採用されて、サテライト形成を回避するために粉末の再循環を防止する。2つのワイヤが供給される装置では、1つワイヤがアノードとして機能し、他方がカソードとして機能する。
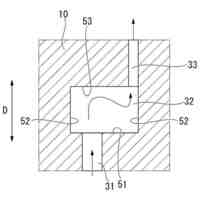
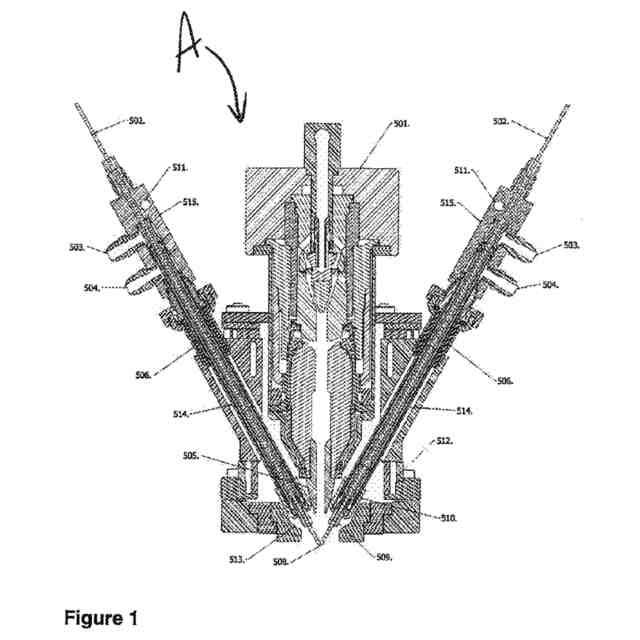
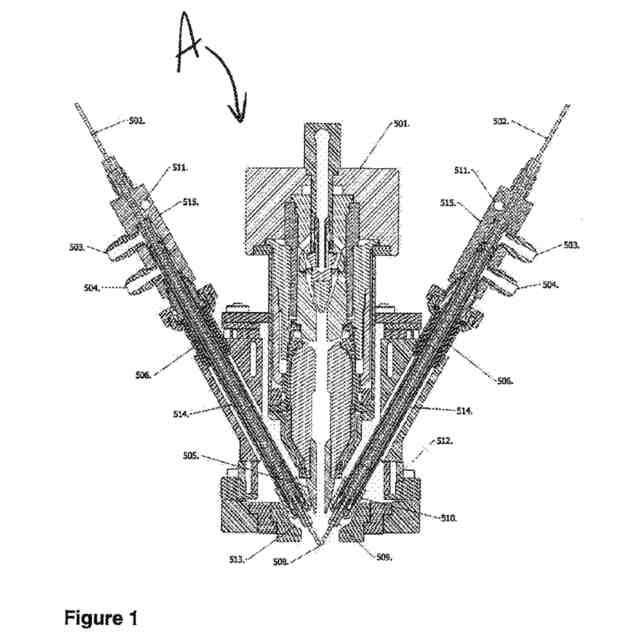
【選択図】図1
特許請求の範囲
【請求項1】
プラズマ噴霧プロセスであって、
・ 熱プラズマトーチと、
・ 連続的に供給される1つまたは2つの噴霧対象のワイヤと、
・ 1つまたは複数の噴霧対象のワイヤに伝達される電気アークと、
・ 粒子を球状粉末に固化するように適合された冷却プロセスと、
を含むプラズマ噴霧プロセス。
続きを表示(約 750 文字)
【請求項2】
前記プラズマトーチが超音速ノズルを備える、請求項1に記載のプロセス。
【請求項3】
電気アークが、前記プラズマトーチの超音速流内の頂点で前記ワイヤに伝達される、請求項1に記載のプロセス。
【請求項4】
噴霧された金属液滴が、微細粉末の再循環、したがってサテライト形成を防止するように適合されたアンチサテライトディフューザを通過する、請求項1~3のいずれか一項に記載のプロセス。
【請求項5】
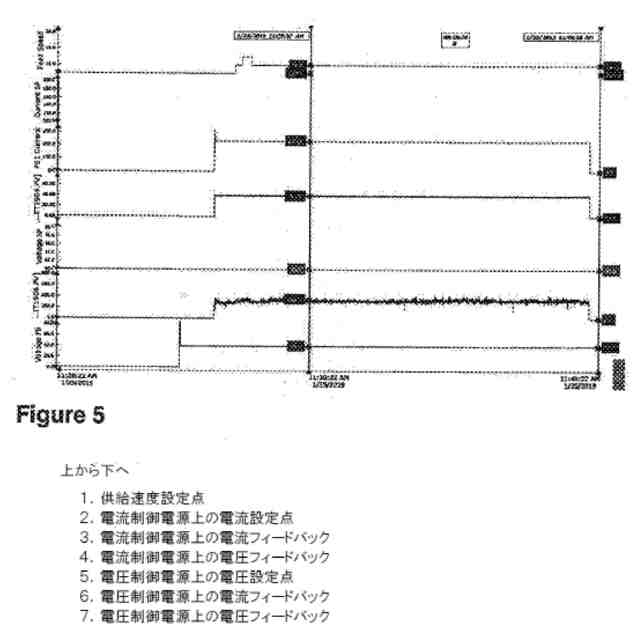
2つ以上の電源が、前記2つのワイヤ間、または前記単一ワイヤと前記トーチの1つの電極との間の前記アークを制御するために並列に使用される、請求項1に記載のプロセス。
【請求項6】
ワイヤアーク用の少なくとも1つの電源が電圧制御される、請求項1~5のいずれか一項に記載のプロセス。
【請求項7】
ワイヤアーク用の少なくとも1つの電源が電流制御される、請求項1~6のいずれか一項に記載のプロセス。
【請求項8】
並列電源が、電圧制御モードと電流制御モードとの組み合わせで同時に使用される、請求項1~7のいずれか一項に記載のプロセス。
【請求項9】
ワイヤ原料から金属粉末を製造するための装置であって、プラズマトーチと、前記プラズマトーチに供給されるように適合されたワイヤとを備え、前記プラズマトーチは、溶融ワイヤを粒子に噴霧するように適合され、アークは、カソードとして作用する前記ワイヤと電極との間に形成されるように適合される、装置。
【請求項10】
前記ワイヤは、前記プラズマトーチの中心に供給される、請求項9に記載の装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、2018年6月6日付けで出願され、現在係属中である、米国仮出願番号第62/681,623に対する優先権を主張し、参照により本明細書に組み込まれる。
続きを表示(約 2,300 文字)
【0002】
本主題は、先進材料に関するものであり、より詳細には、航空宇宙産業および医療産業のための付加製造などの様々な用途のための金属粉末の製造に関する。
【背景技術】
【0003】
プラズマ噴霧は、典型的には、原料としてのワイヤ、噴霧剤としてプラズマ源(プラズマトーチとも呼ばれる)を使用して、粒子を同時に溶融および分解する。ワイヤを使用することは、狭いプラズマジェットがワイヤに適切に向けられるように要求される安定性を提供する。なぜなら、プラズマジェットは、単一のステップでワイヤを溶融し、それを噴霧する必要があるからである。最もよく知られているように、この技術は現在、最も微細で、最も球状で、最も高密度の粉末を市場で製造している。言い換えれば、0~106ミクロン範囲で製造される粉末の収率は非常に高く、真球度はほぼ完全であり、ガスの閉じ込めは最小限に抑えられる。
【0004】
しかしながら、この技術は、プラズマ噴霧が非常にエネルギー的に非効率的なプロセスであるという事実のために、水及びガス噴霧と比較して比較的低い生産速度を有するという主な欠点を有する。プラズマ噴霧のための報告された生産速度は、Ti-6Al-4Vについて0.6~13kg/hである。しかしながら、上限付近で動作することが、より粗い粒子サイズ分布をもたらすであろうと仮定すること現実的である。例えば、“Method of Production of Metal and Ceramic Powders by Plasma Atomization”という題名で、1998年1月13日にTsantrizosらの名前で発行された米国特許第5,707,419は、チタンについて14.7g/分または0.882kg/hの供給速度を報告しており、一方、“Process and Apparatus for Producing Powder Particles by Atomization of a Feed Material in the Form of an Elongated Member”という題名で、発明者としてBoulosらの名前で2017年11月16日に発行された米国特許出願公開第2017/49-A1は、ステンレス鋼について1.7kg/hの供給速度を報告している。
【0005】
現在の3つのプラズマ噴霧技術はすべて、単一の中央供給トーチ[参考文献4参照]、または中央の1つのワイヤを目標とする3つのトーチ[参考文献1、2および3参照]のいずれかを使用する。3つのトーチ技術の場合、プラズマプルームからワイヤに伝達される熱は非常に低く、0.4%程度である。低い熱伝達効率は、特定の金属供給速度を維持するために大量のプラズマガスが必要であることを意味し、これは、ガス対金属比に下限を課し、噴霧における標準的なプロセス効率測定基準である。また、3つのトーチを使用することは、多くの電極が時間とともに摩滅することを意味し、これは汚染源となり得、動作コストを増加させ得る。中央供給トーチの場合、誘導結合プラズマトーチが使用され、そのための電源を市場で得ることは困難である。
【0006】
ワイヤアークスプレーは、表面上にコーティングを塗布するために溶射の分野で使用される成熟した信頼できる技術である。これは、本質的に、1つまたは2つのワイヤに高電流を流し、2つのワイヤ間または単一ワイヤと電極との間に電気アークを有することからなる。品質ワイヤアークシステムは、非常に高いスループット(約20~50kg/h)でほぼ100%のデューティサイクルで動作することができる。さらに、この技術は、アークがワイヤに直接接触するので、エネルギー効率が高い。しかしながら、この技術の目的は、コーティングを製造することであり、粉末を製造することではない。この技術は、スプレーを噴霧するために低温ガスを使用するので、非常に不規則で角張った形状を生成し、これはほとんどの用途に望ましくない。
【0007】
したがって、プラズマ噴霧によって提供される品質、すなわち微細な球状で十分に高密度の粉末を維持しながら、有意な生産速度で1つまたは2つのワイヤから金属粉末を製造するための装置および方法を提供することが望ましい。
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、1つまたは2つのワイヤから有意な速度で金属粉末を製造するための新規な装置および方法を提供することが望ましい。
【0009】
本明細書に記載の実施形態は、一態様において、
熱プラズマトーチと、
連続的に供給される1つまたは2つの噴霧対象のワイヤと、
1つまたは複数の噴霧対象のワイヤに伝達される電気アークと、
粒子を球状粉末に固化するように適合された冷却プロセスと、を含むプラズマ噴霧プロセスを提供する。
【0010】
また、本明細書に記載の実施形態は、別の態様において、ワイヤ原料から金属粉末を製造するための装置であって、プラズマトーチと、前記プラズマトーチに供給されるように適合されたワイヤとを備え、前記プラズマトーチは、溶融ワイヤを粒子に噴霧するように適合され、アークは、カソードとして作用する前記ワイヤと電極との間に形成されるように適合される、装置を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
4か月前
株式会社松風
歯科用埋没材
3か月前
UBEマシナリー株式会社
成形機
1か月前
個人
鋼の連続鋳造鋳片の切断装置
2か月前
日本鋳造株式会社
鋳造方法
2か月前
マツダ株式会社
鋳造装置
2か月前
日本製鉄株式会社
棒状部材
3か月前
株式会社 寿原テクノス
金型装置
2日前
三菱電機株式会社
三次元造形装置
5日前
日本製鉄株式会社
モールドパウダー
4か月前
株式会社エスアールシー
インゴット
13日前
ノリタケ株式会社
ニッケル粉末
4か月前
芝浦機械株式会社
成形機
4か月前
株式会社浅沼技研
半溶融金属の成形方法
14日前
トヨタ自動車株式会社
金型温度調整装置
13日前
株式会社プロテリアル
ブロック継手の製造方法
3か月前
東洋機械金属株式会社
ダイカストマシン
2日前
株式会社クボタ
弁箱用の消失模型
1か月前
東洋機械金属株式会社
ダイカストマシン
29日前
トヨタ自動車株式会社
鋳造製品の製造方法
3か月前
新東工業株式会社
粉末除去装置
14日前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
株式会社リコー
焼結体の製造方法
3か月前
旭化成株式会社
焼結体の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
新東工業株式会社
測定装置
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
株式会社昭工舎
焼結体の製造方法
2か月前
山陽特殊製鋼株式会社
取鍋
2日前
山陽特殊製鋼株式会社
積層造形用金属粉末
4か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
3か月前
日本製鉄株式会社
連続鋳造装置
4か月前
日本製鉄株式会社
連続鋳造装置
4か月前
日本製鉄株式会社
鋼の連続鋳造方法
3か月前
三菱重工業株式会社
金型
4か月前
黒崎播磨株式会社
浸漬ノズル
6日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ