TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008810
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111330
出願日
2023-07-06
発明の名称
加熱機構
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
F25B
1/00 20060101AFI20250109BHJP(冷凍または冷却;加熱と冷凍との組み合わせシステム;ヒートポンプシステム;氷の製造または貯蔵;気体の液化または固体化)
要約
【課題】成績係数を高めることができる加熱機構を提供する。
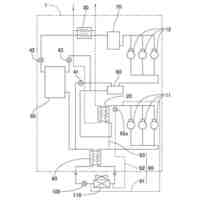
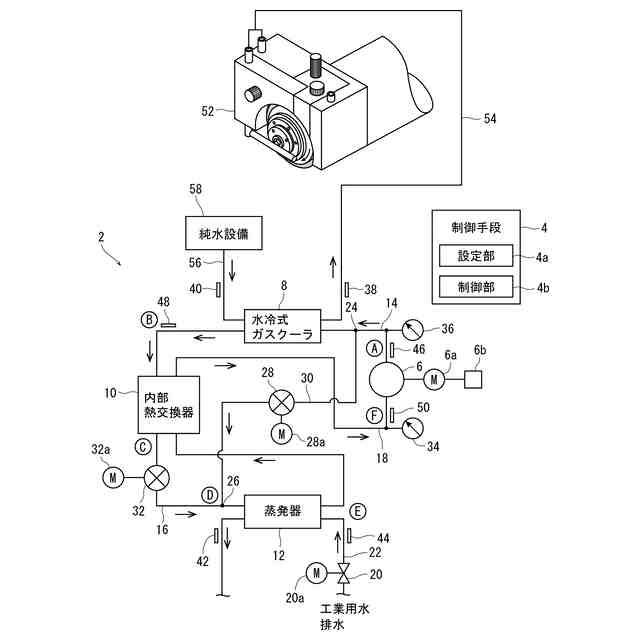
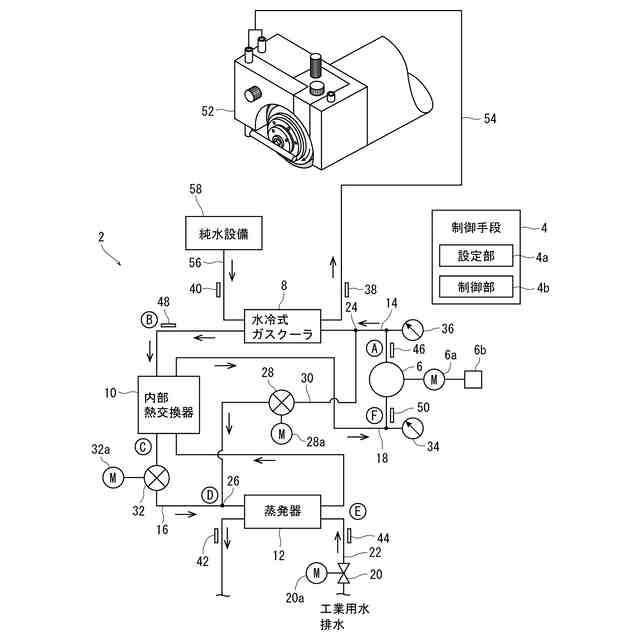
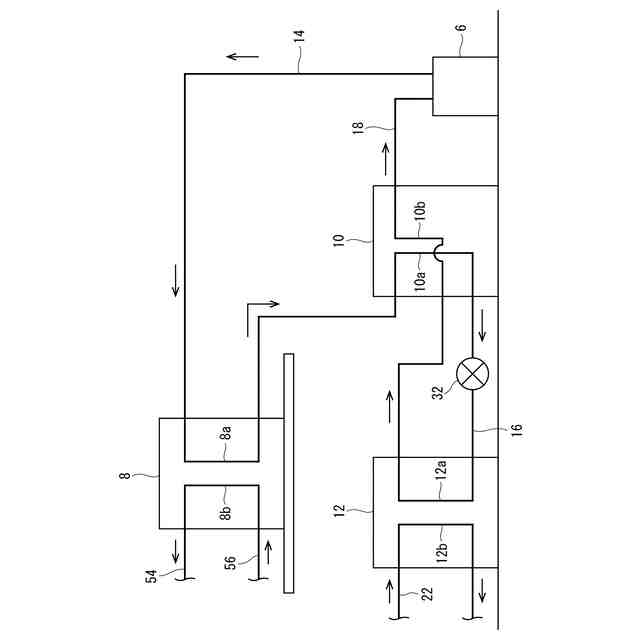
【解決手段】加熱機構2の制御手段4は、第一の温度センサー38または第二の温度センサー40の値が設定温度になるように、CO
2
冷媒が臨界温度31.1℃および臨界圧力7.38MPaで特定される臨界点を囲繞する設定圧力値と設定温度とで規定される経路にしたがって可変膨張弁32の開度と圧縮機6の回転数と制水弁20の開度を制御する。
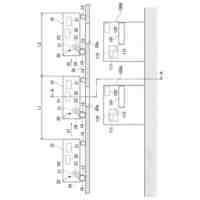
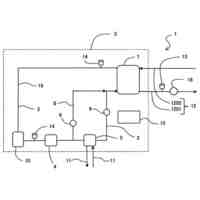
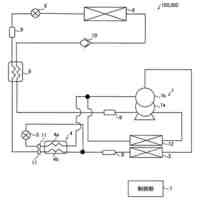
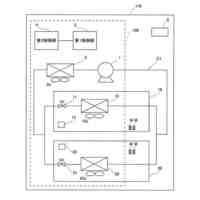
【選択図】図1
特許請求の範囲
【請求項1】
加工装置で使用する加工寄与液を加熱する加熱機構であって、
制御手段と、
CO
2
冷媒を圧縮する圧縮機と、
該圧縮機が圧縮した圧縮熱を帯びたCO
2
冷媒から熱を奪い加工装置で使用する加工寄与液に熱を与える水冷式ガスクーラと、
熱が奪われたCO
2
冷媒が送り込まれる内部熱交換器と、
該内部熱交換器から送り出されたCO
2
冷媒を気化させ気化熱を生成する蒸発器と、
該圧縮機と該水冷式ガスクーラとを連結する第一の経路と、
該水冷式ガスクーラと該蒸発器とを連結する第二の経路と、
該蒸発器と該圧縮機とを連結する第三の経路と、
該蒸発器に工業用水または加工装置で使用された排水が導入されCO
2
冷媒に熱を与える制水弁を備えた第四の経路と、
該第一の経路に連結する第一の連結部と該第二の経路に連結する第二の連結部とによって連結され可変バイパス弁を備えたバイパス経路と、を含み、
該内部熱交換器は、該蒸発器から送り出されたCO
2
冷媒が該水冷式ガスクーラから送り出されたCO
2
冷媒から熱を奪うように該第二の経路と該第三の経路とに跨り配設され、
該第二の経路には、熱が奪われたCO
2
冷媒の流量を調整する可変膨張弁が該内部熱交換器と該第二の連結部との間に配設され、
該可変膨張弁と該圧縮機との間の該第二の経路と該第三の経路とのいずれかにCO
2
冷媒の圧力を計測する第一の圧力センサーが配設され、
該圧縮機と該可変膨張弁との間の該第一の経路と該第二の経路とのいずれかに該圧縮機によって圧縮されたCO
2
冷媒の圧力を計測する第二の圧力センサーが配設され、
加工装置で使用する加工寄与液が該水冷式ガスクーラから流出する温度を計測する第一の温度センサーと、
該水冷式ガスクーラに流入する加工寄与液の温度を計測する第二の温度センサーと、
該蒸発器から流出する工業用水または加工装置で使用された排水の温度を計測する第三の温度センサーと、
該蒸発器に流入する工業用水または加工装置で使用された排水の温度を計測する第四の温度センサーと、
該圧縮機から送り出されるCO
2
冷媒の温度を計測する第五の温度センサーと、
該水冷式ガスクーラから送り出されるCO
2
冷媒の温度を計測する第六の温度センサーと、
該内部熱交換器から送り出され該圧縮機に至るCO
2
冷媒の温度を計測する該第三の経路に配設される第七の温度センサーと、が配設され、
該制御手段は、該第一の圧力センサーが検出すべき第一の圧力値と、該第二の圧力センサーが検出すべき第二の圧力値と、該第一の温度センサーが検出すべき第一の温度または該第二の温度センサーが検出すべき第二の温度と、該第五の温度センサーが検出すべき第五の温度と、該第七の温度センサーが検出すべき第七の温度と、を少なくとも設定する設定部を備え、
該第一の温度センサーまたは該第二の温度センサーの値が該設定された温度になるように、CO
2
冷媒が臨界温度31.1℃および臨界圧力7.38MPaで特定される臨界点を囲繞する該設定された圧力値と温度とで規定される経路にしたがって該可変膨張弁の開度と該圧縮機の回転数と該制水弁の開度を制御する加熱機構。
続きを表示(約 2,500 文字)
【請求項2】
該制御手段は、加工装置で使用する加工寄与液の加熱量を減少させる場合、該圧縮機の回転数を低下させて該水冷式ガスクーラを流れるCO
2
冷媒の流量を減少させ、その際に該圧縮機の回転数が下限値を下回らないように該バイパス経路の該可変バイパス弁の開度を大きくして該水冷式ガスクーラを流れるCO
2
冷媒の流量を減少させる請求項1記載の加熱機構。
【請求項3】
該制御手段は、加工装置で使用する加工寄与液の加熱量を増大させる場合、該可変膨張弁の開度を大きくするとともに該圧縮機の回転数を増大させて該蒸発器を流れるCO
2
冷媒の流量を増大させ、それに伴って該蒸発器から送り出されるCO
2
冷媒に残存する液状CO
2
を該内部熱交換器において気化させ該圧縮機の負担を軽減する請求項1記載の加熱機構。
【請求項4】
該制御手段は、該第三の温度センサーによって検出される工業用水または加工装置で使用された排水の温度と、該第四の温度センサーによって検出される工業用水または加工装置で使用された排水の温度との温度差が所定の値になるように該制水弁の開度を調整してCO
2
冷媒に熱を与える請求項1記載の加熱機構。
【請求項5】
該制御手段は、該可変膨張弁の開度を小さくすることで該第二の圧力センサーの値を大きくし、該可変膨張弁の開度を大きくすることで該第二の圧力センサーの値を小さくして該設定された圧力値に調整し成績係数(加熱能力/圧縮仕事)を制御する請求項1記載の加熱機構。
【請求項6】
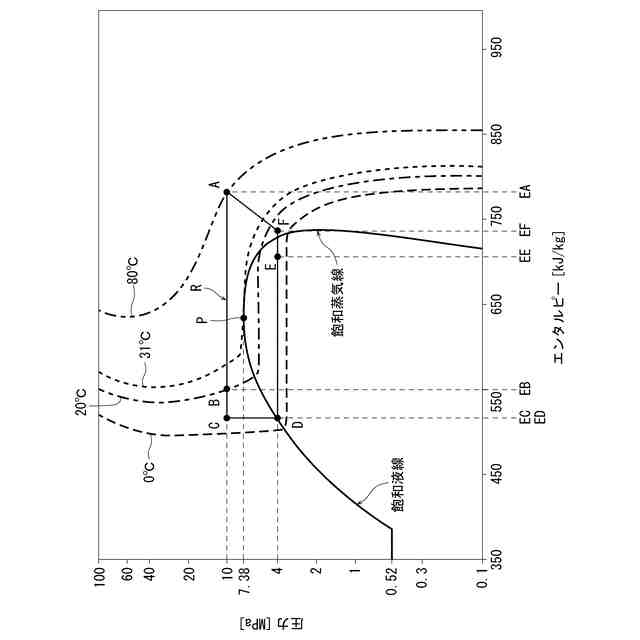
該圧縮機の出口をA点、
該水冷式ガスクーラの出口をB点、
該内部熱交換器における該第二の経路の出口をC点、
該可変膨張弁の出口をD点、
該蒸発器の出口をE点、
該内部熱交換器における該第三の経路の出口をF点、
該A点における温度をTA、圧力をPA、エンタルピーをEA、
該B点における温度をTB、圧力をPB、エンタルピーをEB、
該C点における温度をTC、圧力をPC、エンタルピーをEC、
該D点における温度をTD、圧力をPD、エンタルピーをED、
該E点における温度をTE、圧力をPE、エンタルピーをEE、
該F点における温度をTF、圧力をPF、エンタルピーをEF、とした場合、
該F点から該圧縮機に送り込まれたCO
2
冷媒は該圧縮機によって圧縮されて臨界点を超える該A点に至り、温度はTFからTAに、圧力はPFからPAに、エンタルピーはEFからEAにそれぞれ変化し、
該A点から該水冷式ガスクーラに送り込まれたCO
2
冷媒は該水冷式ガスクーラによって熱が奪われて該B点に至り、温度はTAからTBに変化し、圧力は変化せず(PA=PB)、エンタルピーはEAからEBに変化し、TAとTBとの温度差およびEAとEBとのエンタルピー差は、該水冷式ガスクーラによって加工寄与液の加熱に使用され、温度TBは臨界温度を下回りCO
2
冷媒は亜臨界状態となることで液状に近づき、
該B点から該内部熱交換器に送り込まれたCO
2
冷媒は該蒸発器から送り込まれるCO
2
冷媒によって熱が奪われて該C点に至り、温度はTBからTCに変化し、圧力は変化せず(PB=PC)、エンタルピーはEBからECに変化し、温度TCは臨界温度を更に下回りCO
2
冷媒は更に液状に近づき、
該C点から該可変膨張弁に送り込まれたCO
2
冷媒は該可変膨張弁によって減圧されて該D点に至り、温度はTCからTDに変化し、圧力はPCからPDに変化し、エンタルピーは変化せず(EC=ED)、CO
2
冷媒は飽和液線に達し、
該D点から該蒸発器に送り込まれたCO
2
冷媒は該蒸発器によって工業用水または加工装置で使用された排水からエネルギーを奪い該E点に至り、温度および圧力は変化せず(TD=TE、PD=PE)、エンタルピーはEDからEEに変化し、該E点は飽和蒸気線の内側でCO
2
冷媒は液体を含む気体となり、
該E点から該内部熱交換器に送り込まれたCO
2
冷媒は該B点から該内部熱交換器に送り込まれたCO
2
冷媒から熱を奪い気体となって該F点に至り、温度はTEからTFに変化し、圧力は変化せず(PE=PF)、エンタルピーはEEからEFに変化し、該A点に至り、
該制御手段は、
成績係数(加熱能力/圧縮仕事)=(EA-EB)/(EA-EF)が最大となるように温度、圧力、エンタルピーを制御する請求項1から5までのいずれかに記載の加熱機構。
【請求項7】
該A点における温度TAは該第五の温度センサーによって検出し、
該B点における温度TBは該第六の温度センサーによって検出し、
該F点における温度TFは該第七の温度センサーによって検出し、
該A点における圧力PAは該第二の圧力センサーによって検出し、
該B点における圧力PBは該第二の圧力センサーによって検出し、
該F点における圧力PFは該第一の圧力センサーによって検出し、
該A点におけるエンタルピーEAはp-h線図に基づいて検出し、
該B点におけるエンタルピーEBはp-h線図に基づいて検出し、
該F点におけるエンタルピーEFはp-h線図に基づいて検出し、
該制御手段は、
成績係数(加熱能力/圧縮仕事)=(EA-EB)/(EA-EF)
の式によって加熱能力を高くし圧縮仕事を小さくして成績係数を向上させる請求項6記載の加熱機構。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置で使用する加工寄与液を加熱する加熱機構に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
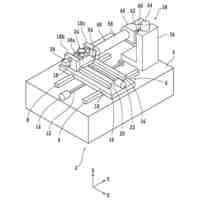
IC、LSIなどの複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、裏面が研削装置によって研削され所定の厚みに形成された後、ダイシング装置、レーザー加工装置によって個々のデバイスチップに分割され、分割された各デバイスチップは携帯電話、パソコンなどの電気機器に利用される。
【0003】
ウエーハを加工している際に、研削装置またはダイシング装置を構成する加工具が装着されたスピンドルユニットが発熱して熱膨張すると、高精度な研削または切削ができなくなる。そのため、温度制御装置によって、スピンドルユニットの温度を一定するための制御が行われている(たとえば、特許文献1参照)。特許文献1に記載の温度制御装置は、CO2を冷媒として使用するタイプの装置であり、高い冷却効率を得ることができる。
【先行技術文献】
【特許文献】
【0004】
特開2017-40396号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
研削装置やダイシング装置が寒冷地で使用される場合、加工寄与液の温度が所定の温度よりも低くなってしまうことがある。このようなときには、電気ヒーターによって加工寄与液を所定の温度まで加熱する必要がある。しかし、電気ヒーターの加熱能力は、消費電力に対応しており、成績係数(加熱能力/消費電力)が1と小さいという問題がある。
【0006】
本発明の課題は、成績係数を高めることができる加熱機構を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、上記課題を解決する以下の加熱機構が提供される。すなわち、
「加工装置で使用する加工寄与液を加熱する加熱機構であって、
制御手段と、
CO
2
冷媒を圧縮する圧縮機と、
該圧縮機が圧縮した圧縮熱を帯びたCO
2
冷媒から熱を奪い加工装置で使用する加工寄与液に熱を与える水冷式ガスクーラと、
熱が奪われたCO
2
冷媒が送り込まれる内部熱交換器と、
該内部熱交換器から送り出されたCO
2
冷媒を気化させ気化熱を生成する蒸発器と、
該圧縮機と該水冷式ガスクーラとを連結する第一の経路と、
該水冷式ガスクーラと該蒸発器とを連結する第二の経路と、
該蒸発器と該圧縮機とを連結する第三の経路と、
該蒸発器に工業用水または加工装置で使用された排水が導入されCO
2
冷媒に熱を与える制水弁を備えた第四の経路と、
該第一の経路に連結する第一の連結部と該第二の経路に連結する第二の連結部とによって連結され可変バイパス弁を備えたバイパス経路と、を含み、
該内部熱交換器は、該蒸発器から送り出されたCO
2
冷媒が該水冷式ガスクーラから送り出されたCO
2
冷媒から熱を奪うように該第二の経路と該第三の経路とに跨り配設され、
該第二の経路には、熱が奪われたCO
2
冷媒の流量を調整する可変膨張弁が該内部熱交換器と該第二の連結部との間に配設され、
該可変膨張弁と該圧縮機との間の該第二の経路と該第三の経路とのいずれかにCO
2
冷媒の圧力を計測する第一の圧力センサーが配設され、
該圧縮機と該可変膨張弁との間の該第一の経路と該第二の経路とのいずれかに該圧縮機によって圧縮されたCO
2
冷媒の圧力を計測する第二の圧力センサーが配設され、
加工装置で使用する加工寄与液が該水冷式ガスクーラから流出する温度を計測する第一の温度センサーと、
該水冷式ガスクーラに流入する加工寄与液の温度を計測する第二の温度センサーと、
該蒸発器から流出する工業用水または加工装置で使用された排水の温度を計測する第三の温度センサーと、
該蒸発器に流入する工業用水または加工装置で使用された排水の温度を計測する第四の温度センサーと、
該圧縮機から送り出されるCO
2
冷媒の温度を計測する第五の温度センサーと、
該水冷式ガスクーラから送り出されるCO
2
冷媒の温度を計測する第六の温度センサーと、
該内部熱交換器から送り出され該圧縮機に至るCO
2
冷媒の温度を計測する該第三の経路に配設される第七の温度センサーと、が配設され、
該制御手段は、該第一の圧力センサーが検出すべき第一の圧力値と、該第二の圧力センサーが検出すべき第二の圧力値と、該第一の温度センサーが検出すべき第一の温度または該第二の温度センサーが検出すべき第二の温度と、該第五の温度センサーが検出すべき第五の温度と、該第七の温度センサーが検出すべき第七の温度と、を少なくとも設定する設定部を備え、
該第一の温度センサーまたは該第二の温度センサーの値が該設定された温度になるように、CO
2
冷媒が臨界温度31.1℃および臨界圧力7.38MPaで特定される臨界点を囲繞する該設定された圧力値と温度とで規定される経路にしたがって該可変膨張弁の開度と該圧縮機の回転数と該制水弁の開度を制御する加熱機構」が提供される。
【0008】
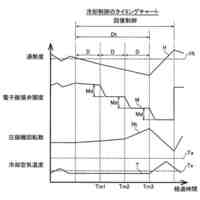
好ましくは、該制御手段は、加工装置で使用する加工寄与液の加熱量を減少させる場合、該圧縮機の回転数を低下させて該水冷式ガスクーラを流れるCO
2
冷媒の流量を減少させ、その際に該圧縮機の回転数が下限値を下回らないように該バイパス経路の該可変バイパス弁の開度を大きくして該水冷式ガスクーラを流れるCO
2
冷媒の流量を減少させる。
【0009】
該制御手段は、加工装置で使用する加工寄与液の加熱量を増大させる場合、該可変膨張弁の開度を大きくするとともに該圧縮機の回転数を増大させて該蒸発器を流れるCO
2
冷媒の流量を増大させ、それに伴って該蒸発器から送り出されるCO
2
冷媒に残存する液状CO
2
を該内部熱交換器において気化させ該圧縮機の負担を軽減するのが望ましい。
【0010】
該制御手段は、該第三の温度センサーによって検出される工業用水または加工装置で使用された排水の温度と、該第四の温度センサーによって検出される工業用水または加工装置で使用された排水の温度との温度差が所定の値になるように該制水弁の開度を調整してCO
2
冷媒に熱を与えるのが好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
搬送システム
9日前
株式会社ディスコ
積層体の製造方法
2日前
株式会社ディスコ
ウェーハの加工方法
9日前
株式会社ディスコ
被加工物の研削方法
2日前
株式会社ディスコ
被加工物の加工方法
2日前
株式会社ディスコ
研削ホイールの着脱方法
10日前
株式会社ディスコ
搬送アームの位置設定方法
9日前
株式会社ディスコ
搬送アームの位置設定方法
9日前
株式会社ディスコ
保護部材付き基板の製造方法
2日前
株式会社ディスコ
ダイヤモンド基板の製造方法
6日前
株式会社ディスコ
ダイヤモンド基板の製造方法
6日前
株式会社ディスコ
ウェーハ製造装置及び研削装置
9日前
株式会社ディスコ
研削装置およびウェーハの研削方法
10日前
株式会社ディスコ
搬送装置、及び、被搬送物の搬送方法
2日前
株式会社ディスコ
切削ブレードの装着方法、及び、切削ユニット
9日前
株式会社ディスコ
レーザ加工装置、被加工物の面取り方法及びウエーハの製造方法
9日前
個人
自然冷媒冷凍空調装置
1か月前
株式会社ナガオカ
冷却装置
1か月前
株式会社ラスコ
温度制御方法
16日前
富士電機株式会社
冷凍サイクル
1か月前
ホシザキ株式会社
液体凍結装置
1か月前
シャープ株式会社
冷蔵庫
17日前
有限会社柴田熔接工作所
冷凍装置
2日前
富士電機株式会社
保冷装置
2か月前
Areti株式会社
飲料貯蔵装置
1か月前
富士電機株式会社
冷却装置
2か月前
富士電機株式会社
冷却装置
1か月前
フクシマガリレイ株式会社
冷却庫
18日前
株式会社レゾナック
冷蔵庫
2日前
富士電機株式会社
冷却装置
17日前
株式会社伊勢藤
冷蔵庫ストッカー
2か月前
フクシマガリレイ株式会社
冷凍装置
9日前
シャープ株式会社
冷蔵庫
17日前
フクシマガリレイ株式会社
冷却貯蔵庫
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ