TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025026104
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131474
出願日
2023-08-10
発明の名称
被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250214BHJP(研削;研磨)
要約
【課題】研削ホイールの交換による加工効率の低下を抑制することが可能な被加工物の研削方法を提供する。
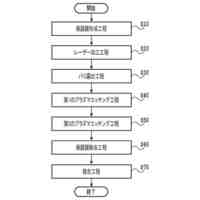
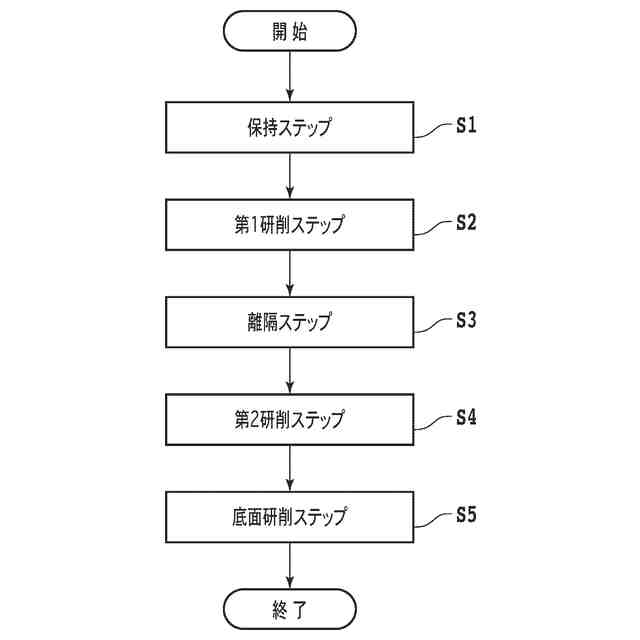
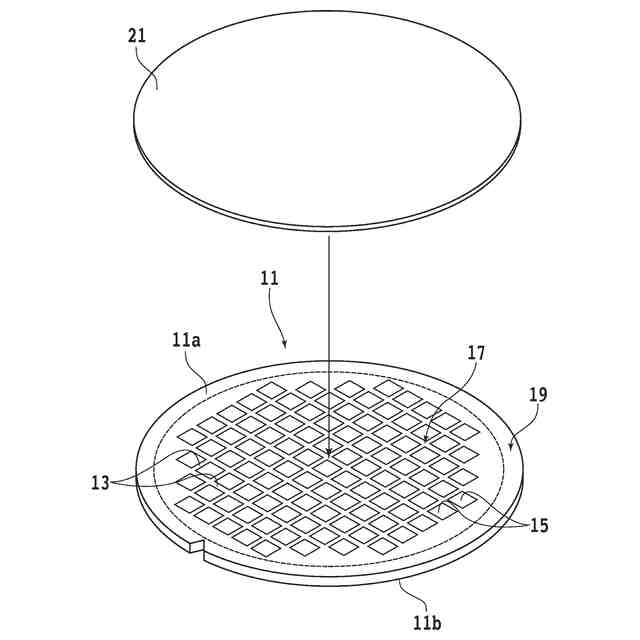
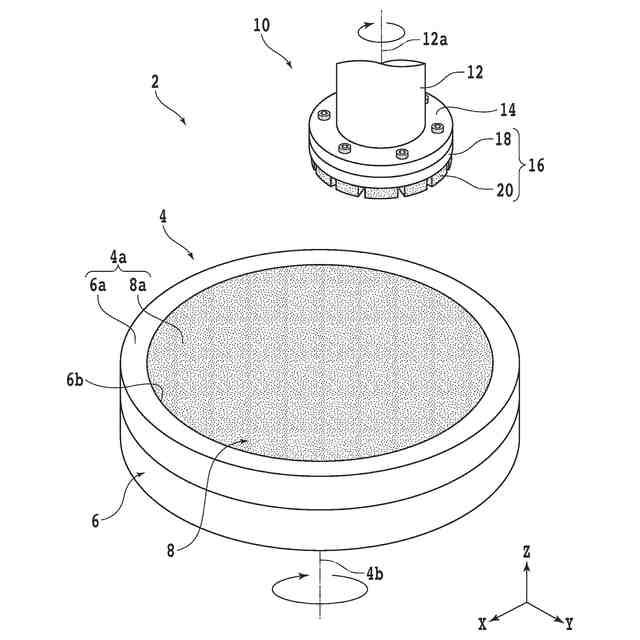
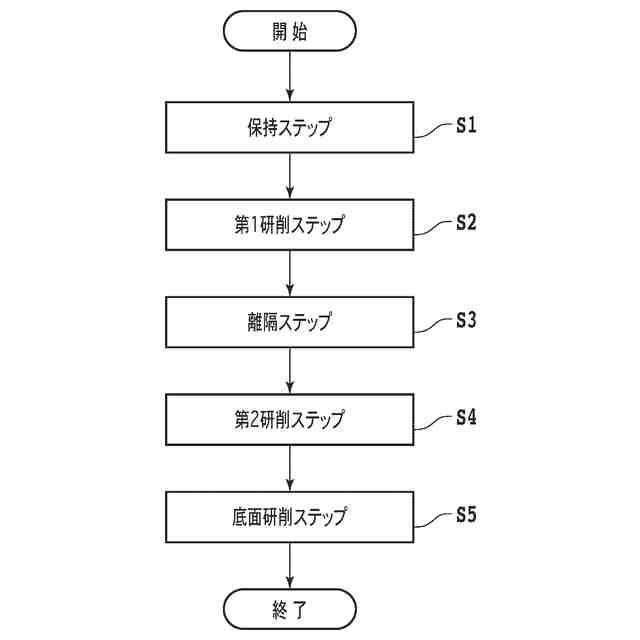
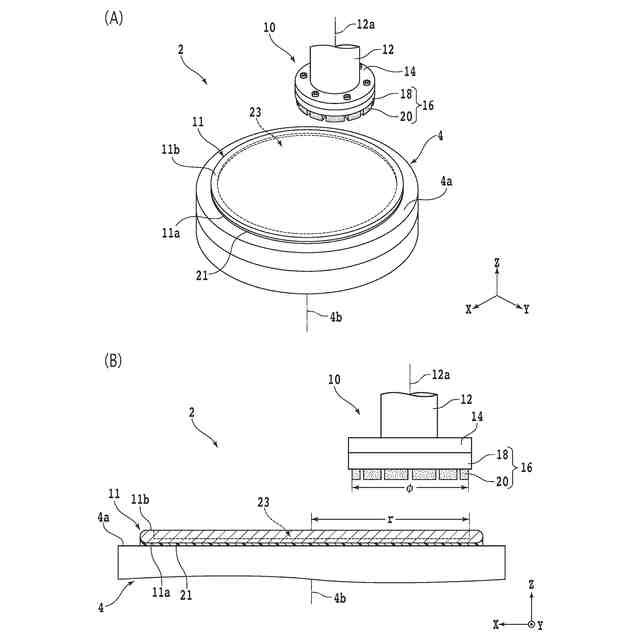
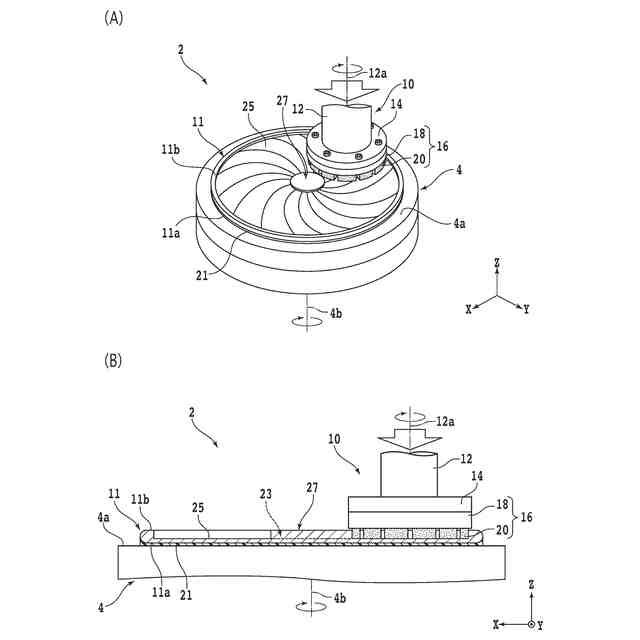
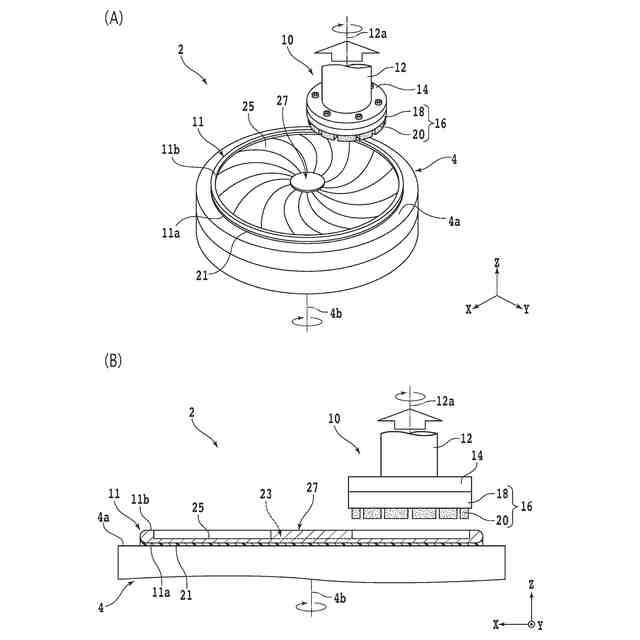
【解決手段】研削砥石を備える研削ホイールで被加工物に設定された円形の被研削領域を研削して被加工物に円形の凹部を形成する被加工物の研削方法であって、被加工物をチャックテーブルの保持面で保持する保持ステップと、研削砥石で被研削領域の外周部を研削する第1研削ステップと、被加工物と研削砥石とを離隔させる離隔ステップと、研削砥石で被研削領域の中心部を研削する第2研削ステップと、を含む。
【選択図】図3
特許請求の範囲
【請求項1】
研削砥石を備える研削ホイールで被加工物に設定された円形の被研削領域を研削して該被加工物に円形の凹部を形成する被加工物の研削方法であって、
該被加工物をチャックテーブルの保持面で保持する保持ステップと、
該保持ステップの後、直径が該被研削領域の半径未満である該研削砥石の回転軌道を該チャックテーブルの回転軸と重ならないように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の外周部を研削する第1研削ステップと、
該第1研削ステップの後、該被加工物と該研削砥石とを離隔させる離隔ステップと、
該離隔ステップの後、該回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の中心部を研削する第2研削ステップと、を含むことを特徴とする被加工物の研削方法。
続きを表示(約 610 文字)
【請求項2】
研削砥石を備える研削ホイールで被加工物に設定された円形の被研削領域を研削して該被加工物に円形の凹部を形成する被加工物の研削方法であって、
該被加工物をチャックテーブルの保持面で保持する保持ステップと、
該保持ステップの後、直径が該被研削領域の半径未満である該研削砥石の回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の中心部を研削する第1研削ステップと、
該第1研削ステップの後、該被加工物と該研削砥石とを離隔させる離隔ステップと、
該離隔ステップの後、該回転軌道を該チャックテーブルの回転軸と重ならないように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の外周部を研削する第2研削ステップと、を含むことを特徴とする被加工物の研削方法。
【請求項3】
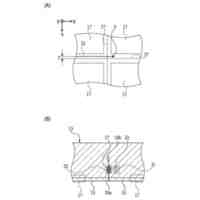
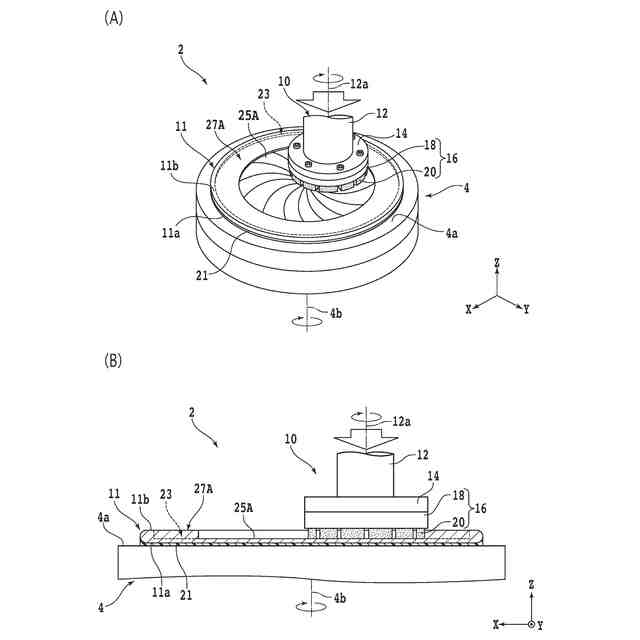
該第2研削ステップの後、該研削砥石が該凹部の底面に接触している状態を維持しつつ、該被加工物と該回転軌道とを該チャックテーブルの回転軸と交差する方向に沿って相対的に移動させることにより、該凹部の底面を研削する底面研削ステップをさらに含むことを特徴とする請求項1又は2に記載の被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削ホイールで被加工物を研削して被加工物に凹部を形成する被加工物の研削方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
デバイスチップの製造プロセスでは、格子状に配列された複数のストリート(分割予定ライン)によって区画された複数の領域にそれぞれデバイスが形成されたデバイス領域を表面側に備えるウェーハが用いられる。このウェーハをストリートに沿って分割することにより、デバイスをそれぞれ備える複数のデバイスチップが得られる。デバイスチップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
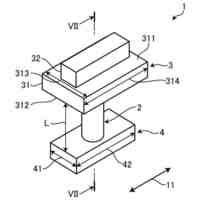
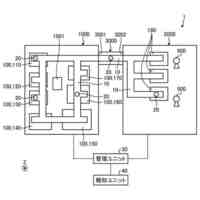
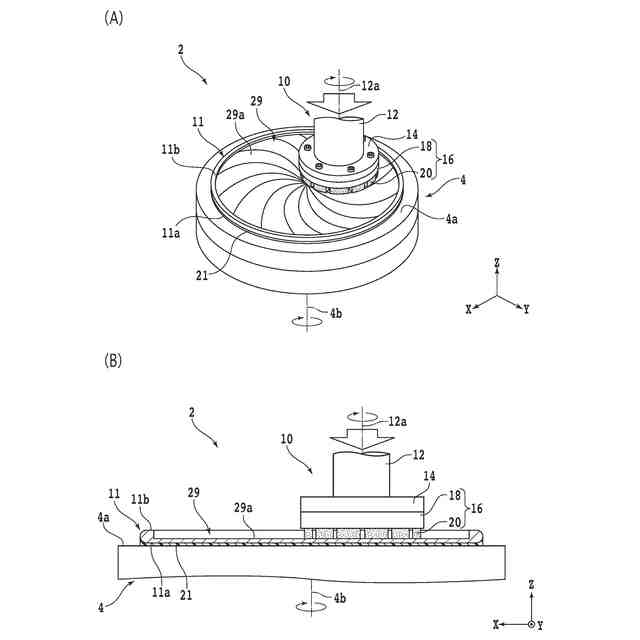
近年では、電子機器の小型化に伴い、デバイスチップの薄型化が求められている。そこで、ウェーハの分割前に、研削装置を用いてウェーハを研削して薄化する処理が実施されることがある。研削装置は、被加工物を保持するチャックテーブルと、被加工物に研削加工を施す研削ユニットとを備えており、研削ユニットには研削砥石を含む環状の研削ホイールが装着される。チャックテーブルでウェーハを保持し、チャックテーブル及び研削ホイールを回転させつつ研削砥石をウェーハの裏面側に接触させることにより、ウェーハが研削、薄化される。
【0004】
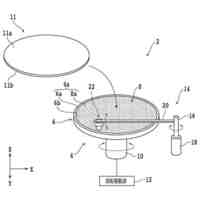
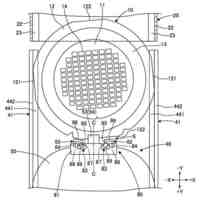
ウェーハを薄化すると、ウェーハの剛性が低下し、その後のウェーハの取り扱い(搬送、保持等)の際にウェーハの変形や破損が生じやすくなる。そこで、ウェーハの裏面側のうちデバイス領域と重なる領域のみを研削して薄化する、TAIKO研削と称される手法が提案されている(特許文献1参照)。TAIKO研削を用いると、ウェーハの中央部が薄化されてウェーハの中央部に円形の凹部が形成される一方で、ウェーハの外周部は薄化されずに厚い状態に維持され、環状の補強部として残存する。これにより、ウェーハの剛性の低下が抑制される。
【先行技術文献】
【特許文献】
【0005】
特開2007-19461号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のようにウェーハ等の被加工物に円形の凹部を形成する場合には、凹部の寸法に応じて研削ホイールが選択される。具体的には、被加工物に形成される凹部の直径が予め設定され、研削ホイールは研削砥石の回転軌道が凹部の半径と概ね等しくなるように設計される。そして、研削砥石の回転経路が被加工物の中心を通過するように研削ホイールを位置付けた状態で被加工物を研削することにより、被加工物に所望の直径を有する凹部が形成される。
【0007】
なお、被加工物に形成される凹部の寸法は、被加工物の種類(サイズ、材質、用途等)によって異なる。そのため、研削装置によって複数の種類の被加工物が研削される場合には、被加工物の種類が変更されるたびに研削ホイールの交換が必要になる。しかしながら、研削ホイールの交換作業には手間と時間がかかる。そのため、研削ホイールの交換が頻繁に行われると、研削ホイールの交換作業によって被加工物の研削が長時間中断され、加工効率が低下してしまう。
【0008】
本発明は、かかる問題に鑑みてなされたものであり、研削ホイールの交換による加工効率の低下を抑制することが可能な被加工物の研削方法の提供を目的とする。
【課題を解決するための手段】
【0009】
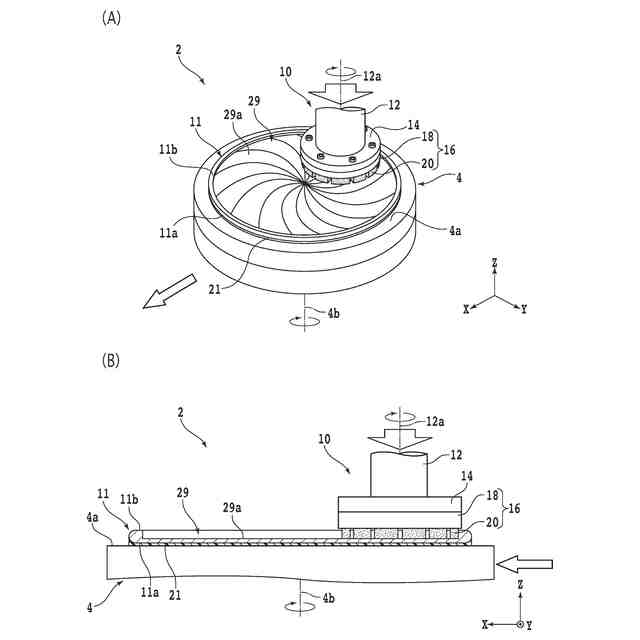
本発明の一態様によれば、研削砥石を備える研削ホイールで被加工物に設定された円形の被研削領域を研削して該被加工物に円形の凹部を形成する被加工物の研削方法であって、該被加工物をチャックテーブルの保持面で保持する保持ステップと、該保持ステップの後、直径が該被研削領域の半径未満である該研削砥石の回転軌道を該チャックテーブルの回転軸と重ならないように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の外周部を研削する第1研削ステップと、該第1研削ステップの後、該被加工物と該研削砥石とを離隔させる離隔ステップと、該離隔ステップの後、該回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の中心部を研削する第2研削ステップと、を含む被加工物の研削方法が提供される。
【0010】
また、本発明の他の一態様によれば、研削砥石を備える研削ホイールで被加工物に設定された円形の被研削領域を研削して該被加工物に円形の凹部を形成する被加工物の研削方法であって、該被加工物をチャックテーブルの保持面で保持する保持ステップと、該保持ステップの後、直径が該被研削領域の半径未満である該研削砥石の回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の中心部を研削する第1研削ステップと、該第1研削ステップの後、該被加工物と該研削砥石とを離隔させる離隔ステップと、該離隔ステップの後、該回転軌道を該チャックテーブルの回転軸と重ならないように位置付けた状態で、該チャックテーブル及び該研削ホイールを回転させつつ該研削砥石を該被加工物に接触させることにより、該被研削領域の外周部を研削する第2研削ステップと、を含む被加工物の研削方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
固定具
10日前
株式会社ディスコ
洗浄ノズル
4日前
株式会社ディスコ
処理システム
3日前
株式会社ディスコ
研削ホイール
9日前
株式会社ディスコ
搬送システム
9日前
株式会社ディスコ
薬液貯留装置
9日前
株式会社ディスコ
被加工物の処理システム
9日前
株式会社ディスコ
チップの製造方法及び加工方法
9日前
株式会社ディスコ
搬送装置、及び、被搬送物の搬送方法
9日前
株式会社ディスコ
ウエーハの加工方法及びチップの製造方法
4日前
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
9日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
6日前
株式会社精工技研
研磨装置および研磨方法
5日前
トヨタ自動車株式会社
バリ取り装置
17日前
キヤノン電子株式会社
加工工具、及び、加工装置
16日前
株式会社IHI
ブラストガン
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
NTN株式会社
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
5日前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
6日前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ