TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007210
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108460
出願日
2023-06-30
発明の名称
キャンロール及びその製造方法並びに該キャンロールを備えた表面処理装置及びこれを用いた長尺樹脂フィルムの表面処理方法
出願人
住友金属鉱山株式会社
代理人
個人
,
個人
主分類
C23C
14/56 20060101AFI20250109BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】 真空中で搬送される長尺樹脂フィルムに対して熱負荷のかかる表面処理を施す際にシワやキズを発生させない表面処理装置を提供する。
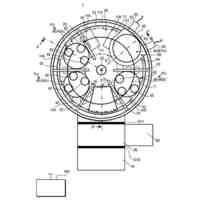
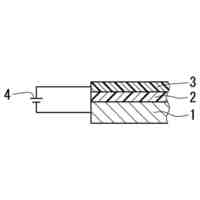
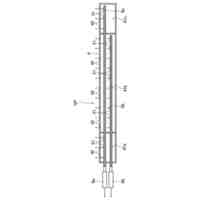
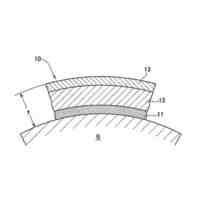
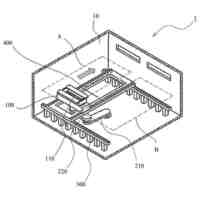
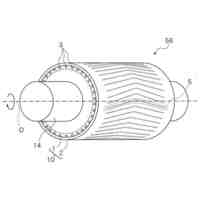
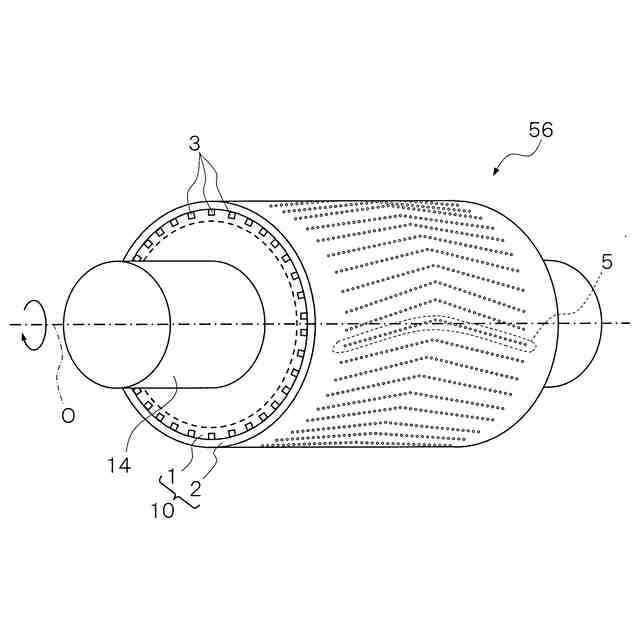
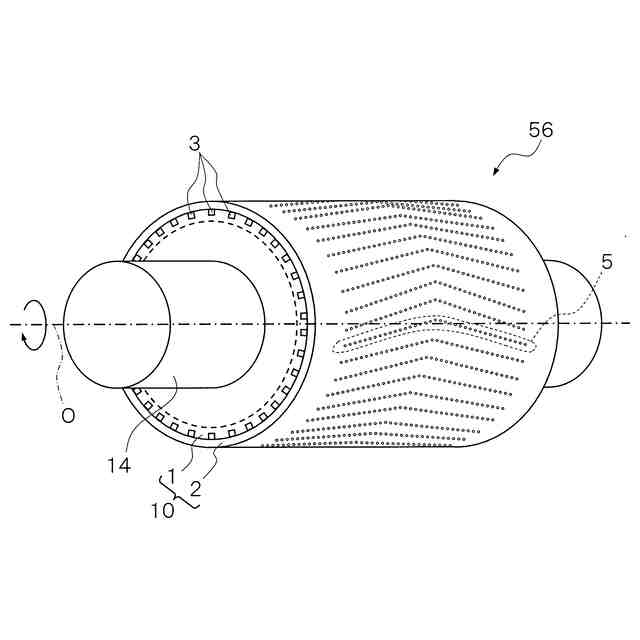
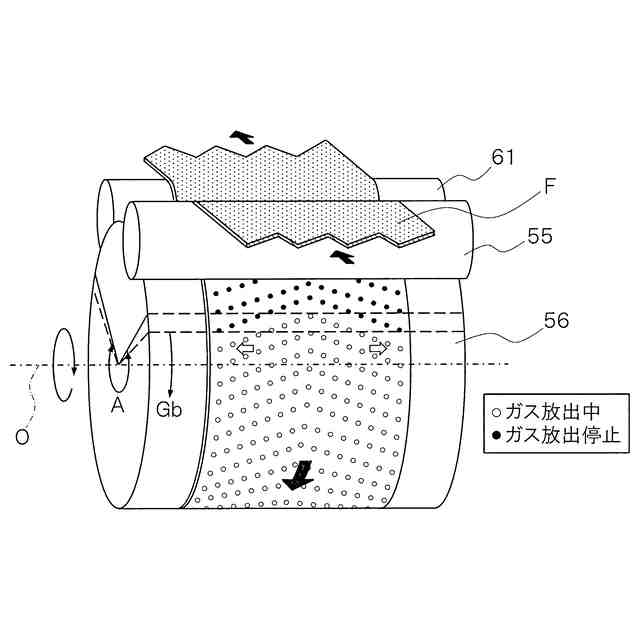
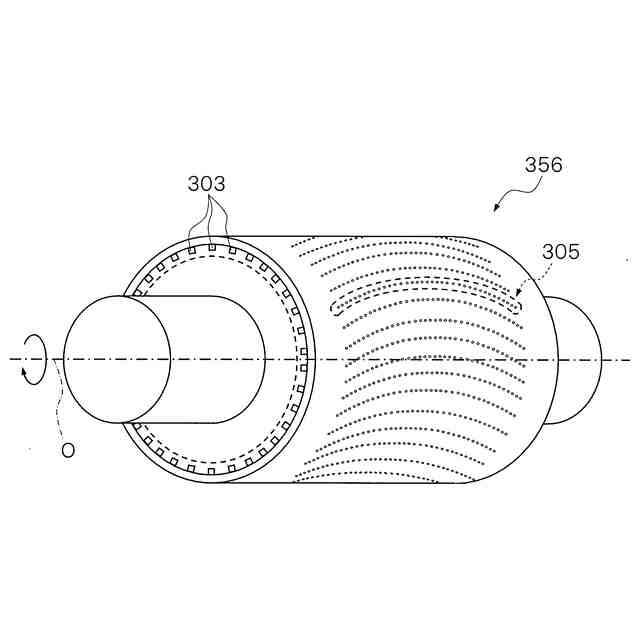
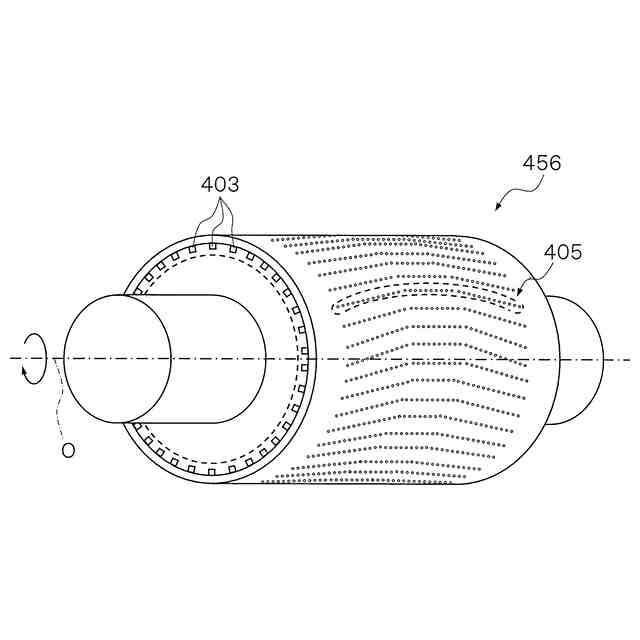
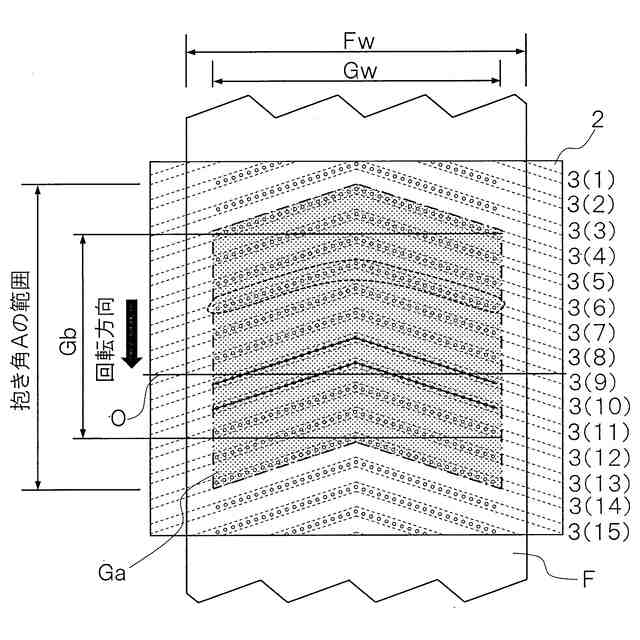
【解決手段】 減圧雰囲気下においてロールツーロールで搬送される長尺樹脂フィルムFを外周面に巻き付けて冷却する金属製の円筒回転体からなるキャンロール56であって、該円筒回転体の外周肉厚部10には、その外周面で開口する複数のガス放出孔4を各々有する複数のガス導入路3が周方向に均等な間隔をあけて全周に亘って設けられており、これら複数のガス導入路3が各々有する複数のガス放出孔4の開口部群5は、全体としてキャンロール56の回転方向に向かって凹形状となるパターンで配置されている。
【選択図】 図2
特許請求の範囲
【請求項1】
減圧雰囲気下においてロールツーロールで搬送される長尺樹脂フィルムを外周面に巻き付けて冷却する金属製の円筒回転体からなるキャンロールであって、
前記円筒回転体の外周肉厚部には、その外周面で開口する複数のガス放出孔を各々有する複数のガス導入路が周方向に均等な間隔をあけて全周に亘って設けられており、前記複数のガス導入路が各々有する前記複数のガス放出孔の開口部群は、全体として前記キャンロールの回転方向に向かって凹形状となるパターンで配置されているキャンロール。
続きを表示(約 1,100 文字)
【請求項2】
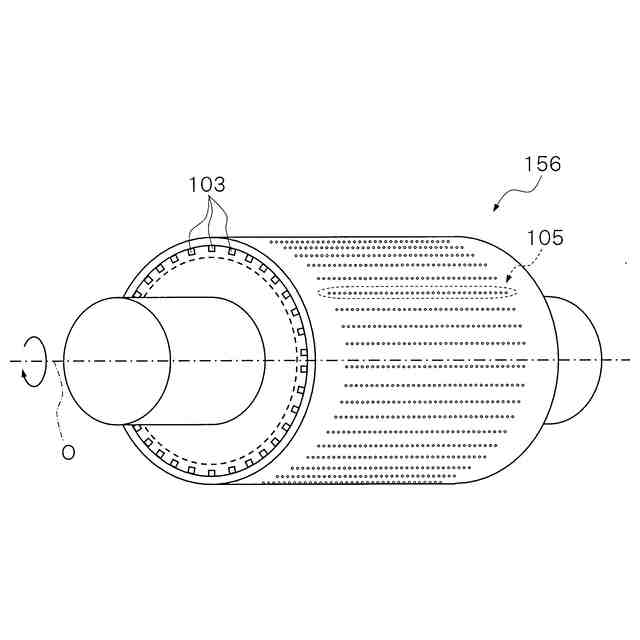
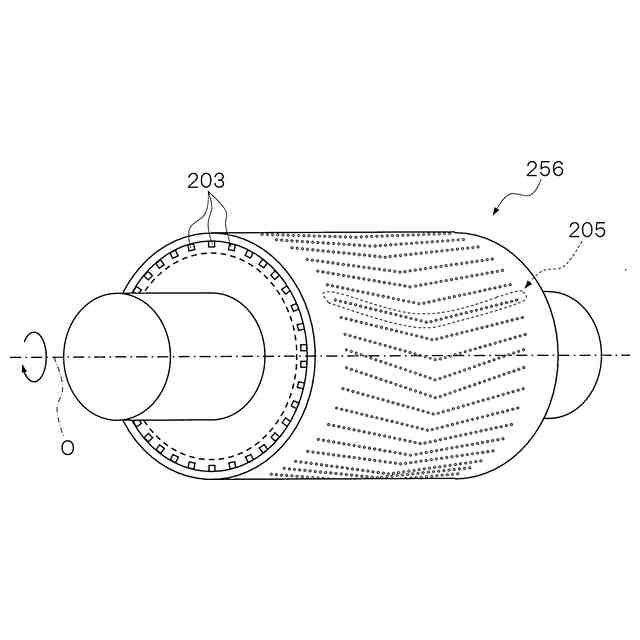
前記凹形状のパターンが略V字形状、略皿型形状又は略円弧形状である、請求項1に記載のキャンロール。
【請求項3】
前記キャンロールを構成する円筒回転体の外周面をその任意の法線方向から見たとき、該キャンロールの中心軸が2~4本のガス導入路の開口部群に交差している、請求項2に記載のキャンロール。
【請求項4】
前記円筒回転体の少なくとも一方の端部に、前記複数のガス導入路のうち、ガス供給源から供給されるガスを前記長尺樹脂フィルムによって全てのガス放出孔の開口部が塞がれているガス導入路にのみ分配するガス分配手段を有する、請求項3に記載のキャンロール。
【請求項5】
中心部に回転軸を備えた第1筒部の肉厚部の外周側に全周に亘って複数本の溝部を周方向に等間隔に形成する工程と、前記第1筒部の外周面に内周面が接するように第2筒部を外嵌させる工程と、前記第1筒部の肉厚部において周方向に互いに隣接する溝部同士の間の厚肉部分と前記第2筒部の内周面との当接部を接合する工程と、前記複数の溝部と前記第2筒部2の内周面とによってそれぞれ画定される複数のガス導入路の各々に対して穴開け加工により前記第2筒部の外周面側に開口する複数のガス放出孔を穿孔する工程とからなり、前記第1筒部をその任意の法線方向から見たとき、各溝部の形状が第1筒部の回転方向に向かって凹形状となるように形成するキャンロールの製造方法。
【請求項6】
前記接合する工程が、前記第1筒部の厚肉部分に向けて前記第2筒部の外周面側からレーザ又は電子ビームを照射することによる溶接である、請求項5に記載のキャンロールの製造方法。
【請求項7】
前記外嵌させる工程が焼嵌めである、請求項6に記載のキャンロールの製造方法。
【請求項8】
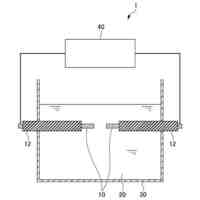
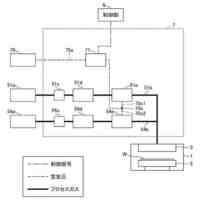
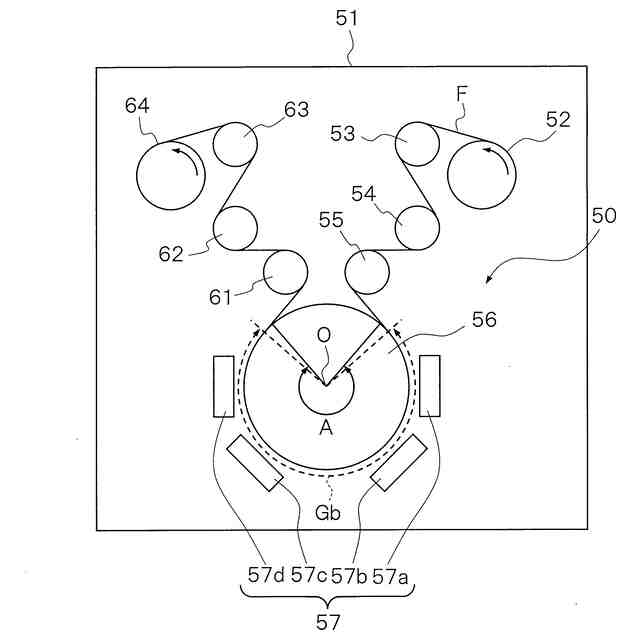
減圧雰囲気下において長尺樹脂フィルムをロールツーロールで搬送させる各種ロール群と、前記長尺樹脂フィルムを外周面に巻き付けて冷却する金属製の円筒回転体からなるキャンロールと、前記キャンロールの外周面に対向して配され、前記長尺樹脂フィルムに対して表面処理を施す表面処理手段とを備えた長尺樹脂フィルム用表面処理装置であって、前記キャンロールが請求項1~4のいずれか1項に記載のキャンロールである長尺樹脂フィルム用表面処理装置。
【請求項9】
前記表面処理手段が成膜手段である、請求項8に記載の長尺樹脂フィルム用表面処理装置。
【請求項10】
前記成膜手段がスパッタリングカソードである、請求項9に記載の長尺樹脂フィルム用表面処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、減圧雰囲気下においてロールツーロールで搬送される長尺樹脂フィルムに対して連続的にスパッタリング成膜等の表面処理を施す際に用いるキャンロール及びその製造方法並びに該キャンロールを備えた表面処理装置及びこれを用いた長尺樹脂フィルムの表面処理方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
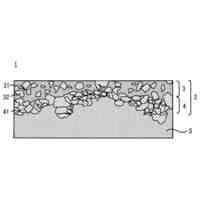
液晶パネル、ノートパソコン、デジタルカメラ、携帯電話等の電子機器には、樹脂フィルム上に所定のパターンの配線回路が形成されたフレキシブル配線基板が用いられている。近年、これら電子機器の高性能化に伴い、配線回路パターンはますます繊細化、高密度化する傾向にあり、該フレキシブル配線基板の材料として使用するパターニング処理前の金属膜付樹脂フィルムにはシワやキズのないものが求められている。また、金属膜付樹脂フィルムには樹脂フィルムの厚みをより薄くしたものや、樹脂フィルムの両面に金属膜を成膜した両面金属膜付樹脂フィルムが用いられることが多くなっている。
【0003】
上記の金属膜付樹脂フィルムは、一般的に樹脂フィルムの表面に金属膜を成膜するいわゆるメタライジング法により製造することができる。具体的には、樹脂フィルムに対して真空成膜法単独で金属膜を成膜するか、あるいは真空成膜法と湿式めっき法との併用で金属膜を成膜することで金属膜付樹脂フィルムを製造することができる。この真空成膜法には、例えば、真空蒸着法、スパッタリング法、イオンプレーティング法、イオンビームスパッタリング法等が知られている。
【0004】
上記の種々の真空成膜法のうち、スパッタリング法では優れた密着力が得られる反面、真空蒸着法に比べて基材としての樹脂フィルムに与える熱負荷が大きいといわれている。このように、成膜の際に樹脂フィルムに大きな熱負荷がかかると、樹脂フィルムにシワが発生するおそれがある。そこで、スパッタリング法により樹脂フィルムの表面に成膜する場合は、裏面側から該樹脂フィルムを冷却することで、上記の熱負荷を低減することが行なわれている。
【0005】
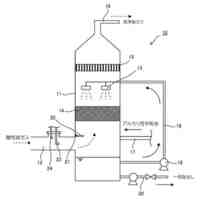
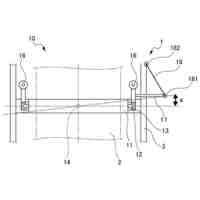
例えば特許文献1には、ポリイミドフィルムなどの樹脂フィルムに対して真空成膜法により金属膜付樹脂フィルムを作製する工程において、樹脂フィルムを冷却するキャンロールを備えたスパッタリングウェブコータと称する装置を使用する技術が開示されている。この装置は、減圧雰囲気下でロールツーロールで搬送される長尺樹脂フィルムを、冷媒の循環用流路を内部に備えた円筒状のキャンロールの外周面に巻き付けながら表面側にスパッタリング成膜を行なうものであり、該スパッタリング成膜の際に長尺樹脂フィルムで発生する熱を裏面側から抜熱することでシワの発生を抑制することが可能になる。
【0006】
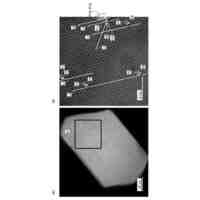
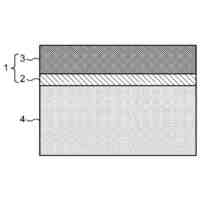
しかしながら、キャンロールの外周面はミクロ的に見て平坦ではないため、キャンロールの外周面と、そこに接触させた状態で搬送される長尺樹脂フィルムとの間には真空空間を介して僅かに離間する無数の間隙部(ギャップ部)が存在している。このギャップ部が伝熱抵抗になって、成膜の際に生じる樹脂フィルムの熱のキャンロールへの伝熱が阻害され、長尺樹脂フィルムにシワが発生することがあった。そこで、キャンロールの外周面からギャップ部にガスを導入することにより、ギャップ部の熱伝導率を上記の真空空間に比べて高くして伝熱抵抗を低減する技術が提案されている。
【0007】
例えば特許文献2には、キャンロールの外周肉厚部にその回転軸方向に延在する複数本のガス導入路を周方向に均等な間隔をあけて設けると共に、各ガス導入路に外周面で開口する複数の微細なガス放出孔を設けることで、上記ギャップ部にキャンロール側からガスを導入する技術が開示されている。また、特許文献3には、上記のガス放出孔を各々有する複数本のガス導入路を備えたキャンロールの製造方法として、キャンロールの外周肉厚部に上記の複数本のガス導入路となる複数条の溝を形成する技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開昭62-247073号公報
国際公開第2005/001157号
米国特許3414048号明細書
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記の特許文献2及び3に開示されている構造のキャンロールを用いることで、キャンロールの外周面とそこに巻き付いている長尺樹脂フィルムとの間のギャップ部にガスを導入できるので、シワの発生を抑えることができると考えられるが、上記の特許文献2及び3に開示されているキャンロールは、その中心軸に平行に複数本のガス導入路が設けられているため、各ガス導入路からは複数のガス放出孔を介して長尺樹脂フィルムの幅方向に延在する領域に向けて同時にガスが供給されることになる。そのため、キャンロールの外周面と長尺樹脂フィルムとの間の摩擦係数が上記のように長尺樹脂フィルムの幅方向に延在する領域において同時に低下し、その結果、キャンロールの外周面に対して長尺樹脂フィルムが局所的に僅かに滑るいわゆるマイクロスリップが発生することがあった。
【0010】
上記のマイクロスリップは、例えば長尺樹脂フィルムの厚みが25μm以下程度に薄い場合のようにフィルム剛性が低い条件のときに特に発生しやすくなる。更に長尺樹脂フィルムの両面に金属膜を成膜する場合は、第1面を成膜した後の第2面の成膜の際に、成膜済みの第1面がキャンロールの外周面に接している部分でマイクロスリップが発生すると、この第1面における成膜面に微小なキズが発生するので品質上の課題が生ずるおそれがある。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
住友金属鉱山株式会社
有価金属の回収方法
4日前
住友金属鉱山株式会社
有価金属の回収方法
4日前
住友金属鉱山株式会社
有価金属の回収方法
4日前
住友金属鉱山株式会社
亜鉛硫化物の粒径制御方法
1日前
住友金属鉱山株式会社
洗浄塔及び洗浄塔のスケール除去方法
5日前
住友金属鉱山株式会社
導電性ペースト、電子部品、及び積層セラミックコンデンサ
1日前
住友金属鉱山株式会社
導電性ペースト、電子部品、及び積層セラミックコンデンサ
1日前
住友金属鉱山株式会社
光触媒及びその製造方法、並びに前記光触媒を用いた水の分解方法
1日前
住友金属鉱山株式会社
ベルトコンベアの搬送ベルト調芯機構、及び、ベルトコンベアの搬送ベルト調芯方法
12日前
住友金属鉱山株式会社
複合タングステン酸化物粒子、近赤外線吸収粒子分散液、および近赤外線吸収粒子分散体
4日前
住友金属鉱山株式会社
キャンロール及びその製造方法並びに該キャンロールを備えた表面処理装置及びこれを用いた長尺樹脂フィルムの表面処理方法
4日前
大同特殊鋼株式会社
熱処理方法
2か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
日産自動車株式会社
樹脂部材
1か月前
神東塗料株式会社
鋼構造物の防食方法
3か月前
日鉄防食株式会社
防食施工方法
1か月前
大阪瓦斯株式会社
成膜装置
3か月前
株式会社アルバック
成膜方法
2か月前
株式会社JCU
無電解めっき方法
3か月前
株式会社神戸製鋼所
被膜および軸受
1か月前
株式会社アルバック
ガス導入管
1か月前
東京エレクトロン株式会社
成膜装置
1日前
栗田工業株式会社
金属部材の防食方法
1か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
東京エレクトロン株式会社
基板処理方法
1か月前
信越化学工業株式会社
ガス発生装置
2か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
株式会社鈴木商店
皮膜および皮膜形成方法
3か月前
日本製鉄株式会社
表面処理鋼板
3か月前
サンデン株式会社
摺動部材
3か月前
日揚科技股分有限公司
防着オブジェクト
3か月前
キヤノントッキ株式会社
成膜装置
3か月前
東京エレクトロン株式会社
成膜装置及び成膜方法
3か月前
キヤノントッキ株式会社
成膜装置
28日前
大陽日酸株式会社
半導体材料ガス生成装置
3か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ