TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151517
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023064905
出願日
2023-04-12
発明の名称
熱処理方法
出願人
大同特殊鋼株式会社
代理人
主分類
C23C
8/32 20060101AFI20241018BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
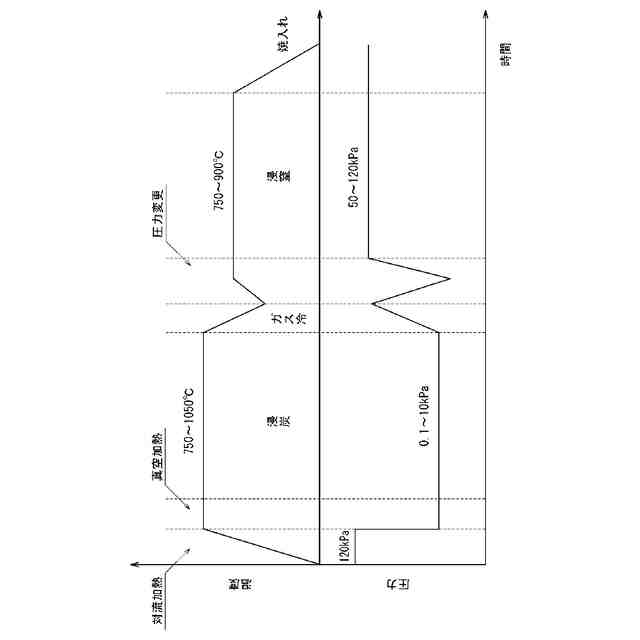
【課題】減圧浸炭しその後に浸窒処理する一連の熱処理を被処理品に施した際の表面N濃度の制御を容易に行うことが可能な熱処理方法を提供する。
【解決手段】
被処理品に対し減圧浸炭処理に続いて浸窒処理を連続して行なう熱処理方法であって、減圧浸炭処理後、被処理品に対し冷却ガスを当てて被処理品を冷却する冷却工程を備え、浸窒処理時の処理室内の雰囲気圧力を50kPa~1000kPaの範囲内とし、処理室内から採取される未分解NH
3
濃度を分析し、未分解NH
3
濃度が一定となるように処理室内に導入されるNH
3
ガスの量を調整する。
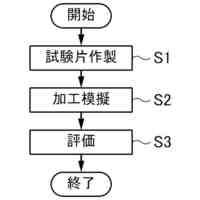
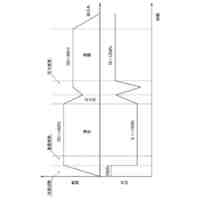
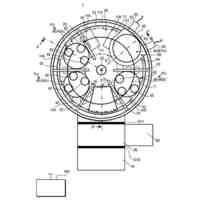
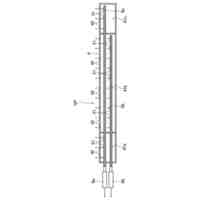
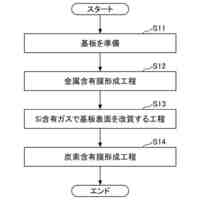
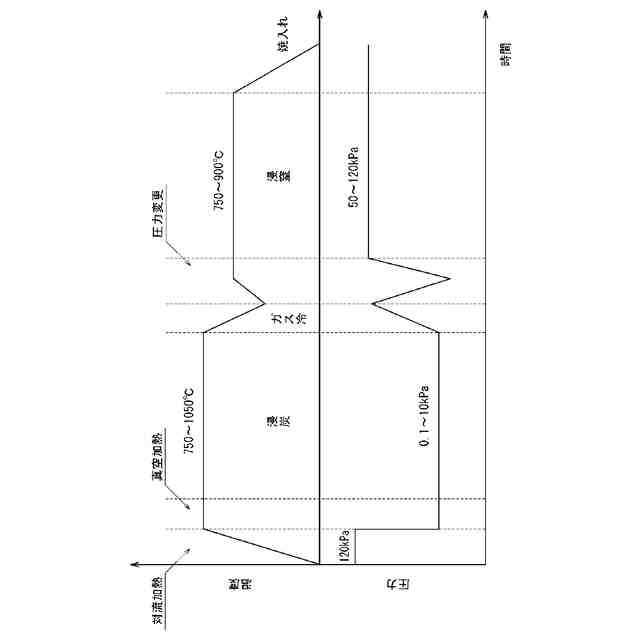
【選択図】図4
特許請求の範囲
【請求項1】
被処理品に対し減圧浸炭処理に続いて浸窒処理を連続して行なう熱処理方法であって、
前記減圧浸炭処理後、前記被処理品に対し冷却ガスを当てて該被処理品を冷却する冷却工程を備え、
前記浸窒処理時の処理室内の雰囲気圧力を50kPa~1000kPaの範囲内とし、前記処理室内から採取される未分解NH
3
濃度を分析し、該未分解NH
3
濃度が一定となるように前記処理室内に導入されるNH
3
ガスの量を調整することを特徴とする熱処理方法。
続きを表示(約 580 文字)
【請求項2】
前記冷却工程の冷却温度は、前記浸窒処理の温度よりも低く、
前記冷却工程の後、前記被処理品に対し前記浸窒処理の温度まで加熱する再加熱工程を備える請求項1に記載の熱処理方法。
【請求項3】
浸炭処理室と浸窒処理室を別室で構成し、前記減圧浸炭処理の後に、前記浸炭処理室から前記被処理品を前記浸窒処理室に移動させ前記浸窒処理を行うことを特徴とする請求項1又は2に記載の熱処理方法。
【請求項4】
前記浸窒処理時の前記雰囲気圧力を50kPa~120kPaの範囲内としたことを特徴とする請求項3に記載の熱処理方法。
【請求項5】
前記浸窒処理時に前記処理室内に導入する浸窒ガスは、NH
3
ガス単独、または、NH
3
とN
2
の混合ガス、または、NH
3
とN
2
とH
2
の混合ガスであることを特徴とする請求項3に記載の熱処理方法。
【請求項6】
前記浸窒処理温度が700℃~900℃であることを特徴とする請求項3に記載の熱処理方法。
【請求項7】
前記減圧浸炭処理時の処理室内の雰囲気圧力が0.1kPa~10kPaであることを特徴とする請求項3に記載の熱処理方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は被処理品に対し減圧浸炭処理に続いて浸窒処理を連続して行なう熱処理方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鋼材等の被処理品において、表面の硬化等、特性の向上を図る表面処理として被処理品の表層部にC原子を導入する浸炭処理が実施されている。従来、浸炭処理の手法としてガス浸炭が用いられていたが、浸炭時間が長い等の問題があり、近年ではガス浸炭に比べて省エネルギー及び省人化の点で有利な減圧浸炭(真空浸炭)が広く採用されている。
【0003】
また、表層部にC原子とともにN原子を導入する浸炭窒化処理が行われる場合もある。浸炭窒化処理では、先ず表層部にC原子を導入する浸炭処理が実施され、続いて表層部にN原子を導入する浸窒処理が実施される。このような浸炭窒化処理は、耐摩耗性等の向上に有効とされている。例えば、減圧浸炭(真空浸炭)に続いて窒化を行う熱処理方法としては、下記特許文献に記載されたものが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-17790号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
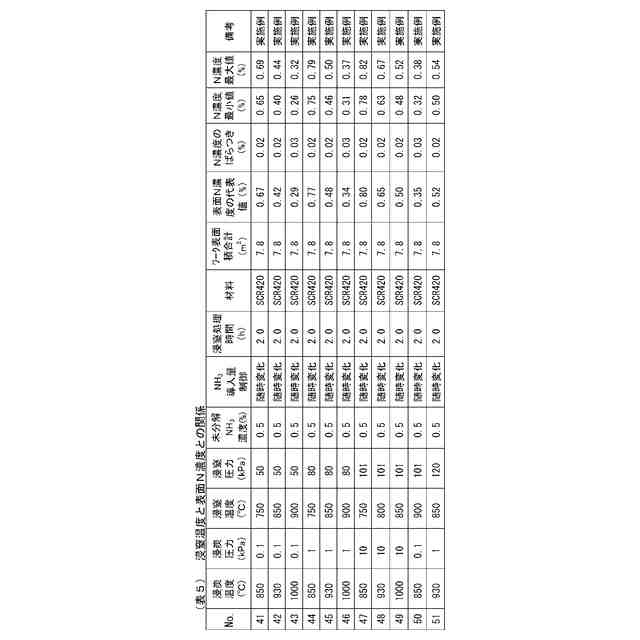
しかしながら、一度に多くの被処理品の処理を行なうことが必要となる量産処理では、減圧浸炭処理に続いて行われる浸窒処理において処理室内における被処理品の積載場所により被処理品表面のN濃度(以下、「表面N濃度」と称する場合がある)にばらつきが生じ易く、所望の表面N濃度を得ることが難しい問題があった。
【0006】
本発明は以上のような事情を背景とし、減圧浸炭しその後に浸窒処理する一連の熱処理を被処理品に施した際の表面N濃度の制御を容易に行うことが可能な熱処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは減圧浸炭に続いて行われる浸窒処理において表面N濃度にばらつきが生じる原因を究明するなかで、以下のような知見を得た。
(1)浸炭処理後、そのまま自然に浸窒処理温度まで温度を下げて浸窒処理をするよりも、強制的に被処理品へ冷却ガスを当てて、処理室内にてガスを循環させる方が処理室内の上記表面N濃度のばらつきを小さくすることが可能である。
(2)上記表面N濃度のばらつきは処理室内の雰囲気圧力に大きく依存しており、浸炭を真空下で行った場合でも、その後の浸窒処理を、浸炭時よりも高い所定の圧力下で行うことで、表面N濃度のばらつきを小さくすることが可能である。
(3)浸窒中の処理室内の圧力を上記所定の範囲内とした上で、処理室内の雰囲気中に含まれる未分解NH3濃度を任意の値に制御することで、所望の表面N濃度を得ることが可能である。
本発明はこのような知見に基づいてなされたものである。
【0008】
而して本発明の熱処理方法は、被処理品に対し減圧浸炭処理に続いて浸窒処理を連続して行なう熱処理方法であって、前記減圧浸炭処理後、前記被処理品に対し冷却ガスを当てて該被処理品を冷却する冷却工程を備え、前記浸窒処理時の処理室内の雰囲気圧力を50kPa~1000kPaの範囲内とし、前記処理室内から採取される未分解NH
3
濃度を分析し、該未分解NH
3
濃度が一定となるように前記処理室内に導入されるNH
3
ガスの量を調整することを特徴とする。
【0009】
このように規定された本発明の熱処理方法によれば、減圧浸炭しその後に浸窒処理する一連の熱処理において、積載場所による表面N濃度のばらつきが抑えられるとともに、未分解NH3濃度を所定の値に制御することで、所望の表面N濃度を得ることができる。
【0010】
ここで本発明の熱処理方法では、前記冷却工程の冷却温度は、前記浸窒処理の
温度よりも低く、前記冷却工程の後、前記被処理品に対し前記浸窒処理の温度まで加熱する再加熱工程を備えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
回転電気機械
2日前
大同特殊鋼株式会社
ロータリーキルン
23日前
大同特殊鋼株式会社
超音波欠陥検出方法
9日前
大同特殊鋼株式会社
熱間加工工程の評価方法
9日前
大同特殊鋼株式会社
結束棒材の本数計数装置
1か月前
大同特殊鋼株式会社
ワークの形状良否判定方法
1か月前
大同特殊鋼株式会社
連続式雰囲気熱処理炉および熱処理方法
1か月前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
1日前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
2日前
大同特殊鋼株式会社
熱処理方法
2か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
日産自動車株式会社
樹脂部材
1か月前
日鉄防食株式会社
防食施工方法
1か月前
神東塗料株式会社
鋼構造物の防食方法
3か月前
株式会社アルバック
成膜方法
1か月前
大阪瓦斯株式会社
成膜装置
3か月前
株式会社神戸製鋼所
被膜および軸受
1か月前
株式会社アルバック
ガス導入管
1か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
栗田工業株式会社
金属部材の防食方法
1か月前
東京エレクトロン株式会社
基板処理方法
1か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
信越化学工業株式会社
ガス発生装置
2か月前
株式会社鈴木商店
皮膜および皮膜形成方法
3か月前
日本製鉄株式会社
表面処理鋼板
3か月前
日揚科技股分有限公司
防着オブジェクト
2か月前
キヤノントッキ株式会社
成膜装置
3か月前
キヤノントッキ株式会社
成膜装置
25日前
東京エレクトロン株式会社
成膜装置及び成膜方法
2か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
3か月前
信越化学工業株式会社
炭化金属被覆炭素材料
3か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1日前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
3か月前
キヤノントッキ株式会社
成膜装置
3か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
3か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ