TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002230
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102265
出願日
2023-06-22
発明の名称
熱間加工工程の評価方法
出願人
大同特殊鋼株式会社
代理人
弁理士法人むつきパートナーズ
主分類
G01N
25/00 20060101AFI20241226BHJP(測定;試験)
要約
【課題】 鋳塊を熱間加工して供される熱間加工製品の製造方法における熱間加工工程の評価方法として、実製品の製造設備よりも小規模な実験設備を用いた評価方法の提供。
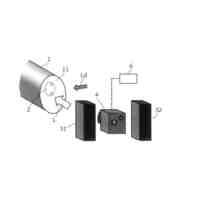
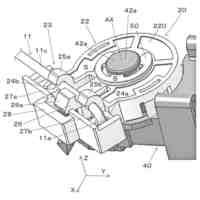
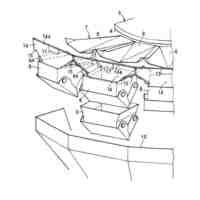
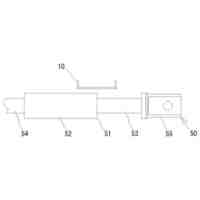
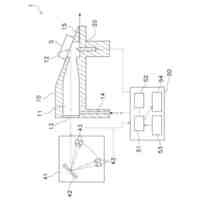
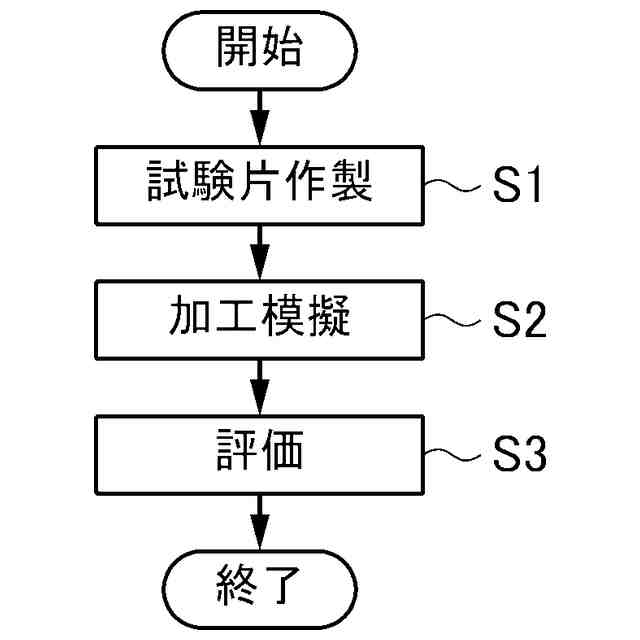
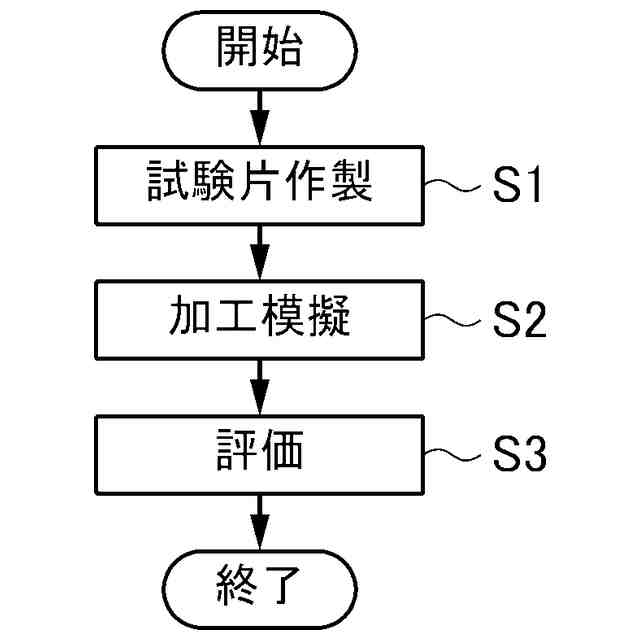
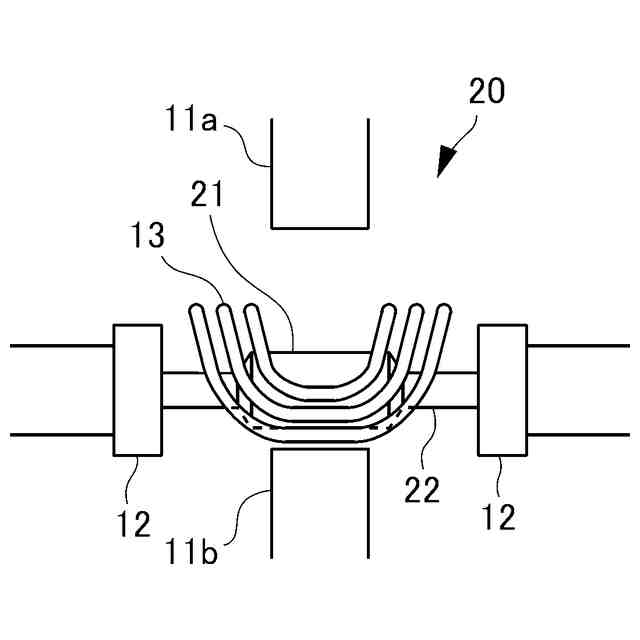
【解決手段】 温度制御を与えつつ鋳塊を所定の累積相当塑性ひずみとなるまで熱間加工する熱間加工工程を経て供される熱間加工製品の製造方法における熱間加工工程の評価方法である。鋳塊の一部分を模した金属組織を有して作製された棒状の試験片を側部から押圧して長手方向に伸張させるよう押圧加工する加工模擬工程によって得られた加工試験片を分析し熱間加工工程の評価を行うにあたって、加工模擬工程は、温度制御及び所定の累積相当塑性ひずみに対応した加熱制御及びひずみ制御を行う。
【選択図】図1
特許請求の範囲
【請求項1】
温度制御を与えつつ鋳塊を所定の累積相当塑性ひずみとなるまで熱間加工する熱間加工工程を経て供される熱間加工製品の製造方法における該熱間加工工程の評価方法であって、
前記鋳塊の一部分を模した金属組織を有して作製された棒状の試験片を側部から押圧して長手方向に伸張させるよう押圧加工する加工模擬工程によって得られた加工試験片を分析し前記熱間加工工程の評価を行うにあたって、
前記加工模擬工程は、前記温度制御及び前記所定の累積相当塑性ひずみに対応した加熱制御及びひずみ制御を行うことを特徴とする熱間加工工程の評価方法。
続きを表示(約 600 文字)
【請求項2】
前記加工試験片の少なくとも金属組織及び機械強度を分析し、前記熱間加工工程における前記温度制御及び前記累積相当塑性ひずみの評価を行うことを特徴とする請求項1記載の熱間加工工程の評価方法。
【請求項3】
前記棒状の試験片は一方向凝固させて前記金属組織を与えられていることを特徴とする請求項1記載の熱間加工工程の評価方法。
【請求項4】
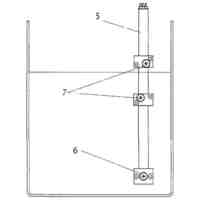
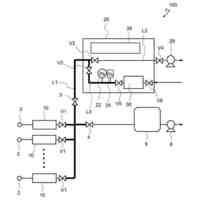
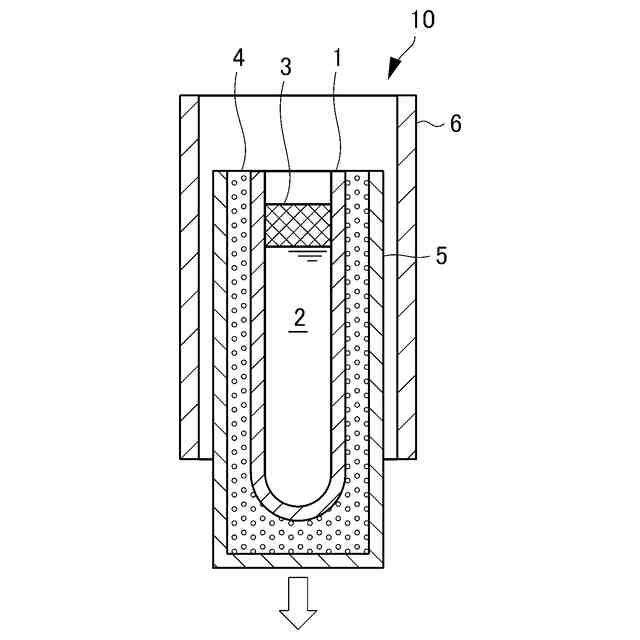
前記棒状の試験片は、加熱炉の内部に配置させた坩堝にて合金を溶解させ、前記坩堝を鉛直方向に所定速度で移動させ前記加熱炉の外部へと引き抜いて一方向凝固させて前記金属組織を与えるように作製されていることを特徴とする請求項3記載の熱間加工工程の評価方法。
【請求項5】
前記坩堝で作製された合金塊は、長手方向に直交する断面の面積率で80%以上の範囲で外周を切削加工して前記棒状の試験片とされることを特徴とする請求項4記載の熱間加工工程の評価方法。
【請求項6】
前記熱間加工製品は析出強化型のNi合金からなることを特徴とする請求項1乃至5のうちの1つに記載の熱間加工工程の評価方法。
【請求項7】
前記加工模擬工程において、800℃以上の温度にて前記加熱制御を行うとともに累積相当塑性ひずみを3以上とするよう前記ひずみ制御を行うことを特徴とする請求項6記載の熱間加工工程の評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳塊を熱間加工して供される熱間加工製品の製造方法における熱間加工工程の評価方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
塑性加工製品の製造工程は、塑性変形させて形を作り込む「創形技術」と、所望される物理的及び/又は化学的性質(物性)を有するように材質を作り込む「創質技術」の2つの技術の融合工程である。前者の「創形技術」については、主として鍛造加工のような熱間加工工程によるものであり、有限要素法を用いた数値解析などでシミュレートされ得る。一方、「創質技術」については、鋳塊の材料組織(金属組織)に併せ塑性加工による影響を大きく受け、かつ、材料組織と物性との関係が複雑であることから、精度の高いコンピュータシミュレーションが難しい。結果として、試作や小型の実証実験を繰り返すこととなる。そこで、小型の実証実験に供されるような、鋳塊の材料組織を模した試験片を作製する方法などが提案されている。
【0003】
例えば、特許文献1では、エレクトロスラグ再溶解(ESR)や真空アーク再溶解(VAR)などで製造される大型鋳塊の凝固組織を小型の試験装置で再現する方法を開示している。ここでは、坩堝(耐火物製容器)の長手方向を垂直に配置させると、冷却装置が下面となって、坩堝を包囲する加熱帯により、ESRやVARのモールド冷却(側面からの冷却)を再現できるとしている。その上で、VARを模擬した実施例として、底面に冷却装置を配して強制冷却し実体鋳塊の水冷定盤近傍の急冷状態を再現させるとともに、溶湯温度に加熱した坩堝の底部から順次上部に向けて、溶湯から凝固するまでの時間を速くするようにゾーン加熱を調整する。これにより、VARにより得られる鋳塊と同様の方向性凝固組織が得られるとしている。
【先行技術文献】
【特許文献】
【0004】
特開平8-334483号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、塑性加工製品の製造方案の作成には、製造プロセスと材料組織の関係を評価する必要がある。ここでも、実製品の製造設備よりも小規模な実験設備を用いた製造プロセス評価(予測)ができれば、低コスト且つ短時間で製造方案を作成できる。また、材料組織と物性(特に、機械的性質)との関係を実験的に明らかにすることも可能となり得る。
【0006】
本発明は、以上のような状況に鑑みてなされたものであって、その目的とするところは、鋳塊を熱間加工して供される熱間加工製品の製造方法における熱間加工工程の評価方法として、実製品の製造設備よりも小規模な実験設備を用いた評価方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明による方法は、温度制御を与えつつ鋳塊を所定の累積相当塑性ひずみとなるまで熱間加工する熱間加工工程を経て供される熱間加工製品の製造方法における該熱間加工工程の評価方法であって、前記鋳塊の一部分を模した金属組織を有して作製された棒状の試験片を側部から押圧して長手方向に伸張させるよう押圧加工する加工模擬工程によって得られた加工試験片を分析し前記熱間加工工程の評価を行うにあたって、前記加工模擬工程は、前記温度制御及び前記所定の累積相当塑性ひずみに対応した加熱制御及びひずみ制御を行うことを特徴とする。
【0008】
かかる特徴によれば、鋳塊の一部分を模した小型の試験片を用いて実製品の製造設備よりも小規模な実験設備でも熱間加工工程を評価できるのである。
【0009】
上記した発明において、前記加工試験片の少なくとも金属組織及び機械強度を分析し、前記熱間加工工程における前記温度制御及び前記累積相当塑性ひずみの評価を行うことを特徴としてもよい。かかる特徴によれば、金属組織及び機械強度を分析することで、小規模な実験設備でも熱間加工工程を評価できるのである。
【0010】
上記した発明において、前記棒状の試験片は一方向凝固させて前記金属組織を与えられていることを特徴としてもよい。また、前記棒状の試験片は、加熱炉の内部に配置させた坩堝にて合金を溶解させ、前記坩堝を鉛直方向に所定速度で移動させ前記加熱炉の外部へと引き抜いて一方向凝固させて前記金属組織を与えるように作製されていることを特徴としてもよい。かかる特徴によれば、小規模な実験設備でもより簡便に熱間加工工程を評価できるのである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
座標系較正方法
18日前
大同特殊鋼株式会社
ラベル色特定方法
18日前
大同特殊鋼株式会社
浸炭部材の製造方法
18日前
大同特殊鋼株式会社
探傷装置および探傷方法
2日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
15日前
大同特殊鋼株式会社
鋼材の製造方法及び金属トレイ
22日前
大同特殊鋼株式会社
フェライト系ステンレス鋼及び鋼板
16日前
大同特殊鋼株式会社
フェライト系ステンレス鋼及び鋼板
16日前
大同特殊鋼株式会社
浸炭部材、および、浸炭部材の製造方法
1か月前
大同特殊鋼株式会社
オーステナイト系ステンレス鋼及び耐水素性部材
16日前
日本精機株式会社
計器装置
1日前
日本精機株式会社
表示装置
25日前
日本精機株式会社
液面検出装置
3日前
有限会社原製作所
検出回路
23日前
大和製衡株式会社
組合せ秤
9日前
大和製衡株式会社
組合せ秤
3日前
大和製衡株式会社
組合せ秤
3日前
日本無線株式会社
レーダ装置
24日前
株式会社リコー
光学機器
23日前
個人
フロートレス液面センサー
16日前
日本特殊陶業株式会社
ガスセンサ
4日前
日本特殊陶業株式会社
ガスセンサ
4日前
キヤノン株式会社
放射線撮像装置
18日前
大和製衡株式会社
組合せ計量装置
25日前
日本特殊陶業株式会社
ガスセンサ
15日前
ダイハツ工業株式会社
試験用治具
9日前
株式会社クボタ
作業車
8日前
大同特殊鋼株式会社
座標系較正方法
18日前
旭光電機株式会社
漏出検出装置
15日前
新電元メカトロニクス株式会社
位置検出装置
1日前
株式会社ノーリツ
通信システム
1日前
TDK株式会社
計測装置
2日前
株式会社フジキン
流量測定装置
10日前
大同特殊鋼株式会社
ラベル色特定方法
18日前
トヨタ自動車株式会社
歯車の検査方法
4日前
株式会社島津製作所
発光分析装置
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ