TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001177
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100630
出願日
2023-06-20
発明の名称
支持構造材の除去方法
出願人
株式会社スギノマシン
代理人
弁理士法人グローバル・アイピー東京
主分類
B24B
31/00 20060101AFI20241225BHJP(研削;研磨)
要約
【課題】ワークからの支持構造材の除去を簡便に行い、容易に自動化する。
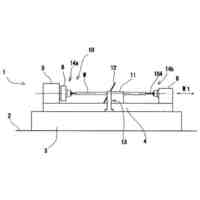
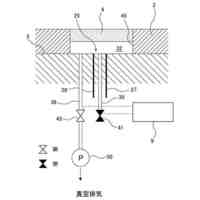
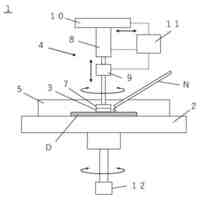
【解決手段】処理液(1)中に研磨材(2)を懸濁させ、ワーク(3)を造形プラットフォーム(3c)に固定するための支持構造材(3b1)を有する支持面(3a)を含み、付加製造されたワーク(3)を、前記処理液(1)中の研磨材(2)が懸濁した領域に設置し、処理液(1)中に沈めたノズル(15)が、処理液(1)のキャビテーション噴流(6)をワーク(3)に噴射して、ワーク(3)に付着する支持構造材(3b1)を除去する。
【選択図】図1
特許請求の範囲
【請求項1】
処理液中に研磨材を懸濁させ、
ワークを造形プラットフォームに固定するための支持構造材を有する支持面を含み、付加製造されたワークを、前記処理液中の研磨材が懸濁した領域に設置し、
前記処理液中に沈めたノズルが、前記処理液のキャビテーション噴流を前記ワークに噴射して、前記ワークに付着する前記支持構造材を除去する、
支持構造材の除去方法。
続きを表示(約 360 文字)
【請求項2】
前記ノズルは、垂直下向きから水平横向きまでの方向に前記処理液を噴射する、
請求項1に記載の支持構造材の除去方法。
【請求項3】
前記ワークの表面に、圧縮残留応力が付与される、
請求項1又は2に記載の支持構造材の除去方法。
【請求項4】
前記支持構造体は、切断された後に前記支持面に付着する前記支持構造体の先端部のみを含む、
請求項1~3のいずれかに記載の支持構造材の除去方法。
【請求項5】
前記ワークは、網目構造を有する、
請求項1~4のいずれかに記載の支持構造材の除去方法。
【請求項6】
前記ノズルと前記支持面との角度は、0度~20度である、
請求項1~5のいずれかに記載の支持構造材の除去方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、支持構造材の除去方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
付加製造によって製造された金属材料は、付加製造を行う際に必要となる、造形プラットフォームに支持するための支持構造材を含む。この支持構造材は、主として、手作業や、切削加工により取り外されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
金属材料から支持構造材を除去するには、熟練した技能が必要である。支持構造材の除去工程は、品質の安全と生産自動化が課題である。
本発明は、ワークからの支持構造材の除去を簡便に行い、容易に自動化することを目的とする。
【課題を解決するための手段】
【0004】
本発明の第1の観点は、
処理液中に研磨材を懸濁させ、
ワークを造形プラットフォームに固定するための支持構造材を有する支持面を含み、付加製造されたワークを、前記処理液中の研磨材が懸濁した領域に設置し、
前記処理液中に沈めたノズルが、前記処理液のキャビテーション噴流を前記ワークに噴射して、前記ワークに付着する前記支持構造材を除去する、
支持構造材の除去方法である。
【0005】
支持構造材の構造は、例えば、ブロックサポート(Block Support)、アダプティブセルサポート(Adaptive Cell Support)、ロッドサポート(Rod Support)、ラインサポート(Line Support)、ツリーサポート(Tree Support)である。
【0006】
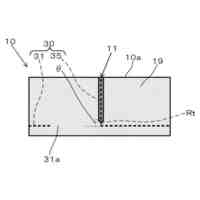
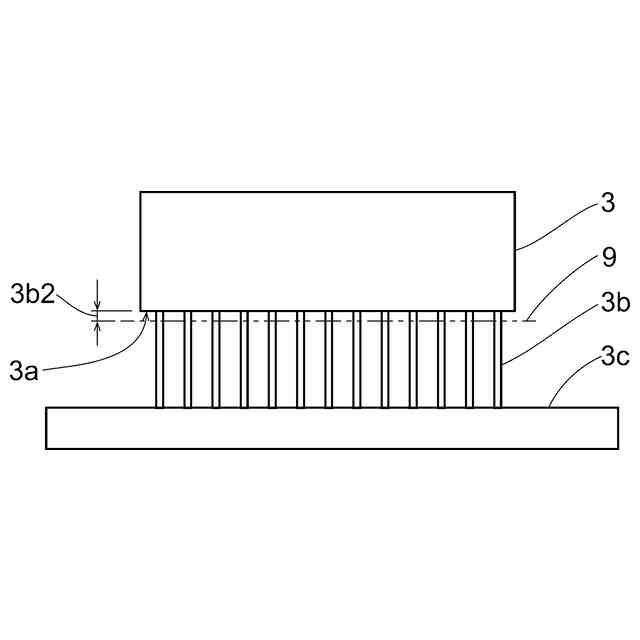
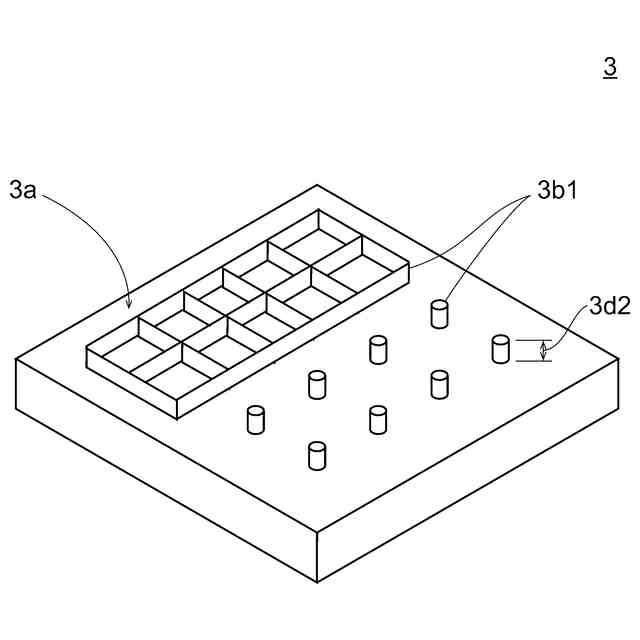
付加製造されるときに、ワークは、造形プラットフォームから、支持構造材によって支持されて造形される。ワークは、造形プラットフォームから支持構造材を切断して切り離される。支持面は、例えば、ワーク表面のうち、支持構造材と付着していた部分である。支持面には、支持構造材の先端部が付着する。支持構造材の先端部は、支持面に残留する。例えば、支持構造材は、ワークの支持面からわずかに残留する。ここで、わずかとは、例えば、0.3~1mm(両端含む)程度の高さである。
【0007】
ノズルと支持面との角度は、10度~20度であって良い。
処理液は、例えば水である。処理液は、防錆剤を含んでも良い。
研磨材は、研磨粒子である。研磨材は、例えば、セラミックスである。研磨材は、例えば、アルミナ、ガーネット、ジルコニアである。
支持構造材の除去と同時に、支持面が平滑化される。
【発明の効果】
【0008】
本発明によれば、ワークからの支持構造材の除去を簡便に行い、容易に自動化できる。
【図面の簡単な説明】
【0009】
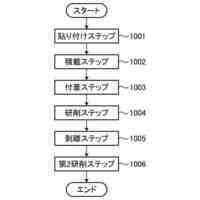
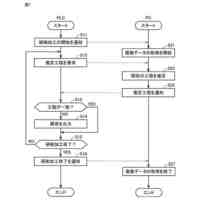
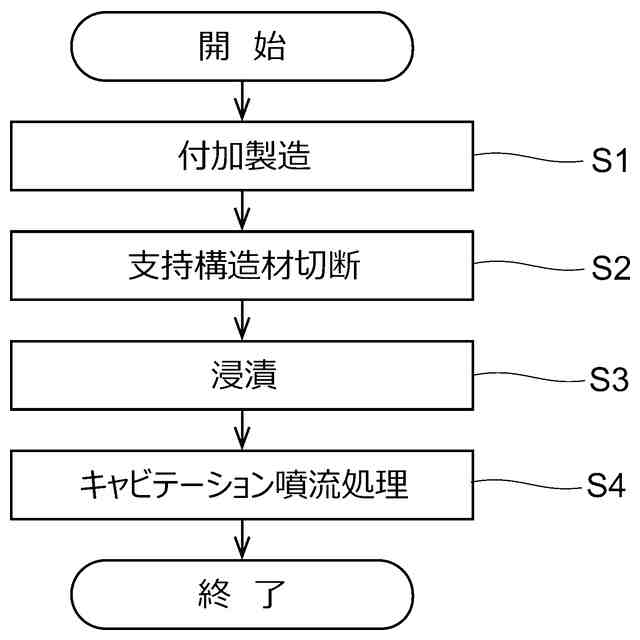
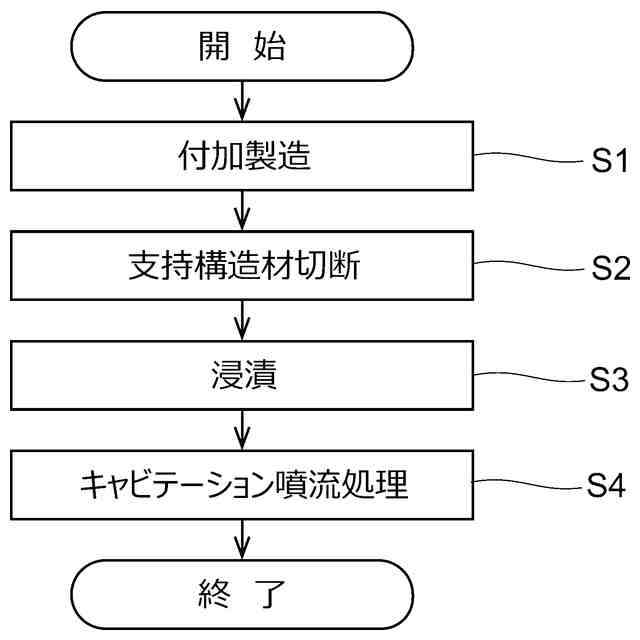
本実施形態のワークの支持構造材の除去方法を示すフローチャート
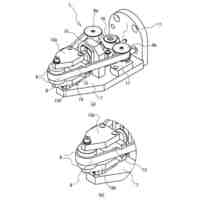
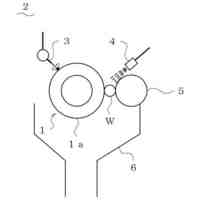
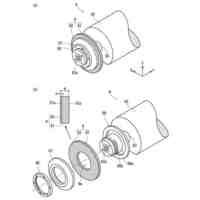
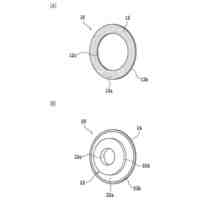
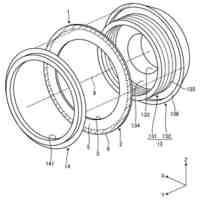
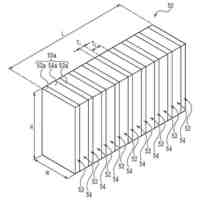
本実施形態の造形プラットフォーム上に形成されたワークの模式図
本実施形態の造形プラットフォームから切り離されたワークの模式図
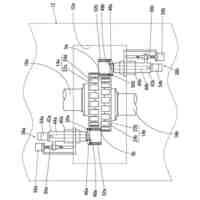
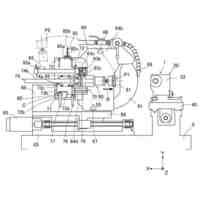
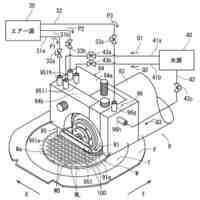
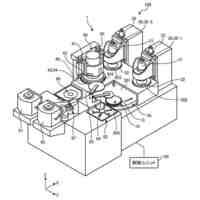
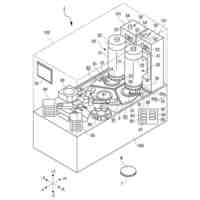
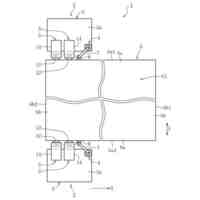
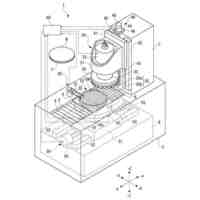
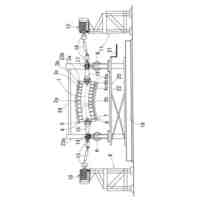
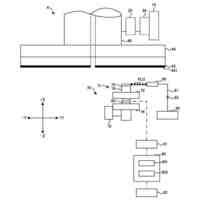
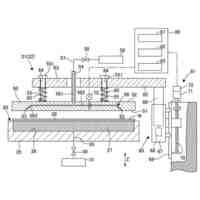
本実施形態のワークの支持構造材除去装置
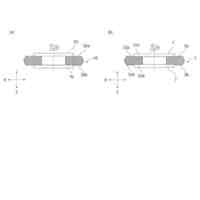
実施例1の支持構造材の除去前後のワークの写真
実施例2の支持構造材の除去前後のワークの写真
【発明を実施するための形態】
【0010】
図1に示すように、本実施形態のワークの支持構造材除去方法は、ワーク3を付加製造し(ステップS1)、ワーク3の支持構造材3bを切断し(ステップS2)、ワーク3及びノズル15を研磨材2を含む処理液1内に浸漬し(ステップS3)、キャビテーション噴流処理を行う(ステップS4)、方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
16日前
個人
研削盤のワーク支持装置
2か月前
株式会社タカトリ
研削装置
28日前
日清工業株式会社
両頭平面研削盤
2か月前
トヨタ自動車株式会社
外径測定方法
20日前
株式会社土橋製作所
研磨装置
2か月前
株式会社ツガミ
円筒研削盤
2か月前
株式会社荏原製作所
研磨装置
16日前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社ディスコ
加工具
29日前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社トクピ製作所
研削方法
1か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
6日前
株式会社ディスコ
研磨装置
2か月前
学校法人 中央大学
表面処理方法
27日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研磨装置
27日前
株式会社ディスコ
加工工具
2か月前
株式会社ディスコ
研削装置
今日
株式会社荏原製作所
透明液充填方法
16日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
砥石
1か月前
NTN株式会社
異常検知システム
1か月前
日本電気硝子株式会社
ガラス板の製造方法
19日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
切削ブレード
1か月前
信越半導体株式会社
研磨装置および研磨方法
2か月前
ニッタ・デュポン株式会社
研磨布
1か月前
株式会社尼崎工作所
研磨ブラシ
27日前
株式会社ディスコ
研削砥石
1か月前
株式会社ナノテム
砥石及びその製造方法
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ