TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179976
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099357
出願日
2023-06-16
発明の名称
ガス発生器の製造方法およびガス発生器
出願人
日本化薬株式会社
代理人
弁理士法人深見特許事務所
主分類
B60R
21/26 20110101AFI20241219BHJP(車両一般)
要約
【課題】粒状のガス発生剤の破砕を防止しつつガス発生剤収容室にこれを高密度に充填することができるガス発生器の製造方法を提供する。
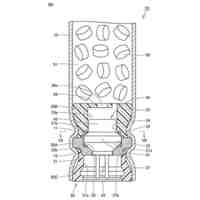
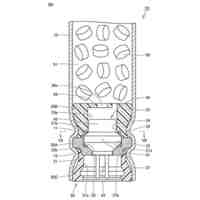
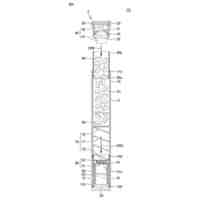
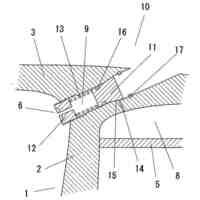
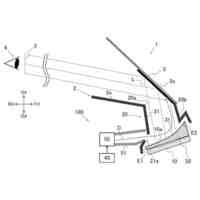
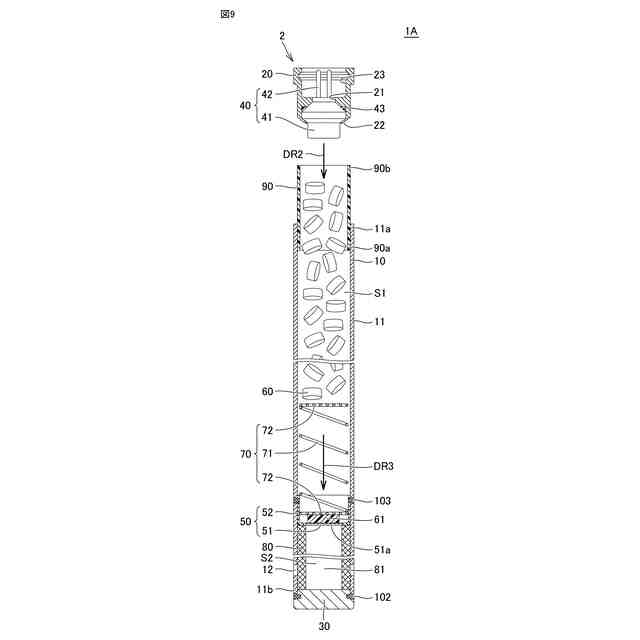
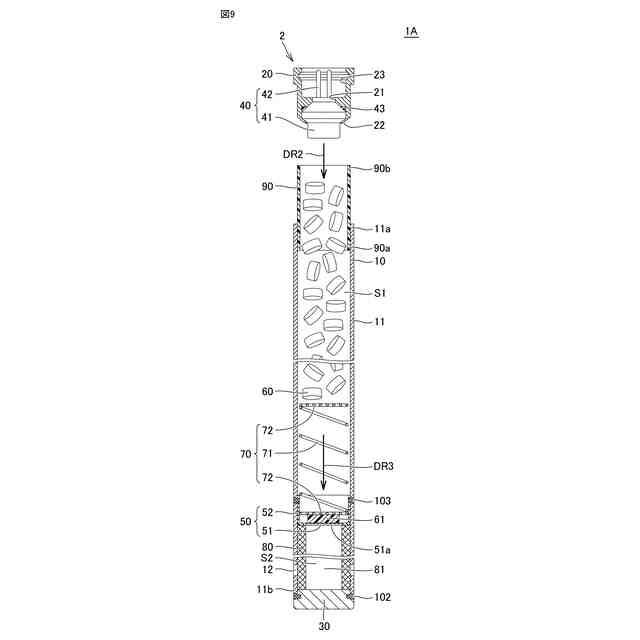
【解決手段】筒状体90の一部がハウジング本体10の周壁部11の一端部11aに圧入されることにより、筒状体90の第1端部90aが周壁部11の内部に配置されるとともに、筒状体90の第2端部90bが周壁部11の外部に配置され、その後、周壁部11の内部ならびに筒状体90の内部に跨がって位置するように、複数の粒状のガス発生剤60が、筒状体90を介してハウジング本体10に対して仮充填され、さらにその後、点火器組立体2が周壁部11の一端部に圧入されることにより、点火器組立体3によって複数の粒状のガス発生剤60ならびに筒状体90がいずれもガス発生剤収容室に押し込まれ、これにより複数の粒状のガス発生剤60が、ガス発生剤収容室に本充填される。
【選択図】図9
特許請求の範囲
【請求項1】
予め定められた量の複数の粒状のガス発生剤が収容されるガス発生剤収容室を規定する部分を含む筒状の周壁部を有するとともに、前記周壁部の軸方向の一端部が開放されてなる金属製のハウジング本体が準備される工程と、
前記複数の粒状のガス発生剤を燃焼させるための点火器および当該点火器を保持する金属製のホルダを含む点火器組立体が準備される工程と、
前記複数の粒状のガス発生剤が、前記周壁部の軸方向の前記一端部を介して前記ガス発生剤収容室に充填される工程と、
前記周壁部の軸方向の前記一端部を閉塞するように、前記点火器組立体が、前記周壁部の軸方向の前記一端部に組付けられる工程とを備え、
前記複数の粒状のガス発生剤が充填される工程ならびに前記点火器組立体が組付けられる工程が、
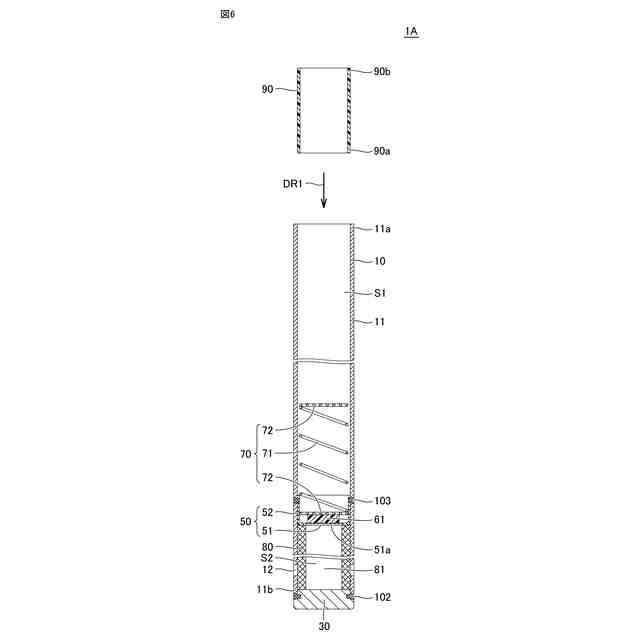
軸方向の一対の端部である第1端部および第2端部が開放されてなる筒状体が準備される工程と、
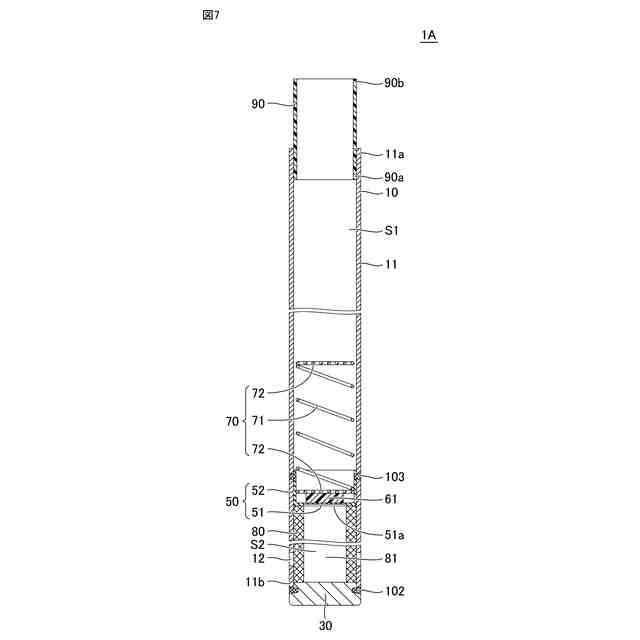
前記第1端部が前記周壁部の内部に位置するとともに、前記第2端部が前記周壁部の外部に位置することとなるように、前記筒状体の一部が、前記周壁部の軸方向の前記一端部に圧入される工程と、
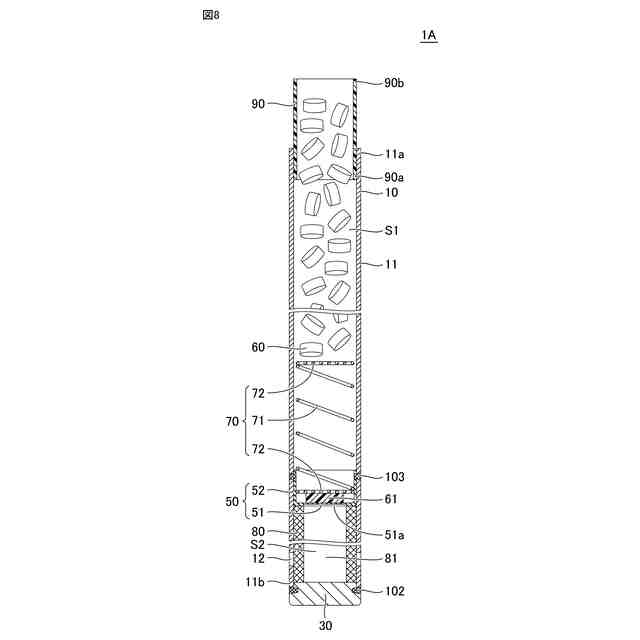
前記複数の粒状のガス発生剤が前記周壁部の内部ならびに前記筒状体の内部に跨がって位置することとなるように、前記複数の粒状のガス発生剤が、前記筒状体を介して前記ハウジング本体に対して仮充填される工程と、
前記複数の粒状のガス発生剤が仮充填された状態において、前記点火器組立体が前記周壁部の軸方向の前記一端部に圧入されることにより、前記点火器組立体によって前記複数の粒状のガス発生剤ならびに前記筒状体がいずれも前記ガス発生剤収容室に押し込まれ、これにより前記複数の粒状のガス発生剤が、前記ガス発生剤収容室に本充填される工程とを含む、ガス発生器の製造方法。
続きを表示(約 2,000 文字)
【請求項2】
前記筒状体が、樹脂製の部材からなる、請求項1に記載のガス発生器の製造方法。
【請求項3】
前記複数の粒状のガス発生剤が充填される工程ならびに前記点火器組立体が組付けられる工程が、さらに、
前記点火器組立体が前記周壁部の軸方向の前記一端部に圧入された状態において、前記周壁部の軸方向の前記一端部と、当該一端部に圧入された部分の前記ホルダとが、溶接によって接合される工程を含む、請求項1に記載のガス発生器の製造方法。
【請求項4】
前記筒状体の軸方向長さが前記ガス発生剤収容室の軸方向長さよりも小さく構成されることにより、前記点火器組立体が前記周壁部の軸方向の前記一端部に圧入される際に、前記第1端部が、前記ガス発生剤収容室の軸方向の途中位置で停止する、請求項1に記載のガス発生器の製造方法。
【請求項5】
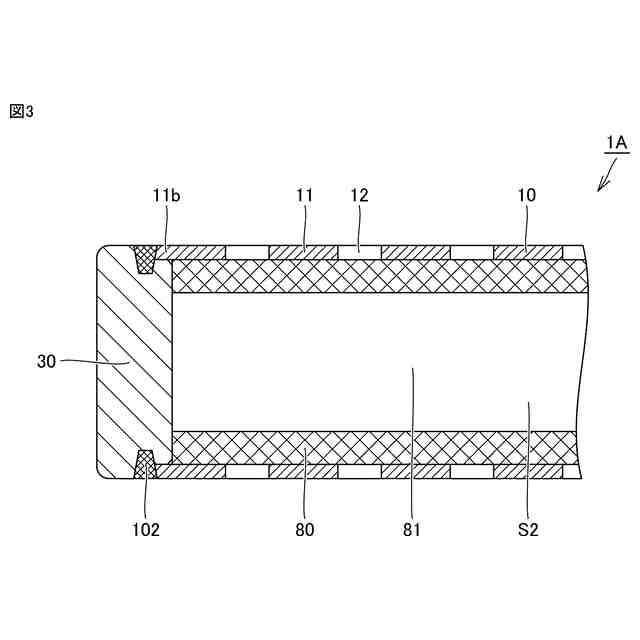
前記周壁部が、フィルタが収容されるフィルタ室を規定する部分をさらに含み、
前記フィルタ室を規定する部分の前記周壁部は、前記ガス発生剤収容室を規定する部分の前記周壁部から見た場合における前記周壁部の軸方向の前記一端部側とは反対側に位置し、
さらに、
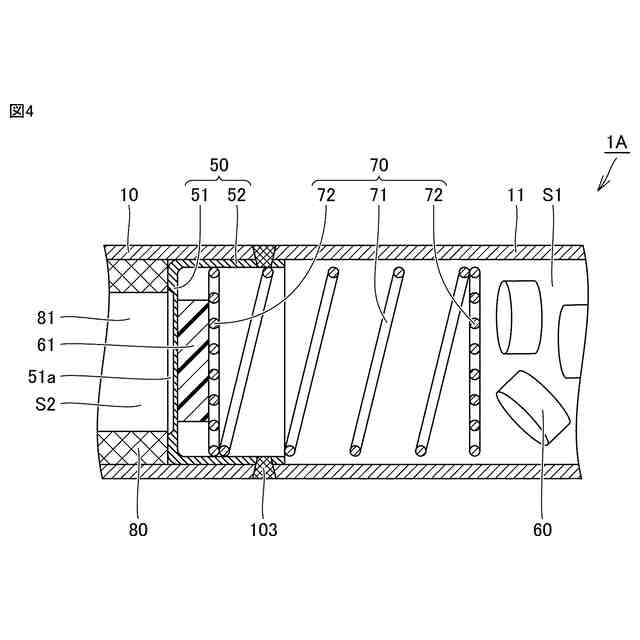
前記ハウジング本体の内部の空間が前記ガス発生剤収容室と前記フィルタ室とに区画されることとなるように、前記周壁部に仕切り部材が内挿される工程と、
前記仕切り部材が内挿された後の状態において、前記周壁部の軸方向の前記一端部を介して前記ガス発生剤収容室にコイルバネが挿入される工程とを備え、
前記仕切り部材が内挿される工程および前記コイルバネが挿入される工程が、いずれも前記複数の粒状のガス発生剤が仮充填される工程の前に実施され、
前記複数の粒状のガス発生剤が本充填される工程において、前記仕切り部材と前記点火器組立体の圧入によって押し込まれた前記複数の粒状のガス発生剤とによって前記コイルバネが挟み込まれて圧縮されることにより、圧縮された前記コイルバネによって前記複数の粒状のガス発生剤が前記仕切り部材から離間されつつ前記点火器組立体側に向けて付勢され、これにより前記複数の粒状のガス発生剤が、前記コイルバネと前記点火器組立体とによって挟み込まれることで前記ガス発生剤収容室の内部において固定される、請求項1に記載のガス発生器の製造方法。
【請求項6】
前記複数の粒状のガス発生剤が充填される工程ならびに前記点火器組立体が組付けられる工程が、さらに、
前記ガス発生剤収容室を規定する部分の前記周壁部の内周面に、前記複数の粒状のガス発生剤と前記周壁部との間の摩擦を低減するための潤滑材が設けられる工程を含み、
前記潤滑材が設けられる工程が、前記複数の粒状のガス発生剤が仮充填される工程の前に実施される、請求項1に記載のガス発生器の製造方法。
【請求項7】
前記潤滑材が設けられる工程が、前記潤滑材としての乾性被膜によって前記周壁部の内周面が覆われる工程を含む、請求項6に記載のガス発生器の製造方法。
【請求項8】
前記潤滑材が設けられる工程が、前記潤滑材としての微粉末が前記周壁部の内周面に付着される工程を含む、請求項6に記載のガス発生器の製造方法。
【請求項9】
ガス発生剤収容室を規定する部分を含む筒状の周壁部を有するとともに、前記周壁部の軸方向の一端部が開放されてなる金属製のハウジング本体と、
前記ガス発生剤収容室に収容された複数の粒状のガス発生剤と、
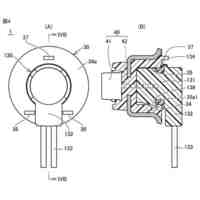
前記複数の粒状のガス発生剤を燃焼させるための点火器および当該点火器を保持する金属製のホルダを含み、前記周壁部の軸方向の前記一端部を閉塞するように当該一端部に組付けられた点火器組立体と、
外周面が前記ガス発生剤収容室を規定する部分の前記周壁部の内周面に圧接触した状態で前記ガス発生剤収容室に収容され、軸方向の一対の端部が開放されてなる樹脂製の筒状体とを備え、
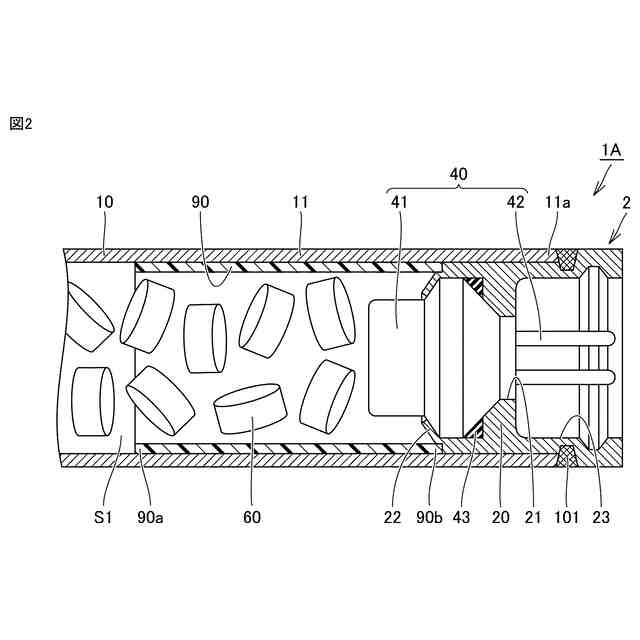
前記筒状体の前記一対の端部のうち、前記点火器組立体側とは反対側に位置する端部である第1端部の軸方向端面が、前記複数の粒状のガス発生剤以外の部材に対して非接触であるとともに、前記筒状体の前記一対の端部のうち、前記点火器組立体側に位置する端部である第2端部の軸方向端面が、前記ホルダの前記ガス発生剤収容室側の軸方向端面に当接しており、
前記複数の粒状のガス発生剤のうちの一部が、前記筒状体の内部に位置している、ガス発生器。
【請求項10】
前記周壁部の軸方向の前記一端部と前記ホルダとが、溶接によって接合されている、請求項9に記載のガス発生器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
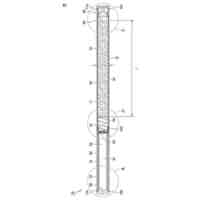
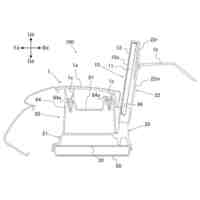
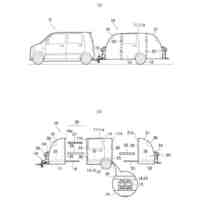
本発明は、自動車等に装備される乗員保護装置としてのエアバッグ装置に組み込まれるガス発生器およびその製造方法に関し、特に、サイドエアバッグ装置等に好適に組み込まれる外形が長尺円柱状のいわゆるシリンダ型ガス発生器およびその製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、自動車等の乗員の保護の観点から、乗員保護装置であるエアバッグ装置が普及している。エアバッグ装置は、車両等衝突時に生じる衝撃から乗員を保護する目的で装備されるものであり、車両等衝突時に瞬時にエアバッグを膨張および展開させることにより、エアバッグがクッションとなって乗員の体を受け止めるものである。
【0003】
ガス発生器は、このエアバッグ装置に組み込まれ、車両等衝突時にコントロールユニットからの通電によって点火器を着火し、点火器において生じる火炎によりガス発生剤を燃焼させて多量のガスを瞬時に発生させ、これによりエアバッグを膨張および展開させる機器である。
【0004】
ガス発生器には、車両等に対する設置位置やガス出力等の仕様に基づき、種々の構成のものが存在している。その一つに、シリンダ型ガス発生器と称されるものがある。シリンダ型ガス発生器は、その外形が長尺円柱状であり、サイドエアバッグ装置やカーテンエアバッグ装置、ニーエアバッグ装置、シートクッションエアバッグ装置等に好適に組み込まれる。
【0005】
通常、シリンダ型ガス発生器においては、ハウジングの軸方向の一端部に点火器が組付けられるとともに当該一端部側に複数の粒状のガス発生剤が収容されたガス発生剤収容室が設けられ、ハウジングの軸方向の他端部側にフィルタが収容されたフィルタ室が設けられ、当該フィルタ室を規定する部分のハウジングの周壁部にガス噴出口が設けられる。
【0006】
このように構成されたシリンダ型ガス発生器においては、点火器が作動することでガス発生剤がガス発生剤収容室において燃焼し、ガス発生剤収容室にて発生したガスがハウジングの軸方向に沿ってフィルタ室に流入することでフィルタの内部を通過し、フィルタを通過した後のガスがガス噴出口を介してシリンダ型ガス発生器の外部に噴出される。
【0007】
なお、上記構成のシリンダ型ガス発生器が開示された文献としては、たとえば特開2007-314102号公報(特許文献1)が挙げられる。
【先行技術文献】
【特許文献】
【0008】
特開2007-314102号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
近年においては、設置の自由度を高めるといった観点等に基づき、シリンダ型ガス発生器として、従来に比してより細長い外形のものが求められるに至っている。このようなシリンダ型ガス発生器にあっては、ハウジングが相当程度に小径でありしかも長尺であることから、必要量の粒状のガス発生剤を当該ハウジングの内部に設けられるガス発生剤収容室に高密度で充填することが困難になっている。
【0010】
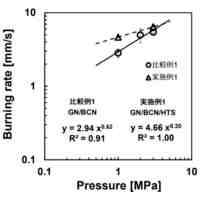
ここで、ガス発生剤収容室に所定量の粒状のガス発生剤を高密度で充填するために、粒状のガス発生剤に対する押し込み荷重を増加させた場合には、ガス発生剤に破砕が生じてしまうおそれがあり、仮に必要量がガス発生剤収容室に収容することができたとしても、ガス発生剤全体としての表面積が変化することにより、意図したガス出力が得られないことになってしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本化薬株式会社
ガス発生器
24日前
日本化薬株式会社
ガス発生器
24日前
日本化薬株式会社
ガス発生器
1か月前
日本化薬株式会社
ガス発生器
1か月前
日本化薬株式会社
ガス発生剤組成物
1日前
日本化薬株式会社
ガス発生器およびその製造方法
23日前
日本化薬株式会社
硬化性樹脂組成物およびその硬化物
1か月前
日本化薬株式会社
ガス発生器の製造方法およびガス発生器
23日前
日本化薬株式会社
安全装置、および、安全装置を備えた飛行体
9日前
日本化薬株式会社
化合物、混合物、硬化性樹脂組成物およびこれらの硬化物
1日前
日本化薬株式会社
縮合多環芳香族化合物、光電変換素子用材料、有機薄膜、及び有機光電変換素子
23日前
日本化薬株式会社
縮合多環芳香族化合物、光電変換素子用材料、有機薄膜、及び有機光電変換素子
1か月前
日本化薬株式会社
スニチニブリンゴ酸塩を有効成分とする医薬錠剤
9日前
個人
車両
2か月前
個人
眼科手術車
9日前
個人
授乳用車両
1日前
個人
自動車運転補助装置
1か月前
日本精機株式会社
表示装置
23日前
井関農機株式会社
作業車両
1か月前
井関農機株式会社
作業車両
1日前
個人
空気圧調節式ホイール。
3か月前
個人
キャンピングトレーラー
1か月前
個人
台車用車輪止め具
10日前
日本精機株式会社
車載表示装置
25日前
エムケー精工株式会社
洗車装置
3か月前
東レ株式会社
車両用エアバッグ
4か月前
日本精機株式会社
車外表示装置
3か月前
日本精機株式会社
車載表示装置
1か月前
個人
謝意シグナル装着車
25日前
個人
自動車外部装着用しめ飾り
1か月前
株式会社青木製作所
タンクローリ
10日前
日本精機株式会社
車両用表示装置
2か月前
日本精機株式会社
車両用表示装置
1か月前
トヨタ自動車株式会社
車両
10日前
株式会社SUBARU
車両
3か月前
日本精機株式会社
車両用表示装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ