TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177784
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096117
出願日
2023-06-12
発明の名称
棒状鋼材及びその製造方法
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20241217BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】圧縮加工での変形異方性に優れた棒状鋼材の提供。
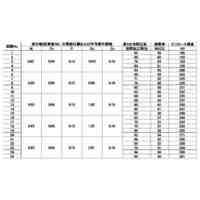
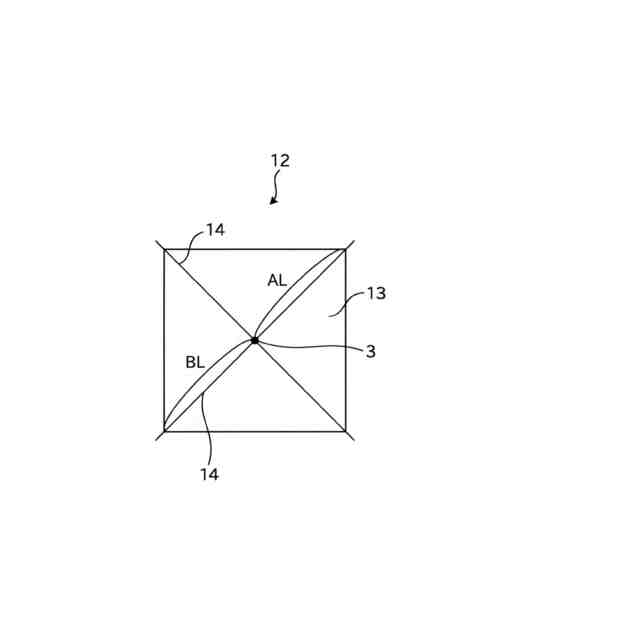
【解決手段】棒形状の鋼材の長手方向に直交する任意の断面の中心を通過する直線上において、前記中心から一方の方向に鋼材の表面まで伸びる第1の直線上における硬さの最大値である最大硬さA(HRB)と、前記中心から前記第1の直線とは反対の方向に鋼材の表面まで伸びる第2の直線上における硬さの最大値である最大硬さB(HRB)と、前記中心における硬さC(HRB)が、以下の式(1)の関係を満たし、前記任意の断面における平均硬さが93HRB以下であることを特徴とする棒状鋼材。
|(C-A)―(C-B)|≦4.0HRB (1)
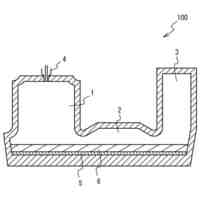
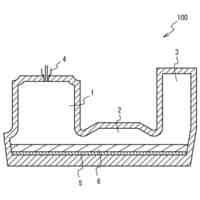
【選択図】図2
特許請求の範囲
【請求項1】
棒形状の鋼材の長手方向に直交する任意の断面の中心を通過する直線上において、前記中心から一方の方向に鋼材の表面まで伸びる第1の直線上における硬さの最大値である最大硬さA(HRB)と、前記中心から前記第1の直線とは反対の方向に鋼材の表面まで伸びる第2の直線上における硬さの最大値である最大硬さB(HRB)と、前記中心における硬さC(HRB)が、以下の式(1)の関係を満たし、前記任意の断面における平均硬さが93HRB以下であることを特徴とする棒状鋼材。
|(C-A)―(C-B)|≦4.0HRB (1)
続きを表示(約 430 文字)
【請求項2】
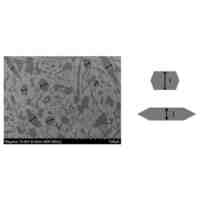
前記任意の断面の金属組織におけるフェライトの結晶粒度が、JIS G 0551に準拠して測定された平均粒度番号で8.0以上であることを特徴とする請求項1に記載の棒状鋼材。
【請求項3】
前記任意の断面の形状が、円形または矩形であることを特徴とする請求項1に記載の棒状鋼材。
【請求項4】
鋼材の材質が、SCr、SCM、Nbが添加された焼入れ性向上合金鋼、のいずれかであることを特徴とする請求項1に記載の棒状鋼材。
【請求項5】
前記任意の断面における金属組織は、フェライト及びパーライト組織の占有率が80%以上であることを特徴とする請求項1に記載の棒状鋼材。
【請求項6】
請求項1に記載の棒状鋼材の製造方法であって、
鋼片を圧延機で圧延して中間品を形成し、表面温度が1000℃以下の前記中間品を仕上圧延機に導入して仕上圧延を行うことを特徴とする棒状鋼材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車などの輸送機器や建設機械などの産業用機械などにおいて、歯車、シャフト類などの機械部品等の素材として使用される棒形状の機械構造用合金鋼材に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
輸送機器や産業用機械に用いられる機械部品は、強度や耐摩耗性などを付与するため、棒状鋼材を塑性加工などの所望形状に加工した後に、浸炭や窒化、浸炭窒化などの表面を硬化させる熱処理が施される。これらの機械部品には、クロム鋼(SCr)やクロムモリブデン鋼(SCM)、ニッケルクロムモリブデン鋼(SNCM)などの機械構造用合金鋼材が、通常、用いられている。また、前記熱処理の前工程である成形では、鍛造や切削などの機械加工が適用されている。特に鍛造加工では、素材の圧縮変形性を向上させるために、加工前に素材を焼鈍して変形抵抗を低下させる工程が追加されている。
【0003】
しかしながら、近年においては、カーボンニュートラルの実現や製造原価を低減させる活動の中で前記の加工前焼鈍の省略が試みられている。また、素材を所望の形状に成形する方法としては、前記のように素材に圧縮応力を加える鍛造加工と切削加工が主となるが、この成形工程においても、さらなるカーボンニュートラルの実現や製造原価を低減させるために省工程化が望まれている。特に切削加工は、鍛造加工では所要寸法精度とならなかった加工領域に施すことになるが、鍛造工程での寸法精度を高めることができれば切削工程を省略することができる。このため、鍛造加工での主体となる圧縮応力を加えた場合に、素材の変形異方性が低いことも鋼材の特性として望まれている。
【0004】
前記の要望に対応するため、素材の組織、平均硬さ、硬さ分布の標準偏差、硬さの最大値と最小値との差を規定した素材が特許文献1から4に提案されている。このうち、特許文献4の特許第4500246号公報では、フェライトとパーライトの混合組織であり、硬さの平均値と硬さの最大値と最小値の差を規定した鋼管状の素材が提案されている。また、特許文献1から3である特許第4448047公報、特許第4464862号公報、特許第4464864号公報では、全組織内における80%以上がフェライトとパーライトの混合組織であり、硬さの平均値と硬さ分布での標準偏差が規定される鋼材が提案されている。
【先行技術文献】
【特許文献】
【0005】
特許第4448047号公報
特許第4464862号公報
特許第4464864号公報
特許第4500246号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1から4の素材では、金属組織をフェライトとパーライトの混合組織とし、硬さの平均値を低くしていることから、鍛造加工前の焼鈍を省略することは可能である。しかしながら、鍛造加工における圧縮応力を付与した際の素材の変形異方性の低減については、実現することはできない。特許文献4は、硬さの最大値と最小値を規定しているだけであり、硬さ分布の方向性は規定されていない。また、特許文献1から3は、硬さ分布のバラツキである標準偏差は規定されているが、バラツキの方向性については定まっておらず、圧縮応力を付与した際の変形異方性を制御することはできない。
【0007】
そこで、本発明は、圧縮応力を付与した際における変形異方性をより低減した棒状鋼材を提供することを特徴とする。
【課題を解決するための手段】
【0008】
本発明は、前記の課題を解決するために種々の検討を重ねて完成した棒形状の鋼材であり、その詳細は以下のとおりである。
【0009】
(1) 棒形状の鋼材の長手方向に直交する任意の断面の中心を通過する直線上において、前記中心から一方の方向に鋼材の表面まで伸びる第1の直線上における硬さの最大値である最大硬さA(HRB)と、前記中心から前記第1の直線とは反対の方向に鋼材の表面まで伸びる第2の直線上における硬さの最大値である最大硬さB(HRB)と、前記中心における硬さC(HRB)が、以下の式(1)の関係を満たし、前記任意の断面における平均硬さが93HRB以下であることを特徴とする棒状鋼材。
|(C-A)―(C-B)|≦4.0HRB (1)
【0010】
(2) 前記任意の断面の金属組織におけるフェライトの結晶粒度が、JIS G 0551に準拠して測定された平均粒度番号で8.0以上であることを特徴とする上記(1)に記載の棒状鋼材。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
取鍋
10日前
山陽特殊製鋼株式会社
スプレー機
6日前
山陽特殊製鋼株式会社
非化石エネルギー鋼材の決定方法
13日前
大同特殊鋼株式会社
金属粉末
5か月前
株式会社神戸製鋼所
鋼線
3か月前
株式会社神戸製鋼所
鋼板
6か月前
ハイモ株式会社
水中金属の回収除去方法
6日前
大同特殊鋼株式会社
鋼材及び金型
2か月前
JFEスチール株式会社
鋼
3か月前
株式会社神戸製鋼所
銅合金板
3か月前
JX金属株式会社
銅製錬の操業方法
3か月前
JX金属株式会社
銅製錬の操業方法
21日前
株式会社神戸製鋼所
銅合金板
4か月前
日本特殊陶業株式会社
複合材
4か月前
古河機械金属株式会社
高クロム鋳鉄
3か月前
JX金属株式会社
銅製錬の操業方法
13日前
有限会社 ナプラ
電解めっき用電極
3か月前
石福金属興業株式会社
耐熱性Ir合金
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
6日前
日本製鉄株式会社
鋼部品
5か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
5か月前
日本製鉄株式会社
鋼材
6か月前
三洋化成工業株式会社
重金属回収用イオン液体
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
ボルト
4か月前
住友金属鉱山株式会社
銅の製錬方法
1か月前
日本製鉄株式会社
鋼矢板
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ