TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176807
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095617
出願日
2023-06-09
発明の名称
ロータの製造装置及びロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20060101AFI20241212BHJP(電力の発電,変換,配電)
要約
【課題】樹脂充填工程と溶接工程とで治具を共通化することができるロータの製造装置及びロータの製造方法を提供する。
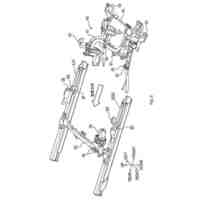
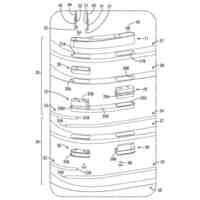
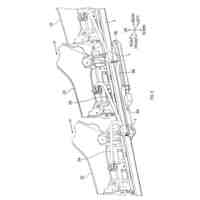
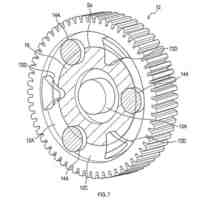
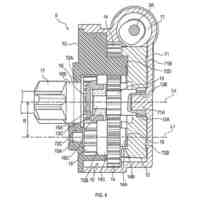
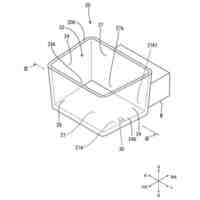
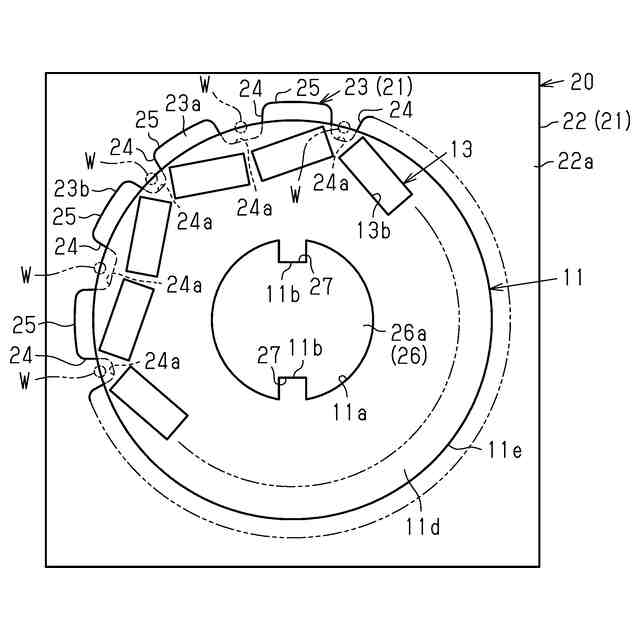
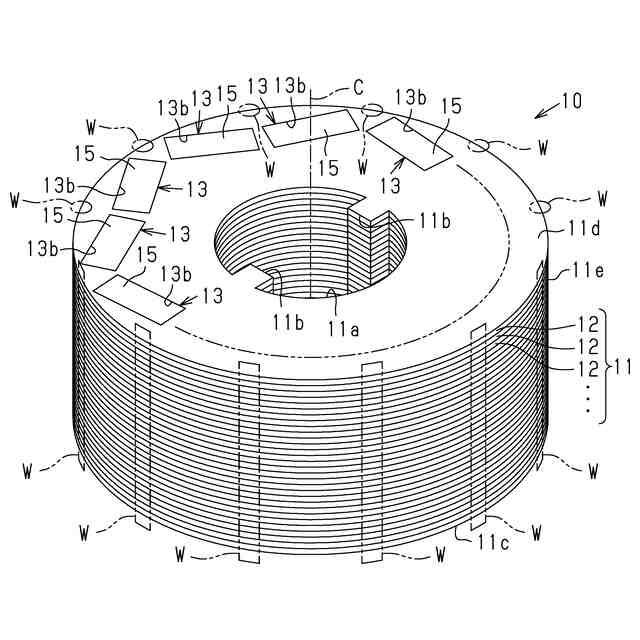
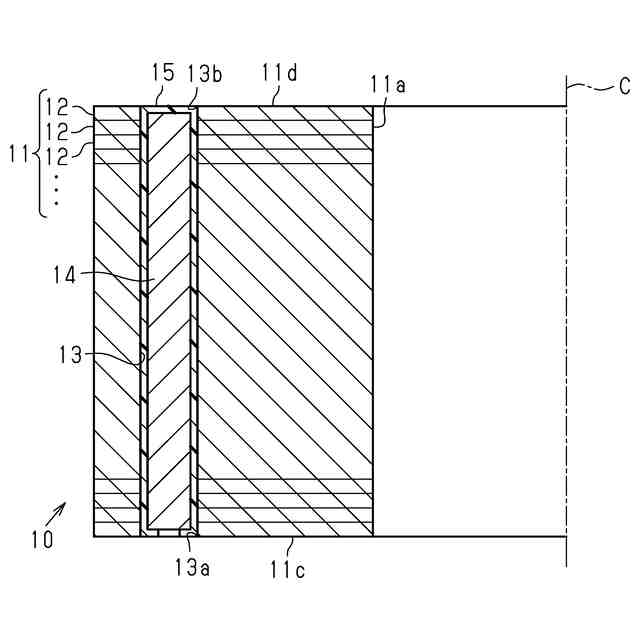
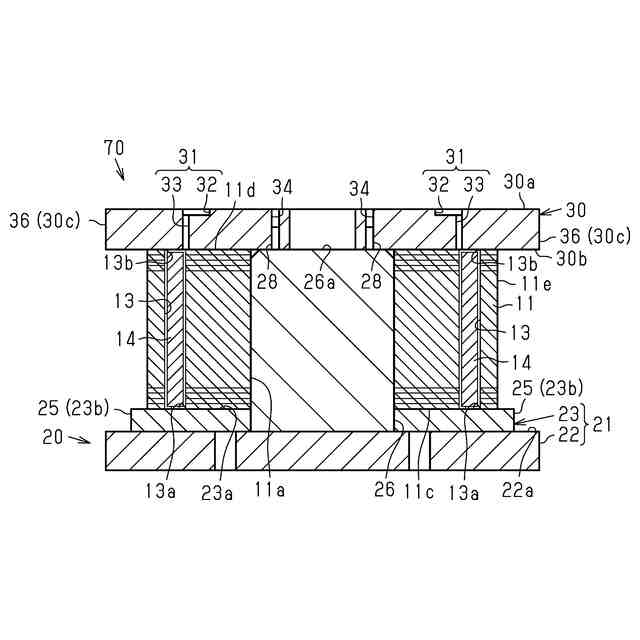
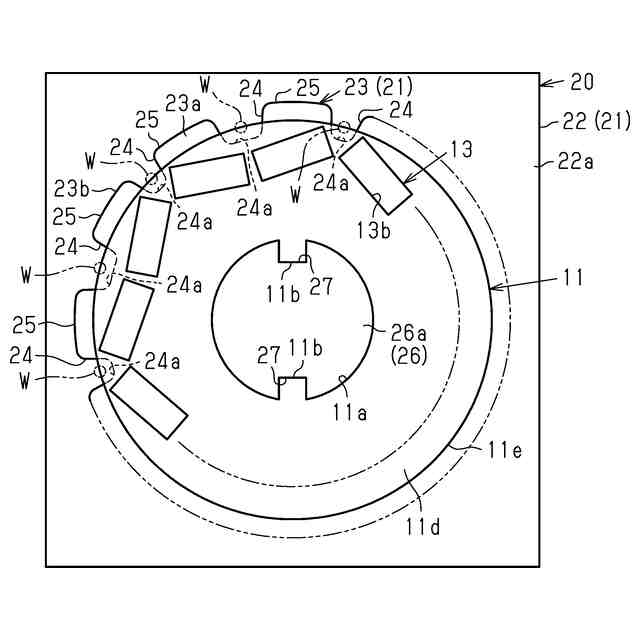
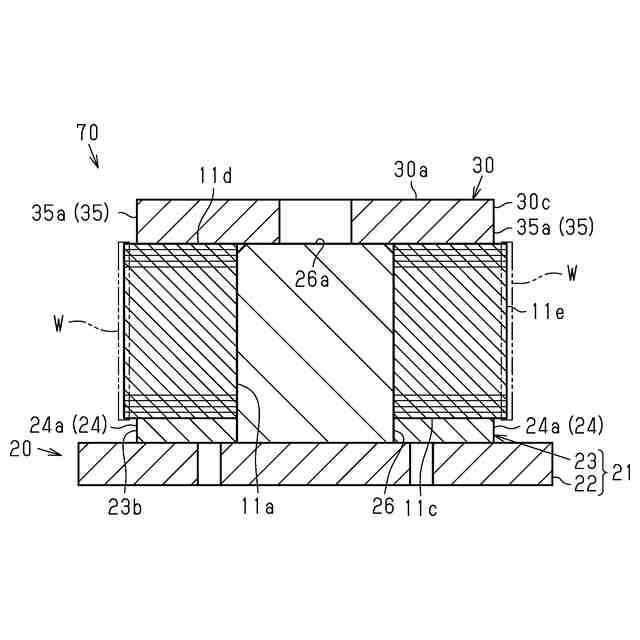
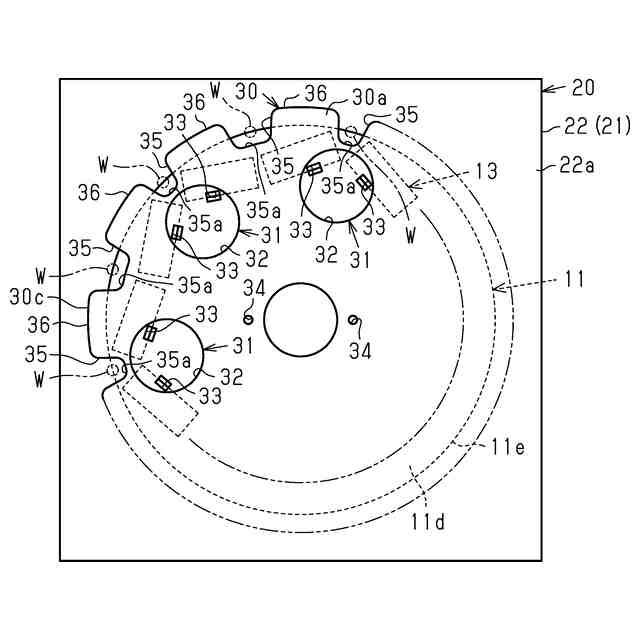
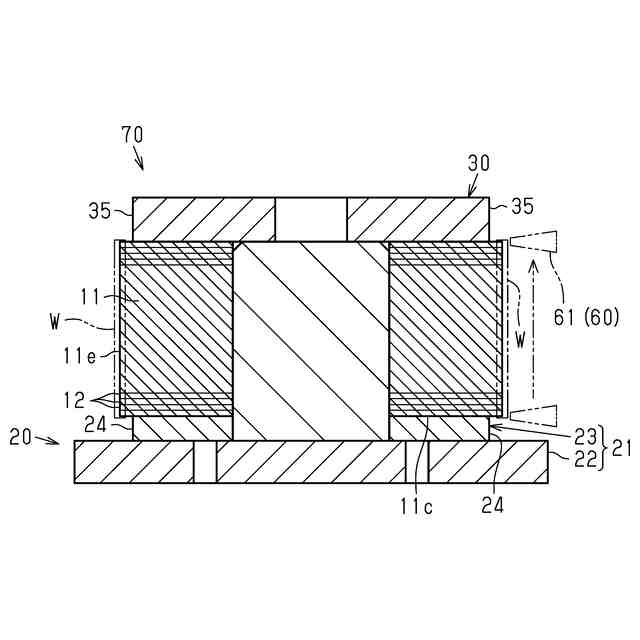
【解決手段】ロータの製造装置は、ロータコア11の端面に当接するとともに、端面に開口する磁石収容孔13の第1開口部を塞ぐ積層治具20と、磁石収容孔13の第1開口部とは反対側の第2開口部13bを塞ぐように配置され、第2開口部13bに対して樹脂を供給する供給部を有するカルプレートとを備えている。積層治具20のうちロータコア11の軸線方向において鉄心片同士が溶接される溶接箇所Wに対向する部分には、ロータコア11の外周面11eよりも内周側に位置する第1逃がし部24が設けられている。
【選択図】図4
特許請求の範囲
【請求項1】
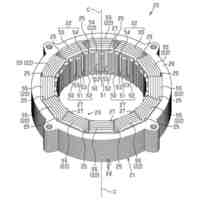
複数の鉄心片が積層されてなるとともに、磁石が収容される複数の磁石収容孔を有する円筒状のロータコアと、前記磁石収容孔に充填される樹脂と、を備え、前記鉄心片同士が溶接されて連結されているロータを製造する装置であって、
前記ロータコアの一方の端面に当接するとともに、前記端面に開口する前記磁石収容孔の第1開口部を塞ぐ第1部材と、
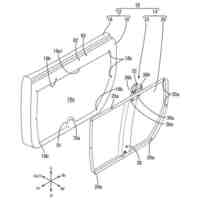
前記磁石収容孔の前記第1開口部とは反対側の第2開口部を塞ぐように配置され、前記第2開口部に対して前記樹脂を供給する供給部を有する第2部材と、を備え、
前記ロータコアの軸線が延びる方向を軸線方向とするとき、
前記第1部材のうち前記軸線方向において前記鉄心片同士が溶接される溶接箇所に対向する部分には、前記ロータコアの外周面よりも内周側に位置する逃がし部が設けられている、
ロータの製造装置。
続きを表示(約 490 文字)
【請求項2】
前記逃がし部を第1逃がし部とするとき、
前記第2部材のうち前記軸線方向において前記溶接箇所に対向する部分には、前記ロータコアの前記外周面よりも内周側に位置する第2逃がし部が設けられている、
請求項1に記載のロータの製造装置。
【請求項3】
請求項1に記載のロータの製造装置を用いて前記ロータを製造する方法であって、
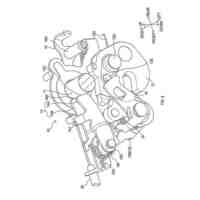
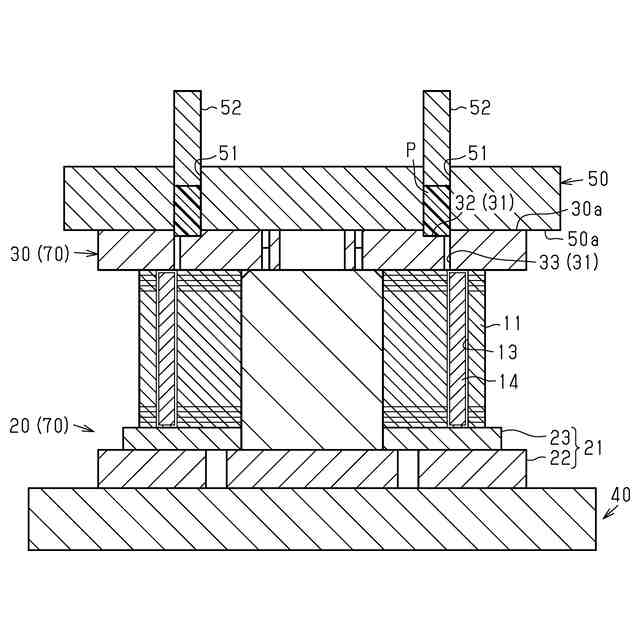
前記第1部材、前記ロータコア、及び前記第2部材を、第1型と、前記第1型に対して接近及び離間可能に設けられた第2型と、の間に搬送する第1搬送工程と、
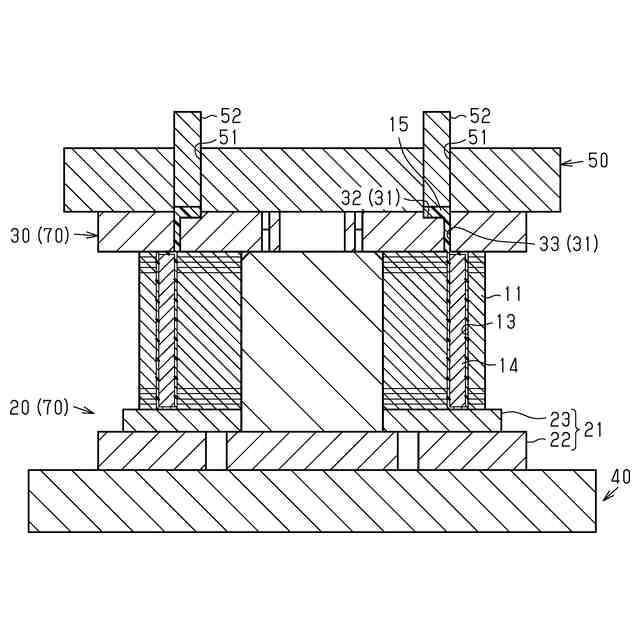
前記第2型から前記第2開口部に対して前記樹脂を、前記供給部を介して供給することで前記磁石収容孔に前記樹脂を充填する樹脂充填工程と、
前記第1型及び前記第2型の間から前記第1部材及び前記ロータコアを取り出して前記鉄心片同士を溶接する溶接ラインに搬送する第2搬送工程と、
前記溶接ラインにおいて、前記ロータコアが前記第1部材に当接された状態で前記ロータコアの前記溶接箇所を溶接する溶接工程と、を備える、
ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造装置及びロータの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、磁石埋込型モータを構成するロータの製造方法が記載されている。この製造方法は、複数枚の金属板を積層して形成されるロータコアの磁石用孔に磁石を挿入した後に、磁石用孔を樹脂で封止する工程(以下、樹脂充填工程)と、金属板同士を溶接により結束する工程(以下、溶接工程)とを備えている。
【0003】
樹脂充填工程では、例えば特許文献2に記載の製造装置が用いられる。
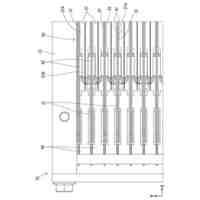
この製造装置は、固定型と、カルプレートと、固定型に対して接離可能に設けられた可動型とを備えている。
【0004】
固定型は、型本体と、支持部材と、スペーサとを備えている。支持部材は、型本体の上面に固定されるベース部と、ベース部の中央から突出してロータコアの中心孔に挿入される円筒状のポスト部とを有している。スペーサは、支持部材の上面に配置されるとともに、ロータコアの下面に当接する。
【0005】
カルプレートは、ロータコアの上面に載置される。カルプレートには、ロータコアの各磁石収容孔に対して樹脂を充填するための複数の充填ポットが設けられている。
可動型は、型本体と、プレート部とを有している。プレート部は、型本体の下面に固定されるとともに、カルプレートの上面に当接する。プレート部には、充填ポットに接続される複数の第1樹脂供給通路が設けられている。型本体には、第1樹脂供給通路に連通する複数の第2樹脂供給通路が設けられている。
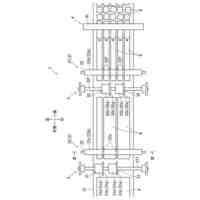
【0006】
こうした製造装置では、型本体の第2樹脂供給通路に樹脂を供給することで、第1樹脂供給通路及び充填ポットを介してロータコアの磁石収容孔に樹脂が充填される。
【先行技術文献】
【特許文献】
【0007】
特開2021-48674号公報
特開2019-140842号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、特許文献2に記載の製造装置を含む従来の製造装置においては、部品点数削減の観点から、樹脂充填工程と、その後の溶接工程とで支持部材及びスペーサを有する治具を共通化することが望まれている。しかしながら、この場合、溶接時にロータコアとスペーサとが溶接されたり、溶接機が支持部材及びスペーサに干渉したりするといった問題が生じる。そのため、従来、樹脂充填工程の後にはロータコアから上記治具を取り外すとともに同ロータコアに上記治具とは別の溶接用の治具を取り付けるといった手間が生じる。
【課題を解決するための手段】
【0009】
上記課題を解決するためのロータの製造装置は、複数枚の鉄心片が積層されてなるとともに、磁石が収容される複数の磁石収容孔を有する円筒状のロータコアと、前記磁石収容孔に充填される樹脂と、を備え、前記鉄心片同士が溶接されて連結されているロータを製造する装置であって、前記ロータコアの一方の端面に当接するとともに、前記端面に開口する前記磁石収容孔の第1開口部を塞ぐ第1部材と、前記磁石収容孔の前記第1開口部とは反対側の第2開口部を塞ぐように配置され、前記第2開口部に対して前記樹脂を供給する供給部を有する第2部材と、を備え、前記ロータコアの軸線が延びる方向を軸線方向とするとき、前記第1部材のうち前記軸線方向において前記鉄心片同士が溶接される溶接箇所に対向する部分には、前記ロータコアの外周面よりも内周側に位置する逃がし部が設けられている。
【0010】
同構成によれば、第2部材の供給部を介して複数の磁石収容孔の第2開口部に樹脂が供給される。これにより、複数の磁石収容孔に樹脂が充填される。
また、上記構成によれば、第1部材が逃がし部を有している。そのため、溶接機が溶接箇所のうち軸線方向における上記端面側に位置する部分を溶接する際に、ロータコアと第1部材とが溶接されることが抑制される。また、上記部分を溶接する際に溶接機が第1部材に干渉する場合であっても、溶接機が逃がし部によって逃がされることにより溶接機と第1部材との干渉が抑制される。こうしたことから、第1部材を取り外すことなく、ロータコアの溶接箇所を溶接することが可能となる。したがって、樹脂充填工程と溶接工程とで第1部材を共通化することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
二次電池
18日前
トヨタ紡織株式会社
切断装置
24日前
トヨタ紡織株式会社
乗物用シート
17日前
トヨタ紡織株式会社
乗物用シート
17日前
トヨタ紡織株式会社
シートバック
11日前
トヨタ紡織株式会社
乗物用シート
3日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
モータ駆動回路
3日前
トヨタ紡織株式会社
シート回転装置
18日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
シート操作レバー
17日前
トヨタ紡織株式会社
ヒータ付きシート
11日前
トヨタ紡織株式会社
乗物用シート装置
24日前
トヨタ紡織株式会社
燃料電池システム
10日前
トヨタ紡織株式会社
ロータの製造装置
18日前
トヨタ紡織株式会社
プレ空調システム
23日前
トヨタ紡織株式会社
乗物用ドアトリム
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
乗物シート用歯車装置
17日前
トヨタ紡織株式会社
ロータコアの製造方法
3日前
トヨタ紡織株式会社
乗物シート用歯車装置
17日前
トヨタ紡織株式会社
サービスホールカバー
3日前
トヨタ紡織株式会社
樹脂成形品の製造方法
11日前
トヨタ紡織株式会社
フロントトランク構造
12日前
トヨタ紡織株式会社
車両用呼吸統制システム
10日前
トヨタ紡織株式会社
ステータおよび回転電機
17日前
トヨタ紡織株式会社
乗物シート用ロック装置
11日前
トヨタ紡織株式会社
ドアモジュール取付構造
3日前
株式会社不二越
加熱装置
23日前
トヨタ紡織株式会社
基材および基材の製造方法
3日前
株式会社不二越
塗布装置
23日前
トヨタ紡織株式会社
乗物用照明装置の製造方法
4日前
トヨタ紡織株式会社
プレス装置及びプレス方法
5日前
トヨタ紡織株式会社
乗物用シートのクッション体
4日前
トヨタ紡織株式会社
ロータ及びロータの製造方法
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ